��(d��o)�x��������(y��ng)���ǿ��ټӟ�Ϳ�����s�ı�Ȼ�a(ch��n)��,���@�Ǽ����ĩ�����ڹ�ˇ�Ĺ�������,��Ӣ������3D��ӡ�S������B���Y(ji��)��������������3D��ӡ������(y��ng)�����k��,��
ÿһ��(g��)�µļӹ��Ӷ���ͨ�^���·�ʽ�γɵģ��ڷ�ĩ�����ƄӾ۽����⣬ʹ플ӷ�ĩ���ڲ��c�·��ļӹ����ۺ�,�����۳��еğ������f���·��Ĺ��w����,���@�����ڵĽ��پ͕���s�����̡��@��(g��)�^�̷dz�Ѹ��,����sֻ�Ў���,��
��(d��ng)�µĽ��ٌ����ӽ��ٵ��ϱ������̺���s�r(sh��)�� �����F(xi��n)�տs�F(xi��n)��,���������ܵ��·����w�Y(ji��)��(g��u)������,���@�N�տs����(d��o)���c��֮�g�γɼ�������

640.png (30.85 KB, ���d��(sh��): 59)
���d����
2020-6-4 17:52 �ς�
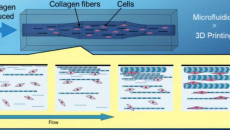
�����ڹ��w���w��픲����ڷ�ĩ�γ��µĺ������� �����ؒ���ʸ���ƄӲ����ڷ�ĩ,���ڟ������f���·��Ĺ��w����֮��,�����ڷ�ĩ��s������������s���̵��^�����տs,���Ķ��c��һ��֮�g�γɼ��������ң�
������(y��ng)�������Ɖ���,����(d��ng)�҂���һ��(g��)�ӹ��ӵ��Ϸ������µļӹ��ӕr(sh��)����(y��ng)�����S֮�γɲ��۷e,���@���܌�(d��o)�����׃��,��ʹ��߅����������Ó�x֧��,��
640-1.png (269.94 KB, ���d��(sh��): 47)
���d����
2020-6-4 17:52 �ς�
�ڱ��^�O�˵���r��,����(y��ng)�����ܕ���������ď�(qi��ng)�ȣ���ɽM���Ɖ����_�ѻ�ӹ��бP׃��,��
640-2.png (296.68 KB, ���d��(sh��): 54)
���d����
2020-6-4 17:52 �ς�
�@ЩЧ��(y��ng)�ڙM�����^��������������@,����˴������ĺ��������^�L,��������������õľ��x���L��
���̶ȜpС������(y��ng)��
��Q�@��(g��)���}�ķ���֮һ�Ǹ�׃�������,���x�����m�����ӹ���������Π�ķ���,��
��(d��ng)�҂��ü���܉�E���������ĕr(sh��)��ͨ���������ƄӼ���,���@��(g��)�^�̷Q�顰���衱,��
�҂����x���ģʽ��Ӱ푒���ʸ�����L�ȣ����Ҳ��Ӱ푿�����������۷e�đ�(y��ng)��ˮƽ,������ʸ��Խ��,���t������(y��ng)��ԽС��
640-3.png (3.27 KB, ���d��(sh��): 65)
���d����
2020-6-4 17:52 �ς�
�ػؒ���ģʽ
• ÿ�Ӓ�����ɺ����D(zhu��n)67��
• �ӹ�Ч���^��
• ������(y��ng)����u����
• �m���^С���^��������
640-4.png (4.21 KB, ���d��(sh��): 66)
���d����
2020-6-4 17:52 �ς�
�l�y����ģʽ
• ������(y��ng)���ֲ�����
• �m�ϴ������
• �ӹ�Ч�ʸ�����P����ģʽ
640-5.png (4.27 KB, ���d��(sh��): 49)
���d����
2020-6-4 17:52 �ς�
��P����ģʽ
• ÿ�ӷ֞����ɂ�(g��)5 x 5 mm�ču��^(q��)��
• ÿ�Ӓ�����ɺ����wģʽ��ÿ��(g��)�u��^(q��)�����D(zhu��n)67��
• ������(y��ng)���ֲ�����
• �m�ϴ������
�҂�Ҳ�����ڏ�һ��(g��)�ӹ���������һ��(g��)�ӹ��ӕr(sh��)���D(zhu��n)����ʸ���ķ���,���@��һ��,����(y��ng)���Ͳ���ȫ��������ͬһ��(g��)ƽ���ϡ�
ÿ��֮�gͨ�����D(zhu��n)67��,���Դ_���ڼӹ����S����֮����跽��ŕ���ȫ�؏�(f��),��
�ӟ�ӹ��бPҲ�ǜp�ٚ�����(y��ng)����һ�N����,������,������̎��Ҳ���Ԝp���۷e�đ�(y��ng)����
������(y��ng)���O(sh��)Ӌ(j��)���h
ͨ�^�O(sh��)Ӌ(j��)���̶�����������(y��ng)��
• �������e���g������
• ע��M�����׃��
• ��ϼӹ�,�����^��ĵװ����ϵ��������������
• �ڑ�(y��ng)�������^�ߵ�λ��ʹ���^��ļӹ��бP
• �x����m�Ē������
��Դ������B
|










 �ղ�
�ղ� �D(zhu��n)��
�D(zhu��n)�� ֧��
֧�� ����
����
 �����W(w��ng)����11010802043351
�����W(w��ng)����11010802043351