通過增材制造(AM)生產功能零件可以幫我們設計和制造采用任何其它方法都無法制造的產品。利用3D打印的靈活性,我們可以讓零件具備一些性能優(yōu)勢,如質量輕、熱效率高。我們可以將獨立的部件集成到形狀復雜的整體設計中,并且這一切都可以在一個構建過程中完成,而構建過程通常是高度自動化的,材料利用效率高、生產廢料少。

timg.jpg (12.71 KB, 下載次數: 117)
下載附件
2018-6-20 14:25 上傳
然而,增材制造也有缺陷。存在以上優(yōu)點的同時,增材制造在后加工方面確實也面臨著一些令人頭疼的問題。增材制造零件的精加工難度很大,因為它們重量輕、形狀復雜。兩種特點都會產生工件夾緊和振動的問題,導致工藝產量過低。另外,如果復雜部件缺少精確的完工后校正數據,那么部件的對齊也存在問題。
本文要解決的問題是,讓輕質零件具備足夠的剛度,以便進行有效的精加工。我們會探索如何采用有效的工件夾緊方案制造可切削的非剛性增材零件。我們還會介紹如何使用機床探測裝置進行復雜的增材制造零件對齊,幫助我們在已經確定的形狀內“找到合適的零件”,并正確加工關鍵基準面。
微信截圖_20180620105131.png (160.46 KB, 下載次數: 111)
下載附件
2018-6-20 10:51 上傳
圖1 如果一個3D打印零件幾何形狀很復雜,則加工時必須采用特殊的工件夾緊裝置,或許采用3D打印工件夾緊裝置
加工需求
加工需求多種多樣,所以增材或3D打印工藝無法加工符合精準公差的形狀,尤其是金屬材料。通常需要進行后加工,得到精確的圓孔和光滑平整的表面,與其它零件進行連接。然而,重量太輕常會降低增材制造零件剛度,這意味著它們無法很好地完成加工工藝。增材制造零件形狀復雜,如何實現穩(wěn)固夾持而不造成損壞是一個難題。最后,在增材零件成形后通常需要加工成基準圖形,如何安裝部件進行精加工成為一個難題。
這些問題與復合材料和超塑性成形零件制造商面臨的挑戰(zhàn)有很多相似性——即復雜形狀可能發(fā)生變形,必須在變形的位置加工出精確形狀。增材制造用戶可以學習其他行業(yè)解決增材制造問題的最佳方法。南極熊認為本文實在是一篇非常干貨的技術文章。
案例研究:微波導管
在增材制造加工問題當中,首先要考慮到的是零件剛度是否足夠承受加工期間必須承受的載荷,由此產生了很多問題。假設我們現在有一個零件,可以通過設計或支持提供足夠的剛度,那么另一個重要問題就是如何獲取數據和在我們的機床上進行校準。對于形狀復雜的增材制造零件,其構造過程中可能存在一些變形,而且缺少精確的數據,這意味著我們必須在已經加工出的形狀之內“找到合適的零件”。我們的增材制造零件能否實現最佳的五軸校準至關重要。
微信截圖_20180620105138.png (182.78 KB, 下載次數: 84)
下載附件
2018-6-20 10:51 上傳
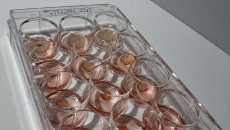
圖2 用于加工零件形狀的3D打印夾鉗可以將零件密封在工件夾緊裝置內
我們關注的案例研究零件是一個針對電信衛(wèi)星設計的微波導軌。零件的關鍵性能要素包括重量、微波通過其傳輸的效率和它對衛(wèi)星有效載荷的空間要求。
第1步:切削力的效果
首先,我們需要知道零件是否具備足夠的剛度可以應對我們將施加的切削力。這一點可以通過實驗確定,實驗方法是使用恰當材料的廢棄板材連接在測力計上,對切削力進行估算。之后,采用有限元分析(FEA)將按照上述方法確定的最大和典型切削力施加到我們的零件上。通過真實零件上的試切口可以觀察切削力產生的效果。
我們加工微波導管時遇到了問題。零件進行切削時偏離刀具并彈回,引發(fā)了共振和刀具顫動,導致部件表面粗糙。結果是法蘭周邊尺寸太小,表面平整度較差。
我們在切削過程中需要提高零件剛度。有兩種方法可選:改變零件設計或改變加工過程中的支持方法。
第2步:通過設計進行改進?
一種方法是考慮我們能否在增材制造零件的設計方面做出一些改變,提高零件剛度。在FEA示意圖中,我們已經增加了一些支撐物用于連接部件兩端和減小我們在切削過程中發(fā)現的偏轉。
這種方法存在的問題是,我們已經增加了零件的封裝,影響了其它部件所占據的空間,降低了總體的設計效率。另外,我們增加的剛度可能仍然無法滿足使用基本工件夾緊方法進行零件加工的要求。
第3步:重新考慮工件夾緊
如果我們在不喪失增材制造所提供優(yōu)勢的情況下,很難改變零件設計,那么我們應該考慮在進行金屬加工時采用其它方法固定部件。我們需要找到一種方法將部件的支持分散開,減小偏轉和振動,以防使用硬固定裝置夾持零件時將其損壞。方法有很多,包括采用粘合劑進行工件夾緊和使用一組移動銷釘,按照復雜形狀進行工件夾緊。
然而,我們還可以考慮采用增材制造的方法,即制造一些封裝好的3D打印夾鉗。這些方法都可以將夾持力分散到整個金屬零件,降低發(fā)生變形或表面發(fā)生損壞的風險。它們還能確保金屬零件與目標加工形狀更接近,減少偏轉和振動。
第4步:做好加工準備
產生加工廢料的主要原因之一是機床幾何性能差,體現在絕對性能和隨時間的相對漂移。機床軸的線性和旋轉運動范圍超過準確制造零件所需的公差時,會產生誤差。因此,我們必須控制不同方向上的加工基準圖形之間的幾何公差,這與加工微波導管是一樣的。
我們可以使用機床上的計量工具判斷零件的幾何精度,利用接觸式測頭檢查線性和旋轉運動情況。Metrology Software Products公司生產的NC-Checker是一款用于分析這些檢查結果的軟件工具。它將探測結果整合到一份報告中,幫助我們確認五軸機床的實際準確度。開始加工之前,我們的機床自帶的標準程序為我們提供了一個參考點,幫助我們發(fā)現可能影響性能的問題。隨著時間的推移,這份報告還可以提供機床的漂移數據,并在機床達到臨界點發(fā)出警告,告訴我們機床可能需要維護。
之后,如果機床一切正常,我們就可以開始切削工件了,是嗎?不一定。
增材制造會從很多方面改變工件制造過程,其中一個實例就是數據生成方式。在傳統(tǒng)的加工過程中,我們通常是先加工出基準形狀,然后使用這些基準形狀對零件進行校準和定位,為后續(xù)的加工做好準備。然而,對于增材制造我們不能這樣做,因為精確數據要在生成所有其它表面后,進行最后一步加工操作時添加。
因此,設置增材制造零件的困難在于需要考慮已經形成的實際形狀,這樣我們才能順利完成零件的精加工。實質上,我們要做的是理解我們打算切削精確圖形的所有區(qū)域的零件形狀,并考慮計劃機加工余量和計劃外的零件變形。我們需要對零件進行對齊,在所有這些位置留出足夠的材料,以確保切削統(tǒng)一、有效。
這次我們又要用到探測裝置。可以使用NC-PerfectPart提供各種多點對齊選項,充分考慮材料的實際情況,找到與精加工“最匹配”的設置。對于微波導管,要使用所有測量點處的材料狀態(tài)重復初步對齊過程,確定實現最佳統(tǒng)一切削條件所需的多軸對齊和位置偏移量。設置過程第二階段是探測端部法蘭的六個孔,找到最佳位置偏移量,確保為孔型切削提供最佳統(tǒng)一切削條件。
第5步:加工
在五軸加工中心完成零件的完美固定和對齊之后,我們準備開始切削基準圖形。最終部件的關鍵尺寸在公差范圍內,并且表面平整度良好。與我們之前進行的試加工相比,刀具顫動和磨損顯著降低。
總結
精密加工通常是增材制造工藝鏈的“最后一環(huán)”。它是個高風險環(huán)節(jié)——我們一旦出錯,昂貴的部件可能就會報廢。精密加工很有挑戰(zhàn)性,因為經過功能優(yōu)化的輕質增材制造零件不可能具有很大的剛度,進行精加工時通常需要支持性工件夾緊。它們形狀復雜,需要同樣復雜的固定裝置,而3D打印封裝夾鉗提供了一個理想的解決方案。
按照嚴格公差進行加工,尤其是零件可能發(fā)生變形和必須滿足幾何公差時,計量工作非常關鍵。使用探測裝置可以完成復雜的對齊,在材料內部“找到合適的零件輪廓”,確保可以容納零件變形和采用更統(tǒng)一的精加工切削條件。
來源MM《現代制造》
|  收藏
收藏 轉播
轉播 支持
支持 反對
反對



 京公網安備11010802043351
京公網安備11010802043351