��Դ������֮��
����������W(xu��)�����읓����������һ��(g��)�µ�ˮƽ���ڡ����ڔD�����Π�ӛ���ۺ�����������ęC(j��)е���ܡ���̽����4D�����硣�����о��˻��ڔD�����������죨EBAM����Ч�����Π�ӛ���ۺ��SMP���ϵ�FDM 3D��ӡ����Ҫ�c��C(j��)е�������P(gu��n)���@�Ǯ�(d��ng)�����M(j��n)���켼�g(sh��)����Ҫ�P(gu��n)ע�c(di��n)��
SMP���^ȥ�����еõ����J(r��n)�ɣ���?y��n)���Ў���������ԣ��܉�(q��)��h(hu��n)����������(y��ng)��׃�Σ��@ͨ����ζ���ضȻ��ȡ�������֪����푑�(y��ng)��SMP����(du��)�ᷴ��(y��ng)���������������ϵĿɳ����ԣ��p�|(zh��)���Ժ������ڿƌW(xu��)�Ҍ�(sh��)�(y��n)��׃�����Զ��ṩ�S�ͬ����̎���e���������ھ����@�ӵ���ʽ��
Ȼ�����ڿƌW(xu��)�҂������о�SMP֮ǰ����������˽�SMP�ęC(j��)е���Ժ��О飬���˽�����ӛ���Π���������ں��պ�����t(y��)ˎ��һϵ�Б�(y��ng)���I(l��ng)���ѽ�(j��ng)��SMP���T�_�l(f��)���S���²��ϡ����@�(xi��ng)�о��У��о��ˆTʹ����һ�N��Y(ji��)�������Ծ۰����Π�ӛ���ۺ��MM4520�������˱�����3D��ӡ�^����ð�ݣ��о��ˆT���۰����w������պ����и��Ȼ���_ʼ�D���^�̣�
Ͷι
�ۻ�
����
��s
����

640.png (45.26 KB, ���d��(sh��): 92)
���d����
2019-8-16 08:55 �ς�
��Ƭ�^�̌���(du��)���ң��D(zhu��n)�Q��һϵ�б��ӣ���
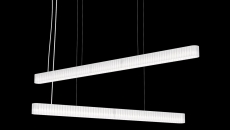
����Ultimaker 3�M(j��n)�И�Ʒ������Ȼ��ͨ�^��(sh��)�ؼӹ������μ��Ƴɹ��ǘ�Ʒ��
ʹ�ÙC(j��)е�ӹ�������ֱ�Ӵ�ӡ�����^����Ҫ��(y��u)�c(di��n)�������ԏĘ�Ʒ߅��ȥ�����ӣ����¶�����b�侀��
640.jpeg (36.62 KB, ���d��(sh��): 85)
���d����
2019-8-16 08:55 �ς�
��(sh��)�(y��n)����SMP�L(zh��ng)�z�D���b��
640-1.jpeg (32.24 KB, ���d��(sh��): 93)
���d����
2019-8-16 08:55 �ς�
Brabender Inc.�(q��)��(d��ng)ϵ�y(t��ng)�B�ӵ��D���C(j��)��픲����IJ�D���D���C(j��)�ۻ�Ͱ�Ă�(c��)ҕ�D�������Ă�(g��)�ӟ�^(q��)���ײ���
���w���ԣ��о��F(tu��n)�(du��)��(chu��ng)����120��(g��)�ӱ��������ķN��ͬ�Ĺ�ŽǶȣ�0�㣬30�㣬60���90�㣩�����N��ͬ�����ٷֱ�ˮƽ��85����100����115����������ԇ�(y��n)�u(p��ng)�����£�
�y(c��)��
����ģ��
������(qi��ng)��
���������
����ģ��
�����g��
����(j��)����ԇ�(y��n)�Y(ji��)��������85%����90���Žǵ�����Ʒ�⣬�]���^�쵽��ͬ��Žǵď���ģ����e�����@��׃�����cͬһ������������Ž���ȣ�ԓ����Ʒ�ď���ģ�������˼s35%�����⣬���ٷֱȏ�85%���ӵ�100%��(hu��)��(d��o)����ģ���@�����ӡ�
�c����ģ����������(qi��ng)�Ⱥ͏��ԣ�E����y��Ur����ͬ�����κ����ٷֱ�ˮƽ�£���ŽǕ�(hu��)����������L(zh��ng)�ʣ�EL�����������g�ԣ�UT�����@��׃����Ȼ������ŽǶȵ�Ӱ��S�����ٷֱȵĜpС���Ŵ��⣬100������Ʒ��(y��u)��85����115������Ʒ���ڿ�׃���Ժ������g�Է��棬����90���ŽǶ��⡣
640-2.jpeg (21.43 KB, ���d��(sh��): 91)
���d����
2019-8-16 08:55 �ς�
һ��12��(g��)��ӡ��Ʒ��115���ă�(n��i)�r��45��Ĺ�Žǣ� �S����(sh��)�(y��n)�İl(f��)�F(xi��n)����(chu��ng)�����P(gu��n)��EBAM��Ʒ�ď���ģ����ͨ���㷨����Ҫ����0���90���ŽǵĘ�Ʒ����ݔ�롣�M��100��������Ʒֻ�к�С�IJ��������ָ���@Щֵ�c��(sh��)�(y��n)�Y(ji��)��������
��ˣ�����(j��)EBAM����ԭ���������˃ɂ�(g��)��ͬ���a(b��)���l�����CLPTģ�͡�ͨ�^�@Щ�ģ���(sh��)�(y��n)ֵ���A(y��)�y(c��)ֵ֮�g�IJ�@��������0.25����4.47������С��������Ҫ�M(j��n)���~����о������(y��n)�C������ʹ�õ�ģ�ͺ��ģ����(y��n)�Cģ���ڲ�ͬ�l���µĿ����ԡ�
SMP�Ǯ�(d��ng)���S���Ñ����������ڣ�4Dʹ�ô���īˮ�ڹ�ͪ�д�ӡ����ʹ�����������ܛ�(q��)��(d��ng)�������ܡ�
| 









 �ղ�
�ղ� �D(zhu��n)��
�D(zhu��n)�� ֧��
֧�� ����(du��)
����(du��)
 �����W(w��ng)����11010802043351
�����W(w��ng)����11010802043351