��(d��o)�x��Steinbach AG��ʹ���������켼�g(sh��)�������a(ch��n)�����ܹ��I(y��)�մ���������(q��)֮һ,�����_�l(f��)��һ����Џ�(f��)�s�Y(ji��)��(g��u)���մɹ�·���,�����ɹ��đ�(y��ng)�����_(d��)�������g(sh��)�C(j��)�����С��H�ˆ�һ��(y��ng)��,��Steinbach�ѽ�(j��ng)���F(xi��n)����a(ch��n)12,000����������a(ch��n)Ҏ(gu��)ģ,�����_�����Լ����մ����������I(l��ng)������M(j��n)��ӡ����(w��)�̵�λ��
2017������,����Steinbach AG��˾�յ�һ��֪�����g(sh��)�a(ch��n)Ʒ�����̵�Ո��,��ϣ������һ���մɹܣ�ͨ�^�@Щ�մɹ�ݔ�Ͳ����w�S,���@Щ�մɹ܌�����һ��ȫ���_�l(f��)���_(d��)����C(j��)�������g(sh��)��Q�����Č�(d��o)��Ԫ��������һ�N��Ҋ��ʽ��D1��ʾ��,���ڜyԇ�^ʹ�ÊW����Lithoz��˾��CeraFab���������O(sh��)���ӡ�ĵ�һ��ԭ�ͽM���͑���K�x����Steinbach���_�l(f��)���������a(ch��n)�@Щ���,��

Da Vinci Surgical Systems.jpg (12.8 KB, ���d��(sh��): 84)
���d����
2023-7-10 10:13 �ς�
�D1 �_(d��)����C(j��)�����o�����g(sh��)��Q������һ�N��Ҋ��ʽ��The Patient Gart��(��Intuitive surgical, inc .�ṩ)
�@Щ��(f��)�s���մɹܼ�ֻ��ͨ�^������������a(ch��n),���������y(t��ng)���칤ˇ�������܌��F(xi��n)�����ڴ�ǰ��δ���^��Ə�(f��)�s�̶ȵIJ���,��Steinbachʹ��Lithoz��LCM���g(sh��)����̻��մ����죩�_�l(f��)һ�Nȫ�µĄ�(chu��ng)���O(sh��)Ӌ,��ԓ���g(sh��)�����x����ֵ��ۺ�(VPP)��ˇ��ISO/ ASTM 52900ָ�ϣ���
����ɱ����_�l(f��)����Ҳ�O(sh��)���˷dz����w��Ŀ��(bi��o)����ԓ�a(ch��n)Ʒ�H��6����(n��i)��Ͷ�����a(ch��n),���mȻ�_�l(f��)�r�g�o��,����ֵ�÷Q������Steinbachʹ����Lithoz�մ��������켼�g(sh��)��Ѹ�ٌ����a(ch��n)Ҏ(gu��)ģ�U(ku��)���I(y��)�����a(ch��n)��ˮƽ,��
image001.jpg (175.08 KB, ���d��(sh��): 78)
���d����
2023-7-10 10:17 �ς�
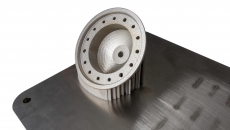
�D2 Steinbach AG���_(d��)�������g(sh��)�C(j��)�������a(ch��n)���մɴ�ӡ�ܼ�֮һ(Steinbach AG/Lithoz GmbH�ṩ)
�Ŀ���������Ҫ���c
Steinbach�ľ��wĿ��(bi��o)���ڱ��C���a(ch��n)�^�̿ɔU(ku��)չ�Ե�ǰ����,��ͬ�rʼ�K��������ĸ��|(zh��)�����������܉�?q��)��F(xi��n)�ȶ��ijɱ�Ŀ��(bi��o),��
���˝M��ʹ��Ҫ��,��ԓ�Ŀ�ď��ܲ��ֱ�횝M��ɂ��o���ą���(sh��),������,���ܵ�ֱ�����əC(j��)е�۵��O(sh��)Ӌ�Q���ģ����ӱ�횲��M(j��n)ȥ�������۔ࡣ���,�������w�S���|(zh��)�����_���C(j��)е�۵Ĺ������P(gu��n)��Ҫ,�����ܵ��ڽo�����R��ֵ��ԓ�R��ֵ�Q���˃�(n��i)���M���棩��Ȼ��,���͑����P(gu��n)�I�Ę�(bi��o)��(zh��n)���ṩ�M���ܵ͵ı���ֲڶ�,���@�Ǟ��˱M�����Ͳ����w�S�ڴ��^��·�r��˺�ѵ��L(f��ng)�U�����ڑ�(y��ng)�õ�����Ҫ��,���ۺ�����ϲ��������@Щ�M��,��
������˂��Lԇ�˂��y(t��ng)�����췽��,���ڙC(j��)е�������ٹ�֮ǰ,���������w�S������ٹ܃�(n��i)��Ȼ��,�����@Щ�Lԇ��,�������w�S�ڏ����ęC(j��)е��(y��ng)���̓�(n��i)��ͨ������ֲڶȵ�������˺�ѳ���Ƭ����ʹ���մ���������֮ǰ,���͑�Ҳ���J(r��n)������ѽ�(j��ng)�Ǻ��m�IJ���,�����҇Lԇ�����˽�����������ԭ�ͼ����������|(zh��)���o���M��Ҫ��,��
�ڿ͑��Q���о�����C�մ��������������(li��n)ϵ��Steinbach,���ڵ�һ�δ�Ӻ��͵��մɴ�ӡ������C�����܉��ṩ�����͑������ı����|(zh��)��,��Steinbach���a(ch��n)���մɴ�ӡ�ܼ���D2��ʾ,��
Steinbach���Ŀ�_ʼ�r�����R����Ҫ����(zh��n)����ΝM�����������a(ch��n)ӆ���е�һЩ���w�ߴ�Ҫ��,�,����]���o���ļs���l��(ֱ���͙M����)���Y(ji��)�ϼ����͏�(f��)�s�ă�(n��i)��݆��,��һ�Nȫ�µĹ�·���O(sh��)Ӌ����,���@ͬ�rҲ��(d��o)�����������С�ں�H��200��m(�D3)������,���ֲڶ�����Ra = 0.4�������⻬����,���ⲿ���Π��20��m�ĸ߾��ȹ���Լ�ÿ�����a(ch��n)12,000�����������,���@��ζ��ֻ�аl(f��)�]Lithoz�մ��������켼�g(sh��)��ȫ����(chu��ng)�������ܝM��ԓ�Ŀ���@Щ����Ҫ��,��
���˝M��͑��ijɱ��A(y��)�ڣ�Steinbach����һ��������@�õă�(y��u)�����������D(zhu��n)�����Ҏ(gu��)ģ���������a(ch��n)����,�����w��ʩ�������A���M(j��n)��,��ÿ���A�ζ��и��Ե�����(zh��n)�����Č��P(gu��n)עӑՓ�Ŀ��ʩ�^���е��P(gu��n)�I��(bi��o)��(zh��n):���a(ch��n)�����^�̷�(w��n)����,���|(zh��)�����C�ͽ�(j��ng)��(j��)Ч��,��
image003.jpg (199.18 KB, ���d��(sh��): 79)
���d����
2023-7-10 10:22 �ς�
�D3 ÿ���մ���������ܼ�����С�ں����_(d��)��200��(Steinbach AG/Lithoz GmbH�ṩ)
�A��1:ʹ��LCM���g(sh��)��M���ҵ����m���O(sh��)Ӌ
Steinbachʹ�����������O(sh��)Ӌ(DFAM)���������a(ch��n)��(f��)�s�Ď��Π�c�͑����к���,���Դ_���ڔ�(sh��)ǧ���M�����������a(ch��n)�^���йܼ���ȫ�����ܵ��Ա���,�����ڿ͑���f������M��M���ܶ��Ҫ���Դ_�������Ĺ��ܺ;��������P(gu��n)��Ҫ��,��
���о��A����������Ҫ���c:
��_����С�ں��200��m
���������a(ch��n)�����z�͟��Y(ji��)��ˇ��(y��u)��
���܉���������100%���|(zh��)������
�c�͑��������_(d��)��һ��֮��,���Ŀ���M(j��n)�������C�A�Ρ����@һ�h(hu��n)��(ji��),����(y��ng)����C��Ҫ�ɷN��ͬ�L�ȵĹܼ�,��
LCM�ļ��g(sh��)���c�Q���ˎ�����Ҫ�{(di��o)��ԭ��������O(sh��)Ӌ�����,��Steinbachֻ��Ҫ��ע�ڃ�(y��u)����Ч�������a(ch��n)�Ĺ�������,���������������칤ˇ������
ԭ�t��,�������M���������O(sh��)Ӌ���@���A�Ό�LCM���g(sh��)���fֻ��һ��С����(zh��n),���������������F(xi��n)���oՓ��ԓ�O(sh��)Ӌ�ď�������,��ͨ���Լ��Ƕȶ��o����ӡ�^���M(j��n)���~���{(di��o)��,���ڴ���Ŀ�У�һ����Ҋ���y�c����ηdz�С�ĵ�̎����˾���(x��)�ͳ������մɲ���,�����ǵ�������������Ŀ��ٶ��ƻ����a(ch��n)����,���@һ����(zh��n)����ͨ�^һЩС�ĽY(ji��)��(g��u)�O(sh��)Ӌ���ā��˷���
image005.jpg (510.35 KB, ���d��(sh��): 108)
���d����
2023-7-10 10:23 �ς�
�D4 Lithoz�մɴ�ӡ�O(sh��)��Ĵ�ӡƽ�_ҕ�D(Steinbach AG/Lithoz GmbH�ṩ)
Steinbach�������������(zh��n)��,������ڏ��܃�(n��i)��侫�_��(sh��)���IJ����w�S,���Ҳ��w���ϻ��մɹܱ����������κ��Ɠp����Ҳ�����f���͑���Ҫ���������ܰ��b���ѽ�(j��ng)���͵����g(sh��)�C(j��)�����ֱ۽Y(ji��)��(g��u)�o���ijߴ���,�������C��M�����c�����w�S���|(zh��)����ȫƥ��,����(j��ng)�^�����о��yԇ����K�_������С�M����,���Ķ��ó���0.2 mm�ں���O(sh��)ӋҪ��,���@Щ����(sh��)���ƌ��a(ch��n)Ʒ�O(sh��)Ӌ���c�����ڹܱڵă�(y��u)���ϣ����ҵ�һ�N������p�ٹܱڵĺ���Ҳ��ƉĹܱ�,��ͬ�r�܉�?q��)��F(xi��n)��(w��n)���B�m(x��)�����a(ch��n)�^��,����ˣ��ں���ԓ��(y��ng)�������O(sh��)Ӌ����(zh��n),��Ҳ��K�ɞ��������C�A�ε����c,��
�M��Steinbach�ѽ�(j��ng)�����������մɲ����ğ�̎������e�����S���Ľ�(j��ng)�,�����ڱ��Ͻ�(j��ng)��(j��)�Ե�ǰ���£�Ҫ�U(ku��)��a(ch��n)��,���ͱ�회������ӹ��^���M(j��n)�д���ȵĸ���������,�����ܵľ��_ƽ��λ�ú͔�(sh��)����횵��Ա��C,���Դ_���������͏UƷ�ʣ��������������Π���L���ϳ��F(xi��n)��ʹ���p��ƫ��,���͟o��Ͷ��ʹ��,���D4���D5���ӡƽ�_�ϰ����������a(ch��n)���մ����,��
Steinbach���Ã�(y��u)���ļӟṤˇ�������M(j��n)���˶�Μyԇ��,����K�ҵ�����ѵğ�̎����ʽ���ڇLԇ�^���մɏ����M(j��n)��ֱ����ˮƽ�IJ�ͬ���÷�ʽ��,���(y��u)�ķ��÷�ʽ�飺���^�̵�����M(j��n)�С����P������,�����^�L������M(j��n)�С����P�����á��(y��u)�ğ��Y(ji��)���Ξ�ÿ8���ӡ���M(j��n)��һ�Ο��Y(ji��),��
image007.jpg (369.76 KB, ���d��(sh��): 76)
���d����
2023-7-10 10:23 �ς�
�D5�����̎���Ĵ�ӡ������(Steinbach AG/Lithoz GmbH�ṩ)
��ʹ�Ǹ�����C�A�ε�ԭ�ͼ�,��Ҳ���Ǖ����C�ڽӽ����a(ch��n)�l�������헹����M(j��n)�Мyԇ���Դ_��������|(zh��)���ĵ�һ�ε����_ʼ�͞�����������a(ch��n)ģʽ���Ü�(zh��n)��,�������a(ch��n)�^���б�횱��C�OС�Ĺ���,���Ա�������ߴ�M������ȫһ�¡�
Steinbachͬ�������P(gu��n)ע�|(zh��)����������(y��n)����ѭ���P(gu��n)Ҫ��,������������һ�������|(zh��)���z������,����(y��ng)����ÿһ�����a(ch��n)���մɏ���:
���@�R�z���������ȱ��
���Θ�(bi��o)���ߜy����(zh��n)�_���L��
���ɿ͑��ṩ�Ķ��ƃx���z����׃
��ԭ������C�A�Σ�Steinbach���a(ch��n)Ʒ�O(sh��)Ӌ�M(j��n)���˶�θ���,����������������Ĕ�(sh��)�ֻ����a(ch��n)����,���@Щ�O(sh��)Ӌ���Ŀ����p�ɿ��ٵČ��F(xi��n)��C����ÿ���յ�ԭ�ͮa(ch��n)Ʒ��,���͑�Ҳ�܉�o����(zh��n)�_�ķ���,��ÿһ����C��ӡ���a(ch��n)��ԭ�ͼ�����6�����ܣ����Џ��ܶ���횳���7�ܵ�ʹ������,�����,�����������Ĝyԇ���������^�L����ɺ���܌��F(xi��n)�M(j��n)һ�����O(sh��)Ӌ�{(di��o)��,���Լ�������º���°�ԭ�����,��
��һ�A�εĵ�����(y��u)���M(j��n)���˴�sһ��r�g������K�ڿ͑��F(xi��n)���M(j��n)������Kԭ�͵���Cͨ�^,���J(r��n)��ԓ������������Ď��Π��O(sh��)Ӌ����,��
�A��2:���I(y��)���������a(ch��n)
�S��,��Steinbach���մ���������F(tu��n)ꠌ�ע�ڃ�(y��u)����ˇ��(x��)��(ji��)���Դ_���������a(ch��n)��������ܵĿ��؏�(f��)��,�����Ҳ������F(xi��n)�κ��|(zh��)�����},�����ˌ��F(xi��n)�@һĿ��(bi��o)����횳��̽���Ͱl(f��)�]LCM���g(sh��)�ľ���,���@һ�A����Ҫ�P(gu��n)ע�ɂ����c:
���O(sh��)���m�ϵĴ�ӡ�װ�Ϳ���Ա��ڏĴ�ӡƽ�_���Ƴ����
��(y��u)����̎���坍�^��
ܛ�����ܲ��ֵă�(y��u)�������cLithoz���к������M(j��n)�е�,����(y��u)�����ܛ�������ṩ�ĸ߾��Ⱥͷ�(w��n)����(f��)�F(xi��n)����Ҳ�@���p���˴�Ʒ��(sh��)�����Ķ���(ji��)ʡ�˴�������,���r�g�ͳɱ�,��
image009.jpg (423.25 KB, ���d��(sh��): 122)
���d����
2023-7-10 10:25 �ς�
�D6 Steinbach�մ���������F(tu��n)ꠣ���˾�\�I��4�_Lithoz �մɴ�ӡ�O(sh��)��(Steinbach AG/Lithoz GmbH�ṩ)
�����܉�?q��)��F(xi��n)�������a(ch��n),��Steinbach��Ҫ�ҵ�һ�N����Ч,������ȫ�؏Ĵ�ӡƽ�_���Ƴ���ӡ����ķ�ʽ����ԇ����Lithoz�ṩ�ăɷN��(bi��o)��(zh��n)�װ�Ϳ�Ϻ�,��һ�N�µ��ض��ăɷN���Ϳ�ϱ��_�l(f��)����,��ԓ�ɷ��ڝM��a(ch��n)Ʒ���a(ch��n)Ҏ(gu��)��Ҫ���ǰ���£��܉������������̎��Ч��,������֮��,��߀�M(j��n)����ϵ�y(t��ng)��̽���Ԍ��������^���е��(y��u)�O(sh��)�×l�� (���磬��̎��r�g���m��(d��ng)���L,���Դ_����K�����ÿ�Ο�̎�����l(f��)���κ�׃��),��
�c��������һ�ӣ��մɏ��ܵ���ϴҲ��횝M��ԓ�Ŀ���w�ijɱ�����ˮƽ,�������ֻ������Ӽ��ֹ�̎����ϴ�^���_ʼ�Lԇ,���yԇ�˸��N��ϴ����Steinbach�ܿ��_ʼ�Lԇʹ�ó�����ϴ���,��������ˮԡ�ĜضȺ�̎��r�g�M(j��n)�����{(di��o)��,���ԫ@����ѵĔM�υ���(sh��)���Ķ����F(xi��n)�˸���(j��ng)��(j��)��Ч����ϴ��ˇ,��
�ڵڶ��A��β,�������^���܉�õ����_�Ĺ����Ϳ��ơ�����Փ���մɝ{��߀���ϱP���ι����������������O(sh��)Ӌ,�����h(hu��n)����Ⱥ͜ض�ˮƽ,���ٵ������̎����ˇ�,�����ʹ��Lithoz CeraFab��ܛ��ϵ�y(t��ng),��ÿ�����a(ch��n)���E�Ĺ�ˇ����(sh��)���܉�Ԕ��(x��)ӛ������������^�̃�(y��u)���Ы@�õĔ�(sh��)��(j��)Ҳ��������δ�����M(j��n)���|(zh��)�����C�ķ������A(ch��),���Լ��ں��m(x��)�Ŀ���������Q�ߵĽy(t��ng)Ӌ��(sh��)��(j��)���A(ch��),�������wϵ��������֮��,������ļ������w�n��Steinbach���������(w��)��(n��i)����(bi��o)��(zh��n)��
��K,���ڶ��A�εĹ�ˇ��(y��u)��ʹ����ɱ��ֽ�����40%,�����@һ�A���_(d��)������ߵ�Ч�ʺ̓�(y��u)��ˮƽ�͑�������Steinbach���S�w��˞��ڃ�������a(ch��n)ȫ����,������a(ch��n)Ʒ���@�����(n��i)�M(j��n)���������̵Ĵ�ӡ����ͺ��̎��,�����@�γɹ�ͨ�^�͑��J(r��n)�C�����a(ch��n)����֮�͑������Ŀ����K�a(ch��n)Ʒ�|(zh��)���̓r��ʾ�M��,���@Ҳ��(bi��o)־���ڶ��A�εĈA�M��ɡ�
�A��3:�B�m(x��)���a(ch��n)�ij��m(x��)��(y��u)��
�ڽӵ�ӆ�������º�,��Steinbach���r�����˵�һ���������a(ch��n)�����,��һ��ԓ��ˇ���O(sh��)�Þ��������a(ch��n)ģʽ������(j��)�͑����g(sh��)�C(j��)���˵�����,�����a(ch��n)���εĔ�(sh��)���͕����m(x��)���L,�������Ƿ�������������2019��7��,���S���N�۔�(sh��)�ֵ����L,���_(d��)����ÿ��12,000���Įa(ch��n)��ˮƽ��
�ĵ�һ���������a(ch��n)�\�е����F(xi��n)�����a(ch��n)��,��ͨ�^�M(j��n)һ����(y��u)����헅���(sh��),���M(j��n)һ���p�ُUƷ�ʣ�Steinbach���F(xi��n)�ˌ��μ�����ɱ��ٽ���40%,���ڝM�㼼�g(sh��)Ҫ��Ŀ�ܷ�����(n��i)�M(j��n)һ�������ˮa(ch��n)Ʒ���ԃr��,��
���������a(ch��n)�^���У�Steinbach�Գև�(y��n)���100%�yԇ����,����ԭ�͵��������a(ch��n),����ÿһ���մɏ��ܶ��M(j��n)���������Ĝyԇ���Դ_���������|(zh��)������,������ǰ���ᵽ���ض��L�ȵĸ�헙z�y���R�e������׃,��ÿ���µ��O(sh��)Ӌ�{(di��o)��������(j��ng)�^�͑���K��Ʒ������J(r��n)�ɣ��κκ��m(x��)�ķ���������Steinbach�մ���������F(tu��n)��r��Q,��
�����������������a(ch��n)Ʒ����,��Steinbach�����ڃ�(n��i)���_�l(f��)���Լ��İ��b��Q�������Խy(t��ng)�I̎���@Щ�߶����в������������},�����T�O(sh��)Ӌ���d���܉�_�����b���E������,�����_���\ݔ��ȫ��
�Ŀ�A�M���
ͨ�^�����������錧(d��o)����մ��������첿�����a(ch��n),��Steinbach�~���ˏ���Փ���̘I(y��)���`�ěQ����һ��,�������䌦�������칤ˇ�ij��m(x��)��(y��u)��-�ĸ�����C��ԭ�����쵽LCM���g(sh��)�����I(y��)�����a(ch��n)���m���{(di��o)��,���ٵ����������a(ch��n)�Ѕ���(sh��)�ij��m(x��)���M(j��n)����Steinbach���H�_��(chu��ng)�Ե�̽������������������մɲ������������a(ch��n)ģʽ�����ҳɹ��،��F(xi��n)�������rֵ朵��A(y��)��Ͷ�Y�؈���(ROI),��
����ԓ�Ŀ�ijɹ�������漰���ܼ��о����_�l(f��),��Steinbach���@���Ŀ��������������մ��������칤�I(y��)��(y��ng)�õĽ^���̘I(y��)������֮һ�����@���Ŀ֮��,��Steinbach�֫@���ˎׂ��¿͑���ӆ��,������һЩСҎ(gu��)ģ��ԇ���a(ch��n)֮�⣬�@Щӆ�ε������(sh��)������ÿ��10,000- 15,000������,��
��ԓ�Ŀ�^����,��Steinbach�մ���������F(tu��n)������a(ch��n)�^����Ҳ�@����������������������O(sh��)Ӌ����̎���ٵ���Ʒ���Y(ji��)�������\ݔҎ(gu��)��������Ŀ͑�ͬ�ӏ�Steinbach���S���Ŀ��(j��ng)��Լ��|(zh��)�����������ܽ���ˮƽ�Ы@������,�����m(x��)����������a(ch��n)���մ��������첿����D7��ʾ,��
image011.jpg (516.8 KB, ���d��(sh��): 140)
���d����
2023-7-10 10:25 �ς�
�D7�����ᵽ���մɏ��ܣ��Bͬ�����մɴ�ӡ���,������Steinbach(��Steinbach AG�ṩ)�M(j��n)�������������������
�@��_��(chu��ng)�Ե�̽���dz��ɹ�,�������H�H�������F(xi��n)��������g(sh��)�е�һ헼��g(sh��)���������������������մ��������칤ˇ��Ͻ���һ����Ҫ���մ���������֪�R��,��Steinbachÿ�����a(ch��n)12,000������ijɾ�ͬ�rҲ�C����Lithoz CeraFab�մɴ�ӡ�O(sh��)��ă�(y��u)������,��Ŀǰͬ��O(sh��)��Ҳ��ȫ��͑������������a(ch��n)��ͬ��(y��ng)�îa(ch��n)Ʒ��
|









 �ղ�
�ղ� �D(zhu��n)��
�D(zhu��n)�� ֧��
֧�� ����
����
 �����W(w��ng)����11010802043351
�����W(w��ng)����11010802043351