本帖最后由 小軟熊 于 2016-8-1 16:50 編輯
金屬打印由于具備功能性,,可以在傳統(tǒng)工業(yè)上進(jìn)行大量應(yīng)用,。這逐漸成為3D打印領(lǐng)域的小旋風(fēng),。隨著金屬3d打印成型技術(shù)的發(fā)展,,各個(gè)廠商部分研發(fā)出了自己的成型工藝,,SLM與EBM是現(xiàn)今金屬成型的主流工藝,下面南極熊來(lái)給熊友們分析一下SLM&EBM金屬3d打印成型工藝對(duì)比,。
1. 設(shè)備原理和參數(shù)對(duì)比
SLM和EBM設(shè)備都是以高能束流為熱源,,根據(jù)CAD分層數(shù)據(jù)選擇性的掃描熔化粉床上的金屬粉末,,逐層累計(jì)疊加形成金屬零件。SLM和EBM設(shè)備的技術(shù)特點(diǎn)如表1所示,,其差異主要有三方面:
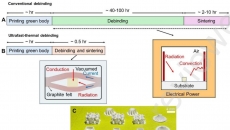
(1)熱源不同,SLM采用激光為熱源和EBM采用電子束作為熱源,。金屬材料對(duì)激光都存在不同程度反射,,因此SLM對(duì)能量的利用率不及EBM,但是SLM的束斑相對(duì)于EBM更小一些,,更有利于成形精細(xì)的零件特征和復(fù)雜的零件形狀,。EBM能量利于高,更有利于制造高導(dǎo)熱金屬,、高溫合金,、高熔點(diǎn)金屬零件,如紫銅,、Inconel 700,、鉬合金等。(2)成形工作環(huán)境不同,,SLM技術(shù)在惰性氣體條件下熔化成形,,EBM技術(shù)在真空條件下熔化成形,相比較EBM技術(shù)更有利于避免零件加工過(guò)程的氧化和增氧,;
(3)工作成形熱溫度不同,,SLM最多可預(yù)熱溫度300℃,EBM技術(shù)可采用電子束掃描對(duì)每一層金屬粉末掃描預(yù)熱,,使零件在600~1200℃范圍內(nèi)加工成形,,可大幅減小成形零件的殘余應(yīng)力。

QQ截圖20160801163317.png (42.6 KB, 下載次數(shù): 135)
下載附件
2016-8-1 16:33 上傳
10-15-36-62-1173.jpg (31.26 KB, 下載次數(shù): 122)
下載附件
2016-8-1 16:39 上傳
SLM代表設(shè)備 EOS M280
323aac3c43323968011c92dc.jpg (92.5 KB, 下載次數(shù): 122)
下載附件
2016-8-1 16:37 上傳
EBM代表設(shè)備 Arcam A2X
2. 成形零件及工藝特點(diǎn)對(duì)比
由于設(shè)備工作原理的不同,,造成所制造出零件特征也有明顯得的差異,,具體如下表所示�,?傮w上比較,,SLM技術(shù)制造的零件具有更好的表面質(zhì)量和更準(zhǔn)確的結(jié)構(gòu)細(xì)微特征,非常適合磨具制造領(lǐng)域的應(yīng)用,,但是在某些醫(yī)療植入領(lǐng)域,,表面粗糙的EBM零件更受歡迎。另外,,EBM零件變形和應(yīng)力開(kāi)裂的情況更少一些,。
QQ截圖20160801163329.png (101 KB, 下載次數(shù): 126)
下載附件
2016-8-1 16:33 上傳
QQ截圖20160801163701.png (104.67 KB, 下載次數(shù): 95)
下載附件
2016-8-1 16:37 上傳
SLM打印結(jié)構(gòu)
QQ截圖20160801163707.png (120.61 KB, 下載次數(shù): 118)
下載附件
2016-8-1 16:37 上傳
EBM打印結(jié)構(gòu)
3. 金屬組織和力學(xué)性能對(duì)比
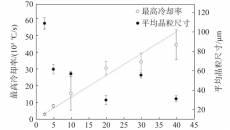
SLM與EBM相比,SLM成形過(guò)程在較低溫度下進(jìn)行,,熔池冷卻速度快,,更容易形成馬氏體等的快冷組織,,EBM生產(chǎn)過(guò)程通常在退火溫度以上進(jìn)行,熔池冷卻速度緩慢,。美國(guó)Morris Technologies公司進(jìn)行了Ti-6Al-4V材料SLM和EBM對(duì)比生產(chǎn)試驗(yàn),,如上圖 是對(duì)比試驗(yàn)SLM與EBM零件金相組織對(duì)比,左邊圖中基本都是很細(xì)的針狀馬氏體,,右邊圖中有大量針狀α相,,由此可以看出SLM和EBM零件的金屬組織存在明顯得差異。金屬組織的差異必然也會(huì)引起零件力學(xué)性能的不同,,如下表是對(duì)比試驗(yàn)試樣拉伸試驗(yàn)性能數(shù)據(jù),,可以看出,SLM試樣的強(qiáng)度無(wú)論是水平方向還是豎直方向都比EBM試樣高,,塑性都EBM要低,。但是兩種工藝形成的試樣經(jīng)過(guò)熱等靜壓后組織基本一致,力學(xué)性能也差不多,。
QQ截圖20160801163339.png (36.7 KB, 下載次數(shù): 104)
下載附件
2016-8-1 16:33 上傳
4. 結(jié)論
從以上對(duì)比分析中可知,,目前兩種工藝各有各的特點(diǎn)和優(yōu)勢(shì),分別可應(yīng)用在不同的領(lǐng)域,。SLM在零件細(xì)節(jié)特征和復(fù)雜程度方面更具有優(yōu)勢(shì),,而EBM在控制零件殘余應(yīng)力方面好于SLM,而且EBM技術(shù)生產(chǎn)零件可以不進(jìn)行熱處理,。
來(lái)源:中國(guó)增材制造網(wǎng)延伸閱讀:
不用到處找了,,全球金屬3d打印企業(yè)都在這里
SLM激光選區(qū)熔化金屬3D打印技術(shù)詳解
EBM電子束熔融金屬3D打印技術(shù)詳解
|
上一篇:國(guó)內(nèi)3D打印發(fā)展緩慢的四大癥結(jié)下一篇:天津市首例3D打印個(gè)體化模板粒子植入治療腫瘤
|








 收藏
收藏 轉(zhuǎn)播
轉(zhuǎn)播 支持
支持 反對(duì)
反對(duì)
 京公網(wǎng)安備11010802043351
京公網(wǎng)安備11010802043351