陶瓷或者金屬基復合陶瓷具有高硬度、高耐磨性、耐高溫、抗氧化、耐腐蝕、化學穩(wěn)定性好等性能,在航空、航天、機械、電子、醫(yī)學等領域的應用越來越廣泛。陶瓷零件的成形方法如注漿成形、模壓成形、熱壓鑄成形等無法擺脫模具的制約,生產周期長、成本高。如果采用機械加工方法,又由于陶瓷材料極高的硬度、良好的耐磨性和耐腐蝕性以及脆性大等特點,使得加工成本高昂和加工效率低下。成形工藝對陶瓷零件尤其是復雜形 狀陶瓷零件的進一步發(fā)展和應用形成了極大的制約。

142340jqroo0o8e5z94681.jpg (103.03 KB, 下載次數: 147)
下載附件
2017-12-13 12:13 上傳
增材制造技術的出現為復雜形狀陶瓷零件的成形提供了有效的解決方案。 增材制造技術,是依據三維CAD建模通過材料逐層添加堆積而直接獲得實體零件的技術,也稱“快速成形技術”、“固體自由成形”、“3D打印技術”等。與傳統(tǒng)制造技術相比,AM技術不需模具和特殊夾具、制造速度快、在一臺設備上可制造出任意復雜形狀的零件,該技術解決了傳統(tǒng)工藝中許多復雜結構零件的制造問題,在各領域都得到了廣泛的應用,發(fā)展前景廣闊[1]。 目前已經商業(yè)化的增材制造技術多達幾十種,但是能夠用于陶瓷生產的工藝較少,典型的工藝有:利用紫外光固化光敏樹脂基陶瓷漿料的立體光刻成形工藝( SL)、利用激光燒結覆膜陶瓷粉的激光選區(qū)燒結成形工藝(SLS)、熱壓粘接陶瓷薄膜材料的分層實體成形工藝(LOM)、利用有機粘結劑粘接陶瓷粉末的三維打印成形工藝等。在面向陶瓷零件制造的增材制造工藝中,基于陶瓷漿料或者膏體擠出而開發(fā)的增材制造技術最實用靈活,工藝方法也最多。
本文主要闡述了基于擠出技術的增材制造技術的技術原理和特點,并對其中涉及的關鍵技術進行了綜述。
1 基于擠出工藝的陶瓷零件增材制造技術原理及特點
在目前開發(fā)的陶瓷零件增材制造技術中,有一類技術的成形過程主要利用了陶瓷漿料或者膏體擠出工藝,這類技術將陶瓷材料的擠出技術與分層堆積原理相結合,改變了單純的擠出過程只能夠成形具有等截面尺寸的管材、片材和線材等的特點,而能夠進行復雜形狀的陶瓷零件的制造。
125711yhfyj9wpzyxh5hzx.png (61.43 KB, 下載次數: 139)
下載附件
2017-12-13 12:13 上傳
1.1 FDC工藝
FDC是由FDM(Fused Deposition Modeling)技術發(fā)展而來。FDM是以熱塑性絲狀材料(如ABS、聚丙烯等)為原料,絲狀材料由液化器熔化后經擠出口擠出,并根據所要制造零件的CAD分層數據,逐條線、逐個層的堆積出零件。在FDC中,通常將陶瓷粉體與有機粘結劑相混合,經擠出機或毛細管流變儀做成絲,經過擠出體的逐層堆積后,獲得陶瓷件生坯,然后通過粘結劑的去除和陶瓷生坯的燒結,最終得到較高致密度的陶瓷零件。其原理如圖1所示。
FDC工藝用簡單的擠出頭加熱來完成擠出細絲的平面成形與立體堆積,維護簡單,成本低。絲材更換和保存容易,不會在設備中或附近形成粉末或液體污染,更 重要的是,可以通過引入不同的陶瓷粉末獲得種類多樣的絲材。存在的問題是絲材制造工藝較復雜,后期脫膠和燒結過程中有機粘結劑會影響燒結過程和陶瓷零件質量。 為了擴大選材的范圍,丹麥技術大學的Anna Bellini和德雷塞爾大學的Lauren Shor[7]研發(fā)了一種新的FDM成形系統(tǒng),稱作MED(mini extruder deposition)。該系統(tǒng)與傳統(tǒng)的基于絲材的FDM成形工藝不同,它是采用顆粒狀的物料作為成形材料,而不必將成形材料預先制成絲材。這不僅擴大了材料的選用范圍,而且縮短了整個成形周期。
微信截圖_20171213115824.png (29.29 KB, 下載次數: 129)
下載附件
2017-12-13 11:59 上傳
1.2 FDMM工藝
傳統(tǒng)的FDC成形系統(tǒng),每一層最多只能沉積兩種物質。為了制造多組分的復合陶瓷制件,羅格斯大學開發(fā)了FDMM系統(tǒng)。FDMM成形系統(tǒng),每層可以沉積多至四種不同的物質。在該系統(tǒng)中,每種物質擁有一個獨立的沉積裝置,不同的沉積裝置根據制件的設計要求,在系統(tǒng)的控制下按要求交替進行物質的沉積,從而得到不同物質復合而成的陶瓷制件。用FDMM系統(tǒng)制造了用于微波系統(tǒng)的三維PBG結構,以ICW-06蠟為支撐,氧化鋁漿料為擠出材料,制造過程如圖2所示,去除蠟并燒結后,可獲得所需要的PBG單元結構。
微信截圖_20171213115829.png (102.25 KB, 下載次數: 150)
下載附件
2017-12-13 11:59 上傳
1.3 Robocasting工藝
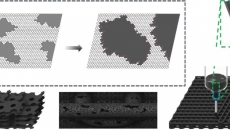
美國桑迪亞國家實驗室Robocasting工藝用于制造陶瓷零件的過程是:將裝在注射器中的陶瓷漿料和交聯(lián)劑分別安裝在robocasting設備上(圖3),然后注入混合室并在混合室里混合均勻,再通過擠出頭擠出沉積工作臺上,工作臺在XY平面方向的移動形成陶瓷漿料層片,工作臺逐層向下移動就可以堆積成三維陶瓷濕坯,經脫膠和燒結后獲得陶瓷零件。每個注射器安裝有冷卻旋管,以防止成形物料在混合室里產生凝膠化。為了加速陶瓷漿料沉積層片的凝膠化,在成形過程中工作臺安裝有加熱裝置。通過這種方法得到的陶瓷制件,顆粒堆積均勻,宏觀缺陷較小,并且沒有微觀上的缺陷。
1.4 SME工藝
美國康涅狄格大學開發(fā)的SME工藝用水基牙科陶瓷漿料數字化制造義齒。Jiwen Wang等人自主設計并制造了一臺SME設備,該設備主要由三部分組成:電動缸和檢測擠出壓力的精密壓力傳感器;運動部件,主要 注:1.注射器口 2.混合室 3.擠出口 4.陶瓷漿料
微信截圖_20171213115840.png (116.75 KB, 下載次數: 145)
下載附件
2017-12-13 11:59 上傳
有X-Y方向運動的工作臺和Z方向運動的升降臺;三個用來裝載和擠出陶瓷漿料的微擠出頭,它們的擠出頭直徑從100~800 μm不等。該設備使用一臺可以對STL文件進行讀取和進行切片處理的計算機,并將位置控制信號和擠出控制信號通過多軸運動控制卡發(fā)送給設備,并控制制造平臺在X、Y和Z方向的運動。通過SME制造的牙齒,在尺寸和形狀上可以很好的與牙齒數字模型相匹配,燒結以后在X、Y、Z方向上收縮均勻。從計算機設計的牙齒模型到制造出一顆陶瓷義齒僅僅需要30 min的時間,從而可以為牙病患者提供更快、更好、更經濟的牙齒修復。圖4為SME工藝原理示意圖。
微信截圖_20171213115844.png (58.97 KB, 下載次數: 151)
下載附件
2017-12-13 11:59 上傳
河北工業(yè)大學Dongbin Zhu等人在SME基礎上開發(fā)了selective slurry extrusion工藝,可以成形雙相物質的陶瓷制件[11]。Selective slurry extrusion設備(圖5)由運動系統(tǒng)和擠出系統(tǒng)兩部分組成。運動平臺(e)通過計算機(f)由多軸運動控制卡控制的步進電機所驅動,擠出系統(tǒng)是由通過高壓空氣泵(d)驅動的兩個擠出頭(a)所組成,并通過電磁閥(b)和氣壓調節(jié)器(c)來控制擠出頭的啟/停和壓力的調節(jié)。該設備可以成形雙相物質的陶瓷,其中一種物質可以制作支撐,從而能構建結構更復雜的陶瓷零件。
微信截圖_20171213115851.png (30.78 KB, 下載次數: 147)
下載附件
2017-12-13 11:59 上傳
1.5 MJS 工藝
MJS工藝是由德國的應用研究的領導組織機構“The Fraunhofer-Gessellschaft”開發(fā)的。MJS工藝示意圖見 圖5 Selective slurry extrusion工藝原理圖圖6,可以生產金屬和陶瓷部件。它采用粉末與粘結劑的混合物作為物料,通過計算機控制下的擠出頭擠出部件的每一層。用于MJS工藝生產的設備的主要組成部件包括:計算機及計算機控制的運動系統(tǒng)、帶有擠出頭和牽引系統(tǒng)的物料加熱室和相應的輔助設備。用于MJS工藝的物料可以是粉體、顆粒或者是短棒狀物料,擠出口的直徑為0.5~2.0 mm。Koch等人利用MJS工藝制造了孔結構的載體框架,孔的尺寸在300~400 μm,并且支持人骨組織的內部生長。
微信截圖_20171213115857.png (34.51 KB, 下載次數: 139)
下載附件
2017-12-13 11:59 上傳
1.6FEF工藝
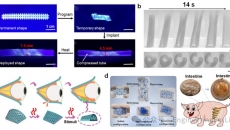
上述介紹的這些增材制造技術一般先將陶瓷粉體與有機粘結劑混合,再用擠出方法制作出毛坯后進行燒結,燒結過程對環(huán)境污染較明顯且影響陶瓷零件燒結質量。而FEF工藝所使用的材料為水基陶瓷膏體,只含有少量有機添加劑,陶瓷零件的增材制造過程更加綠色。FEF技術的工作原理和工作系統(tǒng)如圖8所示。首先將水基陶瓷膏體裝載入料筒中,通過計算機將控制指令傳達到擠出電機,并驅動擠出桿下移推動料筒中膏體按照設定速度擠出,按照二維截面數據,堆積在工作臺上。由于工作環(huán)境在冷凍環(huán)境下,水基擠出體不用有機粘結劑也可迅速固化成形,從而提高了膏體的成形性能,避免了因變形而形成的缺陷。擠出體逐層堆積,直至完成所需成形的三維陶瓷制件。
微信截圖_20171213115906.png (31.82 KB, 下載次數: 150)
下載附件
2017-12-13 11:59 上傳
1.7PED工藝
Wang等人在德雷塞爾大學開發(fā)了一項用于制造三維支架的成形系統(tǒng),稱作Precision Extruding Deposition[14]。PED與傳統(tǒng)的FDM工藝的不同之處主要在于PED系統(tǒng)可以將成形物料直接擠出而不必預先將其制成絲狀。該系統(tǒng)的工作原理是:將成形物料通過與兩個相互獨立的熱電偶相連的帶式加熱器加熱成熔融態(tài),然后通過旋轉的精密螺桿將其擠出成形制件。他們運用該系統(tǒng)制造了PCL支架并測試了其性能,通過PED制造的PCL支架結構緊湊,孔的大小可控且相互連通,具有良好的醫(yī)學特征和生物相容性。 圖7 Precision Extruding Deposition工藝原理圖 FEF所用膏體材料以水為陶瓷粉體主要的分散劑和粘結劑,除燒結時環(huán)境友好外,還以其高固相含量有利于得到高致密度的陶瓷制件。FEF工藝不僅具有其他快速成形技術的生產周期短、成形精度高、能夠加工復雜陶瓷制件的優(yōu)點,還解決了環(huán)境污染、制件致密程度不足、脫脂速度慢等問題。
微信截圖_20171213115913.png (98.57 KB, 下載次數: 139)
下載附件
2017-12-13 11:59 上傳
2 基于擠出工藝的陶瓷零件增材制造技術中
所涉及的關鍵技術
2.1擠出材料
擠出材料是擠出成形的前提,也是擠出成形重要的 一部分。擠出材料的流變性能和工藝性能對整個成形過程都有著顯著的影響。陶瓷材料要想以擠出的方式來成形零件,必須使粉末能夠產生流變:可以通過將陶瓷粉末與高聚物相混合,高溫下加熱至熔融狀態(tài),從而獲得具有流變性的熔體;也可以在常溫下向陶瓷粉末中加入一定量的溶劑和其他物質,配制成膏體或漿料。熔融狀態(tài)的陶瓷材料在成形過程中需要加熱裝置和溫控裝置,這樣勢必會提高整個成形裝置的復雜性和控制的難度。
陶瓷膏體和漿料是在常溫下配制而成,成形時不需要加熱裝置和溫控裝置,不僅簡化了整個成形設備,還減少了影響成形質量的溫度因素,使成形控制變得更容易。陶瓷成形后進行燒結,希望得到致密度大,收縮較小的制件,這樣就希望成形材料具有盡可能高的固相含量,于是人們更加關注于固相含量更高的陶瓷膏體的開發(fā)和制備。 近幾年發(fā)展起來的用于凝膠化擠壓成形的漿料,成分均勻,脫脂速度快。Prabhakaran等人通過在氧化鋁-聚丙烯酸酯漿料中加入醋酸酐,使其轉變?yōu)榫鶆虻摹⒕哂袆傂钥蓴D壓的粘稠漿料 。Davies J等人則通過原位 凝膠化使高固相含量的漿料具有適合于擠出成形的流變 特性 。但是凝膠體系的剛性不足,存在成形坯體強度低、 易變形的缺點。
125328dq1sbbibbllm1kp1.png (94.7 KB, 下載次數: 133)
下載附件
2017-12-13 12:13 上傳
Extrusion freeforming(EFF)工藝是美國的 Stratasys 公司對FDM和 FDC設備進行改裝后用于陶瓷零件成形的工藝,用于擠出成形的原材料是通過將聚合物、蠟、增塑劑以及陶瓷粉末混合在一起制備出來的[18]。所成形的零件具有良好的尺寸公差和顯微結構。 美國康涅狄格大學的SME工藝所嘗試的牙科陶瓷材料為(wt%): 63.40% SiO2、16.70% Al2O3、1.50% CaO、0.80% MgO、3.41% Na2O、14.19% K2O,水基漿料中的固相含量為40~45vol.%。制得具有適中粘度且呈假塑性狀態(tài)的漿料,在低壓條件下就可以將漿料擠出并成形牙齒毛坯。陶瓷牙齒經干燥后表現出較好的收縮一致性,且燒結后牙齒的顯微結構與傳統(tǒng)成形方法的顯微結構是一致的。 美國密蘇里科技大學采用水基陶瓷膏體作為FEF工藝的成形材料。該陶瓷膏體固相含量高達50~55%,有機粘結劑含量較少,擠出過程中表現出良好的擠出行為,后期干燥和燒結過程污染小,是環(huán)境友好型材料。采用FEF工藝用水基陶瓷漿料結合擠出冷凍成形成功制作了Al2O3、ZrB2、13-93生物活性玻璃等材料的陶瓷零件 。
蘭 州理工大學也對用于FEF工藝的膏體進行了研究并成功開發(fā)出水基Al2O3和ZrB2膏體,并對其擠出性能進行了研究。 陶瓷粉末在用于擠出成形時需要和其他分散劑或者粘結劑等添加劑進行混合,以漿料或者膏體的形式進行擠出堆積成形。目前陶瓷漿料或者膏體中添加劑多為有機物,還有一些增材制造工藝使用水基材料。擠出用陶瓷漿料或者膏體的配制體系為其帶來了很大的靈活性,針對不同的用途在體系中加入相應的陶瓷粉末即可,這 種材料的靈活性和多樣性為基于擠出的增材制造工藝提供了極大技術適用性,成為材料種類最多和應用范圍最廣的一類陶瓷零件增材制造工藝。目前在擠出材料研究領域一方面要繼續(xù)開發(fā)更多種類的陶瓷漿料和膏體,另一方面要深入研究漿料和膏體的擠出工藝性能,進一步優(yōu)化成形過程、制件質量和材料利用率。另外,還要提高陶瓷膏體的固相含量,以增加成形陶瓷胚體的致密度,減小燒結收縮率。
2.2 擠出方式
擠出機是基于擠出的增材制造工藝的關鍵部件。擠出機結構設計和擠出方式的選擇,直接關系到成形過程能否順利進行,以及陶瓷零件的質量。擠出機的擠出方式分為:螺桿式擠出、氣壓式擠出和柱塞式擠出。 螺桿式擠出是通過旋轉螺桿對陶瓷漿料或者膏體的剪切推力將其擠出的過程。螺桿式擠出最大的優(yōu)點是可以實現材料的連續(xù)進給,但是螺桿式擠出采用的是材料入口敞開設計,若材料粘度太低會自行流出,擠出過程精確控制困難。普通螺桿擠出成形系統(tǒng)還需要解決的一個主要問題是擠出流量的穩(wěn)定性。此外,在擠出過程結束以后,會有大量的陶瓷膏體粘著在擠出的螺桿上面,這不僅給擠出機的清理工作帶來困難,且造成材料的浪費。
125711pghtptr6hhhcclki.png (40.2 KB, 下載次數: 145)
下載附件
2017-12-13 12:13 上傳
基于螺桿式擠出方式的快速成形工藝有Robocasting工藝、PED工藝、用于制造骨組織載體框架的低溫擠出快速成形工藝等。 氣壓式擠出是以壓縮氣體產生的壓力作為驅動力的擠出方式。氣壓式擠出是一種潔凈的擠出方式,對成形物料沒有污染,適合于生物產品的制造。基于氣壓式擠出方式的快速成形工藝有SME工藝、SSE工藝等。 基于擠出技術的陶瓷零件增材制造工藝大多采用的是柱塞式擠出方式。柱塞式擠出是以柱塞的機械運動產生的壓力作為驅動力。柱塞式擠出機因柱塞正向位移產生的均勻穩(wěn)定的高壓和整個過程中很小的剪切、摩擦效應而充分發(fā)揮了它的優(yōu)點,制品的質量較好。基于柱塞擠出方式的快速成形工藝有FDC工藝、MJS工藝、FEF工藝等。
2.3 擠出過程控制
基于擠出的陶瓷零件的3D打印成形工藝要想成形復雜的精密陶瓷零件,必須對擠出過程進行合理的控制。 陶瓷零件是擠出體在平臺上沿分層數據掃描沉積并逐層堆積而成的。常用的掃描方式有往返直線掃描、分區(qū)掃描、分形掃描和環(huán)形掃描。往返直線掃描數據處理簡單可靠,容易實現,但是在掃描過程中,隨著零件復雜程度的增加,啟停次數和空行程也會增加,另外,每層掃描線的方向相同,收縮應力方向一致,零件容易變形。分區(qū)掃描的掃描頭掃描至邊界即回折反向填充同一區(qū)域,并不跨越型腔部分,只有從一個區(qū)域轉移到另外一個區(qū)域時,才會快速跨越。由于不需要頻繁跨越型腔,減少了啟停次數和空行程的長度,但對于一些薄壁零件仍存在頻繁跳躍情形,并且同一區(qū)域內掃描線方向一致,容易產生內應力。分形掃描方式對減小制件變形、殘余應力更為有利,但是掃描速度慢、精度不高且具有平行線掃描頻繁跨越型腔的缺點。
環(huán)形掃描的掃描頭啟停次數較少,空行程也是極少的,由于掃描線不斷地改變方向,使掃描線的收縮量減小,內應力方向分散,但輪廓平行路徑規(guī)劃要計算偏置曲線,且要去除偏置中產生的多余環(huán),進行大量的有效性測試,算法效率不高。 陶瓷漿料或者膏體擠出過程的主要工藝參數有擠出速度、擠出頭尺寸和擠出頭的掃描速度等,這些工藝參數對陶瓷毛坯質量的影響不是相互獨立的,而是相輔相成的,要想得到一個高質量的零件,這些工藝參數之間的配合必須合理得當。Jiwen Wang等人通過實驗得到了擠出頭的臨界高度hc與擠出頭直徑Dn、擠出速度Vd和擠出頭掃描速度vn之間的關系 要想避免過堆積和欠堆積,獲得尺寸精度高,質量好的成型制件,擠出頭高度應該等于臨界擠出頭高度。 陶瓷漿料或者膏體在擠出成形過程中,由于每個層片并非完全是一個“完整無缺”的層片,大多數的層片會出現中空或者是分離的幾個面片,這樣在擠出掃描過程中就不會是一次連續(xù)性擠出,而是“擠出-停止-擠出”的非連續(xù)過程。
在“擠出-停止”的過程中,由于前期擠壓力的作用,材料會受到一定程度的壓縮,在內部累積起一定的壓力,當外力撤去以后,在內部累積壓力的作用下,料筒內的材料仍會繼續(xù)從擠出頭流出,這就是“流涎”現象。如果在成形過程中,流涎現象不能夠得到很好的控制的話,將會出現材料的浪費,成形件精度的降低,后處理困難,嚴重時甚至出現廢品。美國密蘇里科技大學采用“擠出桿回抽”的方式來使擠出裝置能夠按要求及時停止擠出,控制膏體的流涎 。蘭州理工大學在進 行膏體擠出時,也采用了擠出桿回抽的方式實現陶瓷漿 料或者膏體擠出的及時停止 。清華大學在用于骨組織 工程材料低溫噴射成形設備中,直接通過控制軟件實現起停補償功能、通過螺桿的正反轉實現材料噴出的開關控制和起停補償。擠出過程能夠按要求及時的啟動和停止,對于成形復雜結構和帶有尖角特征的陶瓷零件是有利的。
3 結語
增材制造技術非常適合于結構復雜和難加工陶瓷零件的制造,其制造周期短、材料利用率高,應用前景廣闊,成為制造業(yè)的研究和應用熱點。擠出工藝具有靈活方便的特點,是陶瓷零件加工的主要方法之一。基于擠出工藝的陶瓷零件增材制造技術以較低的成本、可適用材料廣泛、工藝容易控制等特點,為多種陶瓷零件的制造提供了有效的方法,尤其適合于形狀復雜的零件,發(fā)展前 景廣闊。今后應在新工藝開發(fā)、材料應用、設備和軟件開發(fā)、工藝精確控制、使用范圍等方面進一步深入研究。
編輯:南極熊
作者:翟亞楠,劉洪軍,秦寶宏,李 燁 (蘭州理工大學 省部共建有色金屬先進加工與再利用國家重點實驗室)
延伸閱讀:
【解析】3D打印技術在傳統(tǒng)陶瓷領域的應用進展
|
|
 收藏
收藏 轉播
轉播 支持
支持 反對
反對








 京公網安備11010802043351
京公網安備11010802043351