來源:中國兵器工業(yè)集團
新一代戰(zhàn)機、無人作戰(zhàn)平臺及航天防務(wù)產(chǎn)品服役條件日益苛刻,,武器飛行速度逐漸增加,飛行過程中經(jīng)歷嚴(yán)酷的力熱環(huán)境,,使其對產(chǎn)品結(jié)構(gòu)設(shè)計與制造提出了迫切的輕量化,、結(jié)構(gòu)功能化、快速響應(yīng),、低成本的制造要求,。

640.jpeg (51.58 KB, 下載次數(shù): 33)
下載附件
2019-10-8 09:19 上傳
舵軸產(chǎn)品實物
飛行器高溫合金舵軸整體外形為“L”型轉(zhuǎn)彎異形結(jié)構(gòu),由兩段折線型變截面中空結(jié)構(gòu)及中間連接結(jié)構(gòu)三部分組成,,零件最大方向尺寸460mm,,最大外徑為69mm。傳統(tǒng)工藝將整體舵軸拆分為三段,,分別進行機加,、焊接、再機加等工序。工序繁瑣,、材料利用率低,,產(chǎn)品一次合格率低,制造成本居高不下,。隨著新一代武器裝備系統(tǒng)的研制,,苛刻的服役條件對飛行器結(jié)構(gòu)及性能提出了更高的要求。不僅需要對傳統(tǒng)結(jié)構(gòu)形式,、材料選擇與成形工藝總結(jié)分析的基礎(chǔ)上進行創(chuàng)新,,更需要將材料、結(jié)構(gòu)設(shè)計,、制造工藝進行高度一體化融合,。
增材制造技術(shù)是基于離散-堆積原理,綜合計算機圖形處理,、數(shù)字化信息和控制,、機電控制和材料技術(shù),采用材料逐層累加的方法實現(xiàn)零件快速自由成形制造的技術(shù),。該技術(shù)既可用于產(chǎn)品原型的快速開發(fā)制造,,也可直接用于結(jié)構(gòu)復(fù)雜、可靠性高的金屬零件的直接制造,。激光選區(qū)熔化成形技術(shù)是金屬材料增材制造技術(shù)的典型代表性技術(shù),,近年來,該技術(shù)不斷取得突破,,發(fā)展尤其迅速,,主要用于高溫合金、鈦合金,、鋁合金等結(jié)構(gòu)復(fù)雜產(chǎn)品生產(chǎn)以及小批量定制生產(chǎn)方面,成本,、效率和質(zhì)量優(yōu)勢突出,。高性能金屬結(jié)構(gòu)件激光選區(qū)熔化技術(shù)應(yīng)用已較為成熟,它實現(xiàn)了材料加工領(lǐng)域由“減法”到“加法”的革命性轉(zhuǎn)變,,與傳統(tǒng)的加工制造方法相比具有明顯優(yōu)勢,,是極具發(fā)展前景的快速成形技術(shù)。
采用激光選區(qū)熔化成形技術(shù)替代傳統(tǒng)機加,、焊接制造工藝,,實現(xiàn)異形舵軸整體結(jié)構(gòu)一體化成形,一方面,,激光選區(qū)熔化成形過程屬于快速凝固,,合金組織晶粒細(xì)化,零件強度和塑性遠(yuǎn)遠(yuǎn)超過傳統(tǒng)制造工藝。另一方面,,快速成形可有效簡化生產(chǎn)工藝,,縮短產(chǎn)品生產(chǎn)周期,提高材料利用率,,提高生產(chǎn)效率,,降低生產(chǎn)成本。
因此,,開展異形舵軸整體結(jié)構(gòu)激光選區(qū)熔化成形技術(shù)工藝研究,,完成異形結(jié)構(gòu)快速成形,對新型號的研制和增材制造技術(shù)工程化應(yīng)用具有重要意義,。
技術(shù)方案
本方案的目的是提供一種針對飛行器異形舵軸整體快速成形的工藝方法,,通過合理工藝支撐結(jié)構(gòu),實現(xiàn)異形舵軸整體結(jié)構(gòu)的快速成形,,解決舵軸分段制造工序復(fù)雜,、成形困難、合格率低等問題,。
實施步驟
640.png (19.66 KB, 下載次數(shù): 35)
下載附件
2019-10-8 09:19 上傳
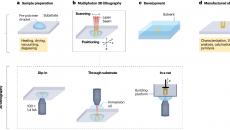
制作流程圖 第一步,,模型準(zhǔn)備
對舵軸三維模型進行處理,三段整體求和,,在舵軸長端和短端外型面添加2mm余量,,所有內(nèi)型面添加0 .5mm余量。在舵軸表面四周添加0 .1mm深“U”型基準(zhǔn)線,,作為精加工畫線基準(zhǔn),。根據(jù)舵軸結(jié)構(gòu)特點和成形方向,在舵軸長端底部添加實體工藝支撐,,實體厚度20mm,,在實體中添加多個菱形鏤空支撐,提高成形效率和粉末利用率,。
640-1.png (11.52 KB, 下載次數(shù): 42)
下載附件
2019-10-8 09:19 上傳
舵軸分段結(jié)構(gòu)圖
第二步,,切片文件準(zhǔn)備
將處理后的零件模型導(dǎo)入Magics切片軟件,成形平臺選擇EOS M290,,將零件擺放于平臺對角線位置,,修復(fù)模型錯誤,在懸空部位添加塊狀,、肋狀,、圓柱支撐結(jié)構(gòu),塊狀支撐分塊大小為6mm×6mm,,間距0 .6mm,,肋狀支撐厚度0 .3mm ,間隔0 .5mm,,圓柱支撐直徑2mm。對零件及支撐進行切片,,選擇GH4169成形參數(shù),,激光功率為300W,掃描速度為950mm/s,,掃描間距為0 .11mm,,保存切片文件。
640-2.png (41.08 KB, 下載次數(shù): 32)
下載附件
2019-10-8 09:19 上傳
支撐結(jié)構(gòu)圖
第三步,,原材料準(zhǔn)備
根據(jù)成形零件高度準(zhǔn)備100公斤GH4169合金粉末 ,對粉末進行進行120℃,,2-4小時真空烘干,粉末烘干后使用200目篩網(wǎng)進行粉末篩分,。
第四步,,基板準(zhǔn)備
基板表面進行機械加工,機加后對基板進行吹砂處理,,要求基板表面粗糙度和平整度符合使用要求,。
第五步,打印設(shè)備準(zhǔn)備
將切片文件導(dǎo)入EOS M290設(shè)備,。清理成形平臺,、供粉系統(tǒng)及收粉系統(tǒng)。將經(jīng)過處理的GH4169高溫合金粉末加入供粉系統(tǒng),,用酒精將基板擦拭干凈,,安裝基板,將基板四周螺絲擰緊,,按照操作規(guī)程調(diào)平基板并進行鋪粉測試,,打開壓縮空氣和液氬清洗成形腔,至成形腔內(nèi)氧含量降至0 .1%以下,。
第六步,,快速成形
準(zhǔn)備工作完成后,打開設(shè)備成形艙清洗,,待成形腔內(nèi)氧含量降至0 .1%以下,,打開循環(huán)風(fēng)機,風(fēng)速調(diào)節(jié)為4 .8,,達到要求后,點擊開始按鈕進行打印,。成形過程中每隔60min記錄零件成形高度和零件狀態(tài)等過程參數(shù),。
第七步,后處理
打印完成后取出產(chǎn)品,,清理零件表面以及支撐內(nèi)部殘留粉末,。
第八步,,熱處理
零件取出后,進行固溶+時效熱處理,。固溶制度960℃±10℃,,保溫2小時,空冷或快冷,;時效制度720℃±10℃,,保溫8小時,爐冷至620℃,,然后620℃±10℃,,保溫8小時,空冷,。
640-1.jpeg (24.36 KB, 下載次數(shù): 37)
下載附件
2019-10-8 09:19 上傳
完成毛坯
第九步,,線切割
沿成形基板表面進行線切割,將零件與基板分離,,取下零件,。
第十步,水切割
利用水切割方法去除零件底部帶有菱形鏤空實體支撐結(jié)構(gòu),。
第十一步,,二次后處理
去除零件多余網(wǎng)格和肋狀支撐,打磨零件表面毛刺和缺陷,,對零件進行吹砂,,清理表面浮塵,去除層間紋路,。
第十二步,,特檢
對零件進行X光和熒光檢測,確保零件表面及內(nèi)部無裂紋,、空洞及未熔合缺陷,。
第十三步,精加工
根據(jù)零件設(shè)計圖,,以舵軸表面四周基準(zhǔn)線為基準(zhǔn),,對舵軸進行精加工,得到最終產(chǎn)品實物,。
金屬3D打印制作異形舵軸整體結(jié)構(gòu)加工方案,,充分利用增材制造技術(shù)高柔性、快速響應(yīng)的特點,,通過合理工藝支撐結(jié)構(gòu)和擺放位置,,實現(xiàn)異形舵軸的一體化成形,零件強度和塑性遠(yuǎn)遠(yuǎn)超過傳統(tǒng)制造工藝,,簡化生產(chǎn)工序,,提高生產(chǎn)效率,。與傳統(tǒng)制造工藝相比,快速成形單件舵軸產(chǎn)品生產(chǎn)周期縮短50%,,材料利用率提高30%,,加工成本降低30%,有效保證了某型號飛行器自主研制需求,。
|


 收藏
收藏 轉(zhuǎn)播
轉(zhuǎn)播 支持
支持 反對
反對








 京公網(wǎng)安備11010802043351
京公網(wǎng)安備11010802043351