|
�ϘO�܌�(d��o)�x���u����Ͻ��������c���,��Ӳ�ȘO�ѵ�һ�N����,�����Ŀ���ԭ������һֱ���ژO������(zh��n)�ԵĹ���,������,���L���ԁ��u�a(ch��n)Ʒ�ӹ������u�ИI(y��)��(n��i)���ˁ��f�����y�}���ӹ���ˇҲ�H�����ڂ��y(t��ng)�ķ�ĩұ��ʽ,������Մ3D��ӡ�����@�N���dδ�õ�ģʽ,����ˣ���Ό��F(xi��n)�u��3D��ӡ�ڇ���,��܊���Լ��t(y��)�����I(l��ng)������ʮ����Ҫ�����x,�����^Ԓ�f�����¹�2D,��3D,��ֻҪ�������|(zh��)��Ч�ļ��g(sh��)����ֵ�Á�һ̽����,��

640.webp.jpg (187.48 KB, ���d��(sh��): 99)
���d����
2021-5-6 09:09 �ς�
�u���ٵ�����֮̎�����������c�ɸ��_(d��)3410��20��,���@���u������Ʒ�܉V����(y��ng)�õ���Ҫ��(y��u)��֮һ�����^��3D��ӡ�I(l��ng)��(d��ng)��,��Ҳ�ɞ�����Ҫ���˵�һ���g(sh��)�y�c,��������Ԓ�f�ĺ�,�����������һ�������������}���ҽ�Q���}���^�̣������k��߀���Ȇ��}��,��һ���܉��u���y�ӹ���ʹ�c,��3D��ӡҲ���Ԟ��u���ٴ��_���V韵đ�(y��ng)��ǰ����
640.webp (1).jpg (368.4 KB, ���d��(sh��): 106)
���d����
2021-5-6 09:09 �ς�
���DƬ��ԴWolfmet 3D
3D��ӡ�u��ԭ����
������Դ,������Ҫ��Դ�^����,���c��������3D��ӡһ�ӣ�3D��ӡ�uҲ��Ҫ�߂���A(ch��)��ԭ���ϡ��������u��,���c��(y��ng)�õ�Ӳ�|(zh��)�Ͻ����ͨ�u�۲�ͬ,�������u�����^�������з�ĩ�����Ժú����ܶȵ��@�����c,��
640.webp (2).jpg (36.23 KB, ���d��(sh��): 123)
���d����
2021-5-6 09:09 �ς�
640.webp (13).jpg (45.3 KB, ���d��(sh��): 94)
���d����
2021-5-6 09:10 �ς�
����ͨ�u�ۺ������u����ò�
Ŀǰ,������(n��i)���Ƃ������u�۵���Ҫ����һ��֞�����6�N��
1)�������u���@ѭ�h(hu��n)����߀ԭ���������y(t��ng)�������u���ؚ��߀ԭ�ķ�ʽ,�����Եõ������ε��u��,���������M���^�ͣ�����������,��
2)�����������Y(ji��)�����a(ch��n)��(y��ng)���ڟᇊͿ�����η�ĩ,�����Ƶ�����40��750��m�������u�ۡ�ԓ�u��ĩ�����ܶȲ���,�����w��ֱ���^��,����ĩ�^�֣�
3)���������u��ԭ����ȡ��(x��)�w��(3��5��m)�������u��,��ԓ�������漰�����Ҹ��g�ԵĚ��w�����a(ch��n)�l�����^����,�����ڮ�(d��ng)��������h(hu��n)��Ҫ���^�ߵı��������xҎ(gu��)�,������a(ch��n)����һ���ľ��x��
4)�u�������D(zhu��n)늘Oֱ�������x���w���Ƃ������u��,��ԓ����ֻ���Ƃ��w���^�ֵķ�ĩ��150��1700��m��,�������Ƃ�ߴ��^С����(x��)�����u�ۣ������O(sh��)��ɱ�ʮ�ְ��F,��
5)ͨ�^������e���������u����ȡ������(40��650��m)����u��,������ԓ��ˇ�漰�����Ҹ��g�ԵĚ���ᣬ���a(ch��n)�l������,���Ҍ��h(hu��n)��Ҫ��ܸ�,������ڌ��H��(y��ng)���к��y�õ�����e�ռ���
6)���øБ�(y��ng)��ϵ��x���w�挦W��ĩ�M(j��n)���͚���,�����ɵõ������u��,���@Ҳ���Ƃ��Ʒ�|(zh��)�����u�۵�����;�������^ԓ�Ƃ䷽��Ҫ��Ҫ��һ���ܴ����s�ң���s�҃�(n��i)���ͨ�Ը����,���ɱ��ܸ�,������һ��̎�����ĩ���������ֻ���_(d��)��85%��Ҫ��õ�ȫ�������εķ�ĩ,������Ҫ�M(j��n)�ж�εķ��x�������^��,���@�@Ȼ������������a(ch��n)�ɱ���
����3D��ӡ�Ƃ��(f��)�s�Y(ji��)��(g��u)�u��Ʒ����ԭ����,�������u�۵��Ƃ��������u����Ͻ���Ʒ�_�l(f��)����Ҫ�h(hu��n)��(ji��),���������ֹ�������u�۵��Ƃ�һֱδ���F(xi��n)��Ҏ(gu��)ģ���a(ch��n),����Ƿȱ�������u�۵�ʹ���u�r�h(hu��n)��(ji��),��
2019�ِ꣬¡�����������аl(f��)�Ĵ��ʵ��x�����D(zhu��n)늘O�F���Ʒ��b����A(ch��)��,��ͨ�^�l(f��)չ�߹����ܶȵ��x���w���g(sh��),���Y(ji��)�����_�l(f��)�ĸ�Ʒ�|(zh��)3D��ӡ�����g�ۡ������f��,������≺Ͻ��ĩ�ȹ�ˇ,�����a(ch��n)���˼��ȸߡ����ζȺ�,���ٟo�l(w��i)�Ƿ۵ĸ�Ʒ�|(zh��)�����u��,���M��3D��ӡ����Ʒ�|(zh��)���η�ĩ�ĸ��Ҫ�ɞ��Ʒ�|(zh��)�u��3D��ӡ�ṩԭ�ϻ��A(ch��),���@һ�ش�ɹ���ͻ��,�����ӿ����M(j��n)���҇�ϡ���y�۽���3D��ӡ���g(sh��)�İl(f��)չ���䑪(y��ng)�á�
640.webp (3).jpg (136.47 KB, ���d��(sh��): 93)
���d����
2021-5-6 09:09 �ς�
��ِ¡�����Ƴ��������u���@��Ƭ
3D��ӡ�u���Ѽy�A��
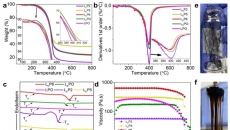
�u��һ�N����3D��ӡ����,�������������m�ȵğ���Û,�������c�ߌ�(d��o)���ʡ�ԓ�Ͻ�ğ�Cе�����Լ����ܶȺ͵͞R�����g��ʹ��dz��m�ϘO�˭h(hu��n)���еđ�(y��ng)��,���M���u�������õ�����,��������ȱ���͟�_���Ժ͵͜ش��ԣ���V�������ܵ�������,���g�ԡ������D(zhu��n)׃��DBT���^�Ɍ��ڴ_����ӡ�����^�͵ğṤ�������ĘO�����P(gu��n)��Ҫ,����(d��ng)���ٱ�¶�ڸߜأ�����3D��ӡ�аl(f��)���ĸߜأ�֮����s�r�����ɱ���ؕ�����DBT�^��,���^�͵Ĝضȕ���(d��o)����չ�Լ����½�,���Ķ���(d��o)������(y��ng)�����Ѽy��
�ڼ����ĩ���ۺϣ�LPBF����ӡ�^����,�����ϵij��m(x��)���ټӟ�Ҳ����(d��o)���^�ߵĚ�����(y��ng)��,���Ķ�����K�a(ch��n)Ʒ�Юa(ch��n)��׃��,���M�ܿ�������DBT����LPBF 3D��ӡ���u�������Ѽy�����ǰl(f��)���@�N�F(xi��n)��Ĵ_��ԭ����Ȼ�ǂ��i,����ǰ���о��ˆT���Lԇ���u�����Ӽ{��ZrC��ĩ,�����Y(ji��)������R�������W(xu��)�ĿƌW(xu��)����2018��l(f��)�F(xi��n)����ZrCǰ������(y��ng)���]ʲô�^(q��)�e,�������A��W(xu��)���о��l(f��)�F(xi��n)������(y��ng)��������80��,�������ҵ���(d��o)���Ѽyԭ�����K�𰸣����Ԅڂ�˹������Ī�����Ҍ���ң�LLNL�����о��F��_�l(f��)��һ�N�F(xi��n)���O(ji��n)�yLPBF��ӡ�ķ���,��ͨ�^��ģ�M�c����ҕ�l��Y(ji��)��,���о��ˆT�܉�?q��)��r�^��3D��ӡ�^�����u���g��-�����D(zhu��n)׃��DBT����ԓ�о��ṩ�Ļ����Y(ji��)Փ�����ڌ����_�l(f��)�o�Ѽy�����������u��Ʒ,���@һ���P(gu��n)�ɹ���2020��5�°l(f��)���ڡ�Acta Materialia���еġ�Analysis of laser-induced microcracking in tungsten under additive manufacturing conditions: Experiment and simulation��һ����,��
640.webp (4).jpg (45.08 KB, ���d��(sh��): 109)
���d����
2021-5-6 09:09 �ς�
��LLNL�F�ʹ��Phototron���C���Ԍ��r�O(ji��n)ҕ��ӡ�^��
LLNLС�M�Č��r�O(ji��n)�y����
����ȫ���u���_���c�ض�����đ�(y��ng)��֮�g���P(gu��n)ϵ��LLNL�ƌW(xu��)�Ҳ�����Photron SA-X2�������C,��ԓ�O(sh��)��۽���܉��������,��������������D������Navitar Zoom 6000ϵ�y(t��ng),�������uƬ�R��������2mm�L�ĆΗl܉�E,��Ȼ��ʹ�ø�˹����ֱ���քe��50 ��m��100 ��m���о�������߳ߴ猦��ˇ��Ӱ푣�ÿ������(sh��)�؏�(f��)20��,���о��ˆTʹ��LLNL��Diablo LagrangianԪ�ش��aܛ��,���S���u�����ϵ��߾��M(j��n)���˟�͟�Cеģ�M��
640.webp (5).jpg (56.29 KB, ���d��(sh��): 93)
���d����
2021-5-6 09:09 �ς�
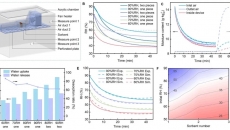
������܉�E�Ĺ����D��v = 300 mm / s,��P = 400 W,��Ø= 100 ��m����ָʾ܉�E�܇������Ѽy�ą^(q��)��,��
640.webp (6).jpg (22.58 KB, ���d��(sh��): 96)
���d����
2021-5-6 09:09 �ς�
���ӑB(t��i)��ʾ ��ʹʹ�ð댦�Q��pСģ�M�Ĵ�С,��ÿ��ģ�M��ʹ���˴�sһ���f��Ԫ�أ�ÿ��Ӌ��r�g��s��1,000 cpu-hour,���yԇ�Y(ji��)���������۳�ͨ�^�����t��һ�Εr�g,���_ʼ���F(xi��n)�Ѽy,���ڳ��F(xi��n)�v���ѿp֮ǰ��������ʏ�250 ��m���ӵ�600 ��m,���@Ҳ��(d��o)��������֮�g���g�����,��
640.webp (7).jpg (35.14 KB, ���d��(sh��): 99)
���d����
2021-5-6 09:09 �ς�
640.webp (14).jpg (35.05 KB, ���d��(sh��): 104)
���d����
2021-5-6 09:11 �ς�
���DƬ����LLNL
��K���о��F����ñO(ji��n)�y���g(sh��)�l(f��)�F(xi��n),��������(y��ng)��,����(y��ng)׃�ʺ͜ض�֮�׃�����u��ӡ�����_�ѵ���Ҫԭ��,�����У��v���Ѽy���־����˺Ͻ�Ě�����(y��ng)��,������(d��o)��������ęM����Ѹ���,��ģ�M߀�@ʾ���۳�����Π�ͨ������(d��o)�����̳����g�γɴ�ֱȡ��ļ�(x��)����,���Ķ����a(ch��n)���Ѽy,�����˽�QDBT���漰�Ě�����(y��ng)����ԓ�F꠰l(f��)�F(xi��n)��Ҫһ�N����(y��u)���ęC������(sh��)�c���ϽM����Y(ji��)�ϵ�ͨ�ò���,�,������A(y��)Ҋ�������Tǻ�҃�(n��i)�����⺬�������͑�(y��ng)׃���ʺ���Ҫ���Ͻ����s�|(zh��)�ĝ��Ҳ����Ҫ,��
LLNL�F��J(r��n)��,�������İl(f��)�F(xi��n)�dz����ژO�˭h(hu��n)���Б�(y��ng)��3D��ӡ�o�Ѽy�u�����Ŀ��(bi��o)�~���ĈԌ��ĵ�һ����ԓ�F꠵���ϯ�о��T�ڂ�˹���M�ա�ؐ�����m�ϱ�ʾ�������Ԟ��u���_�ѕ��������t,�����Y(ji��)��������ҵ��A(y��)��,�������W(xu��)ģ�͞��҂����еČ���^���ṩ�˽�ጣ����҃��߶����Ԕ��(x��),�����Բ��@DBT�đ�(y��ng)׃����ه��,��ʹ���@�N�������҂�����һ����ɫ�Ĺ���,�����Դ_�������u��LPBF���g�_�ѵ�����Ч����,�������䪚�ص����ܣ��u����Դ���͇��������ض��΄�(w��)��(y��ng)���аl(f��)�]����Ҫ����,���@헹��������ڞ��u������������ӹ��I(l��ng)���ƽ��·,���@���ܕ����@Щ�΄�(w��)�a(ch��n)���ش�Ӱ��,���
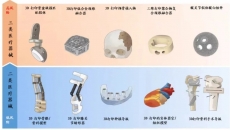
3D��ӡ�u��Ʒ�đ�(y��ng)��
�ڑ�(y��ng)�÷���,����(d��ng)��_�ı����u��Ʒ�ڷ������t(y��)�W(xu��)�I(l��ng)��V���đ�(y��ng)�á��¹����鱬�l(f��)�ԁ�,���t(y��)�W(xu��)CT�O(sh��)�䌦3D��ӡ�u������������L,�����������(y��ng)���^���3D��ӡ�u��ɢ��Ÿ�a(ch��n)Ʒһ�㑪(y��ng)�����t(y��)��CT̽�y���������^�Vɢ���Լ������X�侀,����ˌ����ϵ�Ӳ��,�����ȡ�����ݗ���������^�ߵ�Ҫ��,��ʹ��3D��ӡ���g(sh��)�܉����Ч�ش�ӡ���ں����,���ܶȸ��ߡ����ȸ���,������ɢ��ݗ�����,���ڹ�ȸ���,���O(sh��)Ӌ�`����c���ɶȸ���ķ�ɢ��Ÿ��^�����a(ch��n)�r��Ҫ�˷��u�Ͻ�͜ش������������_�ѵļ��g(sh��)�y�P(gu��n),��
����(n��i)����,����2016����麣��չ�ϣ��K����չʾ������3D��ӡ���u�Ͻ����,���mȻ������s�Ǽ��g(sh��)����ͻ��,���K����ͨ�^���u�Ͻ��3D��ӡ���g(sh��)�M(j��n)��ϵ�y(t��ng)���о�����Q���y�۽����u���ϵļ��⾫�ܳ���,���ɞ��ˇ���(n��i)���ȿ��Դ�ӡ�u���ϵ���I(y��)֮һ,�����麣��չ�״�����ġ���š��������u����3D��ӡ���ɵģ������_(d��)���˺ܸߵ����ܶ�,���K����2020�������˼��u�Ĵ�ӡ����(sh��)���u��Ō���3D��ӡ�C,���u��Ō��ô�ӡ�Cȥ���N�����_��
640.webp (8).jpg (85.47 KB, ���d��(sh��): 89)
���d����
2021-5-6 09:09 �ς�
���K������2016���麣��չ��չ����3D��ӡ�u�Ͻ����
ͬ����2016��,�����I(y��)��3D��ӡ�I(l��ng)����I(y��)�A��߿Ƒ�(y��ng)���аl(f��)�F�ᘌ��ߜ��y�۽��ٲ��ϼ�3D��ӡ���͙C����ˇ�M(j��n)����ϵ�y(t��ng)���о�,���_�l(f��)��3D��ӡ��ˇ����Q�����c���_(d��)3400���u���ϵļ��⾫�ܳ���,���LJ���(n��i)���ȹ���3400���u����3D��ӡ���g(sh��)�y�}����I(y��)֮һ,��
640.webp (16).jpg (110.56 KB, ���d��(sh��): 122)
���d����
2021-5-6 10:29 �ς�
���A��߿ƽ���3D��ӡ��Q������ʹ����׃���Y(ji��)��(g��u)���F(xi��n)һ�γ��ͣ����H�ܴ���s�����ͺ��պ����b����аl(f��)����,����������߲��ϵ�������,����������ɱ��� �K�ݱ��S����Ƽ�����˾ǰ���óɹ���ӡ���t(y��)��CT����x�Ќ�������������ֱ��Ӱ푵���Ҫ���������u�Ͻ��ɢ��Ÿ��,����(j��ng)�z�y,����ӡ����헔�(sh��)��(j��)���_(d��)�����I(y��)��(y��ng)�Ø�(bi��o)��(zh��n)�����m(x��)ԓ������Ͷ�뵽CT����x�Ќ��F(xi��n)������(y��ng)��,��
640.webp (9).jpg (40.71 KB, ���d��(sh��): 101)
���d����
2021-5-6 09:09 �ς�
��3D��ӡ�u��ɢ��Ÿ�
ԓ��˾�\�I��(j��ng)��O���S��ʾ,�����y(t��ng)�ķ�ɢ��Ÿ�Y(ji��)��(g��u)����S��Ƭ�M�ɣ��ӹ��y�ȘO��,�����y���C��ɢ��Ҫ��,���ڸ������D(zhu��n)�ęC���ϣ���ɢ��Ÿ�����װl(f��)���Y(ji��)��(g��u)׃��,����Ӱ푈D���|(zh��)��,��ͬ�r����ɢ��Ÿ�Y(ji��)ͨ�����u�Ͻ�����,�������O�ߵ�Ӳ�Ⱥ����cʹ����3D��ӡ�ИO�����_��,�����S���⽛(j��ng)�^�����IJ����о�����ˇ·���O(sh��)Ӌ�ɹ�ͻ����Ŀǰ�u�Ͻ�3D��ӡ�ļ��g(sh��)�y�c,�����g(sh��)�F�������ӡ�@�N�O�ޱں�����������аl(f��)��ܛ�����_�l(f��)�˪��ص��¹���,��ԓ���ܿ��Ը���(j��)����ıں���䲻ͬ�ļ���·��,�������˂��y(t��ng)�ļ���·�����䷽�����˷����ڴ�ӡ����̎������,����׃�Եļ��g(sh��)�y�c,���@Ҳ���ӡ0.1mm�ں��������������ṩ���ܣ�ˢ���˽���3D��ӡ�O�ޱں��I(l��ng)���ӛ�,��
640.webp (10).jpg (41.69 KB, ���d��(sh��): 115)
���d����
2021-5-6 09:09 �ς�
ͬ�r,��ԓ��˾���g(sh��)�F�ᘌ��u�Ͻ��^�y��ӡ�Ć��}�M(j��n)�в��ϸ��ԡ��O���S�f������K,���҂��ڌ���˽�220�M��ˇ����(sh��)��ɹ���ӡ���u�Ͻ��ɢ��Ÿ�,����ں��_(d��)��0.1mm�����ξ��ȿ�����0.02mm,�����ܶȸ��_(d��)99%,��ͨ�^�u�Ͻ���ϴ�ӡ�����ķ�ɢ��Ÿ����w���ȏ����h(yu��n)���ڂ��y(t��ng)�Ÿ��(bi��o)��(zh��n),�����C�ˌ��H��(y��ng)���^�����ڴ��x�����µĽY(ji��)��(g��u)��(w��n)����,����
�h��Ƽ�ͨ�^������3D��ӡ�O(sh��)��������Լ����u�Ͻ�3D��ӡ��ˇ��ϵ�y(t��ng)���о�,���������u���ϵĽ���3D��ӡ����,��ʹ�Ýh���O(sh��)����������u�Ͻ��ɢ��Ÿ������ں���С�_(d��)��0.08-0.1mm,�����ξ��ȿ�����0.02mm,�����ܶȸ��_(d��)99%�������t(y��)��CT����x�еõ�������ʹ��,���h�����3D��ӡ�b�䃞(y��u)�ݣ����ֱ��С,�������|(zh��)����(y��u)������ˇ����(sh��)��(w��n)��,���ߴ羫�ȸ�,���Ɍ��F(xi��n)�����ڡ������ܶȵij��ι�ˇ,��
�h��Ƽ�����3D��ӡ�b���ܸ���Ч�ش�ӡ�����ȸ���,���ں�������ܶȸ���,������ɢ��ݗ�����,���ڹ�ȸ��õķ�ɢ���u�ŸĶ�����O(sh��)Ӌ�`����c���ɶ�,��
��HBD-100����3D��ӡ�b��
640.webp (11).jpg (28.04 KB, ���d��(sh��): 89)
���d����
2021-5-6 09:09 �ς�
640.webp (15).jpg (30.22 KB, ���d��(sh��): 103)
���d����
2021-5-6 09:11 �ς�
�ڇ���,���w�������µ�Ӱ���O(sh��)���㲿��������Dunlee��3D��ӡ�u��ɢ��W(w��ng)����I(l��ng)�������̣�ͨ�^�x�^(q��)�����ۻ�3D��ӡ�c���u���ٲ���,�����t(y��)�W(xu��)Ӱ���O(sh��)���Ñ����������I(y��)�����Ñ�,���ṩ��(chu��ng)���Ե��������켃�u���,��Dunlee��˾�����a(ch��n)��3D��ӡ�u���ٷ�ɢ��V���ţ������t(y��)�W(xu��)CT �O(sh��)����,�������������к���ɢ��ݗ��,���Ķ��@�����CT�D����|(zh��)��������,�����F��CT��,��Dunlee��2D��ɢ��V�����c��ǰ�Ľ�Q������ȣ�������������1.7��,��
���Ձ�,���������鲻�෴��������CT�z�������Ҳ�S֮����,������(j��)Dunlee �����Ϣ,���������������t(y��)�W(xu��)Ӱ���O(sh��)��CT �����3D��ӡ�u���ٷ�ɢ��V���ŵĮa(ch��n)�������c3D��ӡ�������EOS ��˾���������µĴ�ӡ�O(sh��)��,���Ķ�֧���¹ڠ����COVID-19���������g��CT �z������,��
2021��4�£�AMCM M290 Dual FDR �p����3D��ӡ�C���_(d��)EOS�Ϻ����g(sh��)����,�� ԓ�O(sh��)�����40�ļ�����ֱ���Լ���(j��ng)��C���u����(sh��),���_(d��)����ɢ���Ō��ڸ��λ�þ��ȡ����ں���Լ���(n��i)�ڱ����|(zh��)����Ҫ��,��
640.webp (12).jpg (27.49 KB, ���d��(sh��): 108)
���d����
2021-5-6 09:09 �ς�
����Դ��Dunlee
��(j��)�˽�,����һ���t(y��)�W(xu��)Ӱ����^GE Ҳͨ�^����3D��ӡ���g(sh��)�_�l(f��)���u���ٜ�(zh��n)ֱ��������GE �������첿�T�ṩ������懻��ߜغϽ�,���u�ȸߜز��ϵ�EBM 3D��ӡ���g(sh��),������(n��i)��I(y��)�У������Ƽ�,�����꼤��,��������������������ٔ�(sh��)��I(y��)Ҳ���_�l(f��)�u���ٲ��ϵ��������쑪(y��ng)�á�
����,��Ҳ���о��Lԇ���u���뵽�����������������3D��ӡ����,������ճ�Y(ji��)������3D��ӡ�C����(y��ng)��ExOne���cGlobal Tungsten��Powders Corp�����˺����P(gu��n)ϵ���Դ��M(j��n)�u����ճ�Y(ji��)�����������е�ʹ��,���p���ĺ���������(y��u)���Ͻ����,�������a(ch��n)�������ߣ���ĥ����Լ���늌�(d��o)�ʺ͟ጧ(d��o)�ʑ�(y��ng)��,��
���Y�о�����ICR���ͻʼ��R˹���t(y��)Ժ�ĿƌW(xu��)����٤�����C��ʹ����3D��ӡ���uƬ,�����M(j��n)�и��߷ֱ��ʵ��t(y��)�W(xu��)�������g(sh��)���@��ע�방�Y���ߵ�ˎ��l(f��)����ݗ��ĺ��E��
ƥƝ����W(xu��)�ͺϳɽ��ٵ����a(ch��n)��ͨ��̼����@����57,529��Ԫ��ٛ��,�������о�̼���u��3D��ӡ�е���;,���@�(li��n)���о�����ʹͨ��Ӳ�|(zh��)�Ͻ�˾���Է֓�(d��n)�Uչ��a(ch��n)Ʒ�M�ϵijɱ���ͬ�r�_�l(f��)����(f��)�s��ͨ�õ����,��
���Y(ji��)
�u���ٵ�3D��ӡ��Ʒ�����Uչ�����и��I(y��)��(d��ng)�У��������t(y��)���I(l��ng)��đ�(y��ng)��,���u����߀����ܸߵ����g��,������ӡ�늹�Դ,�����W(xu��)̎��,�������Լ�܊���������ИI(y��)���������,��Ȼ��,��Ҳ�������ڸ����c��Ӳ�ȵ����ԣ�ʹ�u�ɞ�һ�N�y�ӹ�����,�����u������������Ҳ�����y�c,�������u����������ϡ���ˇ���о����䑪(y��ng)�����ڰl(f��)չ��(d��ng)��,�����^�҂���Ҫ���֘��^����,�����������u���ϼӹ��ķ�ĩұ��ˇ���а���vʷ������������s�H�l(f��)չ�˶̶̎�ʮ��,����̽��3D��ӡ�u�����@�l·��,��߀��̫����@ϲ������(zh��n)ֵ���҂�?n��i)�̽���?/font>
|









 �ղ�
�ղ� �D(zhu��n)��
�D(zhu��n)�� ֧��
֧�� ����
����
 �����W(w��ng)����11010802043351
�����W(w��ng)����11010802043351