��(j��)�ϘO���˽⣬����ǰ������(n��i)������I(y��)(li��n)�ϰl(f��)���ˡ�3D��ӡ+�����T�족����(y��ng)�ã���ȫ����(n��i)��͑��ṩС��������(f��)�s�Y(ji��)��(g��u)�Ľ����㲿���������(w��)���@��һ���Ƀ�λ3D��ӡ���ИI(y��)��ҹ������(d��o)�ĸ������D(zhu��n)�ͣ��A(y��)ʾ��һ����3D��ӡ���g(sh��)�������µ��w�S���������Ӽ���������K�㲿�����Ć�һ�Ӽ�������СҎ(gu��)ģ���������a(ch��n)���������������a(ch��n)�M(j��n)܊��
������һ���dz�ȼ��ҕ�l
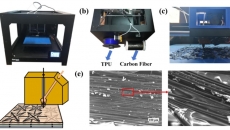
��ҕ�l��FDM 3D��ӡ+�����T�죨��ҕ�lչʾ�Ĺ�ˇ�����ѽ�(j��ng)��Ոȫ��?q��)�����Ո���֙?qu��n)��
��Ҫ��ˇ������
��(sh��)��(j��)���Ͼ�Ҽǧ��Ҽ̖�ľC��������ƽ�_�ς����l(f��)�͵�1001̖���Ĺ��S�еĹ��I(y��)��FDM��FFF���������a(ch��n)�����\(y��n)��PolyMaker�������Ƶ�PolyCast���Ϻ�PolySmooth���g(sh��)����ӡ�����I(y��)�D����Ȼ��������������Ԅӻ������T�����a(ch��n)������K�õ���ȫ���Ϲ��I(y��)��(bi��o)��(zh��n)�Ľ����㲿����
�ڲ��h(yu��n)�Č�����������I(y��)��(li��n)���Ƴ�����(n��i)�����M(j��n)�ğo�m�����T��܇�g�����¼��g(sh��)�͂��y(t��ng)��ˇ�o�ܵؽY(ji��)�ϣ���3D��ӡ���g(sh��)����һƬ�µġ��{(l��n)������
��һ��.3D��ӡ
����FDM3D��ӡ�C(j��)��ʹ��PolyCast���ϴ�ӡ�Ӽ���PolyCast��һ�����͵Č��T�����T�칤ˇ��3D��ӡ���ϣ��������O�䃞(y��u)����3D��ӡ���ܣ���ʹ������ӡ�C(j��)�ĵװ��M(j��n)�мӟᣬ�@�����Ҳ�������F(xi��n)�N߅�ĬF(xi��n)�Ӽ��ĵװ��֧�ζ����Ժ����ر����x�����Ҍ�PolyCast���ϵČ��g�������M(j��n)���˃�(y��u)��̎�����@�ӾͿ��Ժ��Ρ���Ч�ز��֧�κ͵װ壬���ӿ������a(ch��n)���^��

QQ�؈D20170531171523.png (583.86 KB, ���d�Δ�(sh��): 69)
���d����
2017-5-31 17:22 �ς�
�ڶ���.���撁��
���ϴ�ӡ��ɺ�����Ԍ��Ӽ��M(j��n)�В���̎�����@����õ��ǺͲ������Ē����O(sh��)��PolySher��PolyCast��PolyMaker�����Vϵ�еĵڶ�������M(j��n)�В���ľ��ġ��@�Nͨ�^�F���������ĥ����Ӽy�ķ������O��غ����˺�̎���^�̣�Ҳ�����Ҫ�M(j��n)�еľ����T�칤���ṩ���б��ϵ���������|(zh��)����
QQ�؈D20170531171546.png (774.85 KB, ���d�Δ�(sh��): 83)
���d����
2017-5-31 17:22 �ς�
������.�ƚ�
��(d��ng)�Ӽ��Ĵ�ӡ�͒��������Ժ��Ʋ��������T�����a(ch��n)܇�g���_ʼϞ�������������һ�����������ƚ�����(zh��n)�䣬�F(xi��n)��������ģ�T��Ě��wģ�ߣ��Ϳ����_ʼ�����ˡ�
QQ�؈D20170531171629.png (724.05 KB, ���d�Δ�(sh��): 82)
���d����
2017-5-31 17:22 �ς�
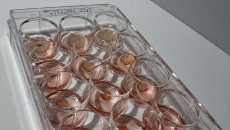
���ȣ���Ҫ�јӼ����]���{���Һ�w�У��T��܇�g���õ���һ����ȫ�Ԅӵ��ƚ��b��ϵ�y(t��ng)�����ܴ_���Ӽ��ڄ����D(zhu��n)�ӵ��^���У��@�þ���ֲ��ı���Ϳ�ӣ��ڌ��@���������һϵ�в�ͬճ���̶ȵĝ{Һ����֮�������挢���γɵ�һ�Ӛ��w����һ�Ӛ��w�����P(gu��n)��Ҫ�ģ��ڝ��T�^�������Ǹߜؽ�����Һ�Ľ��|�档
QQ�؈D20170531171648.png (405.4 KB, ���d�Δ�(sh��): 61)
���d����
2017-5-31 17:22 �ς�
��һ���Ӽ�����(j��ng)�^մɰ�Ĺ����@��һ�N�Լ�(x��)��ɰ�����Ļ���մɰ���ԏ�(qi��ng)��ģ�ߵĈ�(ji��n)�̶̳ȣ�ͬ�r�s���T��ĸ���r�g���Ӽ���ȫ�����Ժ��S�����a(ch��n)������(f��)ѭ�h(hu��n)���M(j��n)����һ�����͎���������һ���M(j��n)�В�{��մɰ�Ĺ���
QQ�؈D20170531171701.png (512.41 KB, ���d�Δ�(sh��): 77)
���d����
2017-5-31 17:22 �ς�
�����@���^�̕����m(x��)�؏�(f��)��ֱ�����w�ıں��_(d��)���҂��A(y��)�ڵ�Ч�����ȷ��f���M(j��n)�в��P��T��Ě��w�����Ҫ�_(d��)��30mm�������ƚ����^�̌������m(x��)2��r�g���Ӽ�Ҳ��������܇�g�Ă��;���У��ȴ�����֮���ٴ��؏�(f��)��
QQ�؈D20170531171819.png (668.61 KB, ���d�Δ�(sh��): 81)
���d����
2017-5-31 17:22 �ς�
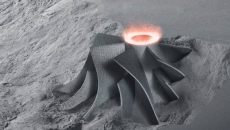
�F(xi��n)��ģ��Ҫ�_ʼ�ӟ���^���ˣ���(d��ng)�G�t��(n��i)�_(d��)��900�z�϶ȕr���Ϳ���ʹ�Ӽ���ģ�N�õ���ȫ�����������������Ě��w�������Á흲�T���ٵ�ģ�ߣ��@Ҳ����ζ������ǰ����3D��ӡ�����ĘӼ��������@���^���зٟ����M���@��PolyCast���ϵ�һ�����c(di��n)�����ڸߜحh(hu��n)���µ������̶ȿ�����ȫ�������y(t��ng)��ʧϞ�T�죬PolyCast�г��������٣��������F(xi��n)���w��(n��i)�IJ��Ϛ����F(xi��n)��ģ�ߚ��w�ă�(n��i)���õ���ȫ�����Ժ����Ϳ��ԏĸG�t�����ߣ����M(j��n)����Ȼ��s���^�̣�ģ�ߕ��M(j��n)�Л_ϴ���Ը��������s�|(zh��)�Ŀ����ԣ���K���҂��õ���һ�����|����⻬��ģ�ߚ��w��
���IJ�.�T��
Ȼ���@�����w���ٴα��ӟᣬ���T�Ľ����Dz��P䓡�����늴ŸБ�(y��ng)�ӟ��O(sh��)�䣬�B�m(x��)��׃�ň��T�l(f��)�u����������P����۳ɞ�Һ�w�u���a(ch��n)���ğ�Ч��(y��ng)�����Ľ��ك�(n��i)���l(f��)�����۵��^�̣��@�N��ʽ?j��ng)]��ʹ��ֱ�ӵļӟ�Դ����������˻����s�|(zh��)�Ŀ����ԣ��κα���ĸ������s�|(zh��)������ȥ��ٱM��
QQ�؈D20170531171830.png (746.42 KB, ���d�Δ�(sh��): 79)
���d����
2017-5-31 17:22 �ς�
��(d��ng)���P䓌����ӟᵽ1612�z�϶ȶ�ģ�߄t�ӟᵽ1300�z�϶ȵĕr���T�^�̾Ϳ����_ʼ�ˣ���ģ�ߏĸG�t�����ߣ�̧�쵽�۠t�����棬�@�r�������ˆT�����۵IJ��P���Һ�����뚤�wģ���Н���Y(ji��)�����@�������������ڂ��͙C(j��)�ϣ��M(j��n)����Ȼ��s���^�̡�
QQ�؈D20170531171857.png (231.58 KB, ���d�Δ�(sh��): 71)
���d����
2017-5-31 17:22 �ς�
��s���P��T���Ϳ��ԏ�ģ���Є��x�ˣ��@�����x���^�̌��õ����ǧ��픣���ǧ��������ⲿ�Ě��w��ʹ�T����ģ�߷��x������P��T���ĝ��T�ں�ð��Ҳ�����г����γ���K���T���a(ch��n)Ʒ���Ͼ�1001���S����Ŀǰ����(n��i)Ҏ(gu��)ģ�������ܻ����I(y��)��FFF 3D��ӡ��Ⱥ������ͬ�r3D��ӡ�ϰق�PolyCast����ģ�N��
QQ�؈D20170531171922.png (655.44 KB, ���d�Δ�(sh��): 72)
���d����
2017-5-31 17:22 �ς�
��3D��ӡ�͒��ˇ�Y(ji��)���Ժ��@Щģ�N�Ӽ�����ֱ�����������T��܇�g�c�����T�쌍(sh��)�F(xi��n)�o�p���ӣ��@��ζ�����҂��ѽ�(j��ng)��(sh��)�F(xi��n)��3D��ӡ�������T�칤ˇ��Ҏ(gu��)ģ�����a(ch��n)���@�N��ˇ���������ߴ��450x450x450mm���Ͼ�1001���SĿǰ�����аl(f��)�����͵�3D��ӡ�O(sh��)�䣬��Ϟ?z��i)�����ijߴ�U(ku��)չ��1�����ϡ�
QQ�؈D20170531171940.png (664.48 KB, ���d�Δ�(sh��): 75)
���d����
2017-5-31 17:22 �ς�
�҂�������һЩ�T��đ�(y��ng)�ð������ȷ��f���҂�����3D��ӡ�����˜u���L(f��ng)�ȵ�ģ�N�����^�ڂ��y(t��ng)��ʧϞ���T�죬���s���˽�؛���ڣ�����3D��ӡ�������T�죬���ѽ�(j��ng)�����˂��y(t��ng)�T�칤ˇ?y��n)�Ϟ�(z��i)��A�α���̭�Ŀ����ԣ����ڌ���(f��)�s�Ď��w������Լ����Ի����죬�҂������췽ʽ���и����h(yu��n)�����x���O(sh��)Ӌ(j��)�����̎����܉�{���@�(xi��ng)���g(sh��)��ȥ̽�����Ƅ������T���ΑB(t��i)��߅�硣
QQ�؈D20170531172020.png (580.27 KB, ���d�Δ�(sh��): 74)
���d����
2017-5-31 17:22 �ς�
|
|



 �ղ�
�ղ� �D(zhu��n)��
�D(zhu��n)�� ֧��
֧�� ����
����
 �����W(w��ng)����11010802043351
�����W(w��ng)����11010802043351