上一篇:紐約增材制造戰(zhàn)略(AMS) 活動:CEO小組發(fā)表見解,,要與中國脫鉤,? 下一篇:佩極一年賣出6萬多副3D打印眼鏡,,其化學(xué)蒸汽拋光工藝已經(jīng)國產(chǎn)化 | |

正時精控獲高瓴獨家投資,國產(chǎn)高端振鏡技術(shù)

NASA使用3D打印技術(shù)制造更加經(jīng)濟(jì)高效衛(wèi)星通

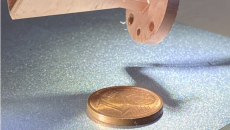
河鋼推出3D打印大層厚透氣鋼

3D打印聚酯支架綜述《AMT》上新,,專為骨組

RIC Technology推出可打印三層樓高的建筑3D
中航邁特MT400M獲2024年首臺(套)重大技術(shù)裝
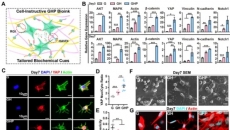
生物3D打印類神經(jīng)組織通過增強神經(jīng)干細(xì)胞機(jī)

華力創(chuàng)科學(xué)完成數(shù)千萬元A+輪融資,,金屬3D打
Horizon Microtechnologies開設(shè)微型3D打印
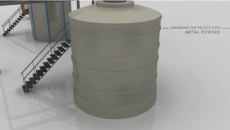
Metalysis將新型金屬合金粉末生產(chǎn)能力提升3

關(guān)注南極熊

通知
聯(lián)系QQ/微信9:00-16:00
392908259南極熊3D打印網(wǎng)
致力于推動3D打印產(chǎn)業(yè)發(fā)展

 收藏
收藏 轉(zhuǎn)播
轉(zhuǎn)播 支持
支持 反對
反對
 京公網(wǎng)安備11010802043351
京公網(wǎng)安備11010802043351