本帖最后由 warrior熊 于 2021-5-26 22:04 編輯
來源:廣州雷佳增材
一、激光選區(qū)熔化成型設(shè)備簡介
激光選區(qū)熔化技術(shù)(Selective laser melting,SLM)是現(xiàn)代金屬增材制造技術(shù)的典型代表,也是未來增材加工制造發(fā)展的主要方向之一。激光選區(qū)熔化技術(shù)由于其成型精度優(yōu)良、成型零件致密度高、可直接成型復(fù)雜形狀、可成型材料廣泛等已被廣泛應(yīng)用于航空航天、科研教育、醫(yī)療、工業(yè)模具、汽車等領(lǐng)域。該技術(shù)主要通過激光束被聚焦到成型平面上并由掃描振鏡控制以一定速率和路徑進(jìn)行運(yùn)動,將掃描區(qū)域的金屬粉末快速熔化并凝固而形成實體,通過逐層累積的方式最終實現(xiàn)復(fù)雜三維結(jié)構(gòu)的加工。
通常,激光選區(qū)熔化成型設(shè)備主要由幾大核心部分組成:光學(xué)系統(tǒng)、鋪粉成型系統(tǒng)、氣體循環(huán)凈化系統(tǒng)、計算機(jī)控制系統(tǒng)以及其他輔助器件等組成。成型設(shè)備各部分的可靠性及其性能、各部分之間相互協(xié)調(diào)工作等直接影響成型零件的成型質(zhì)量(包括幾何精度、表面精度、內(nèi)部缺陷等)與成型性能(包括機(jī)械性能、耐腐蝕性能等),從而影響產(chǎn)品的應(yīng)用。同時,成型設(shè)備的穩(wěn)定性及其工作持續(xù)性是企業(yè)大規(guī)模生產(chǎn)的重要保障。在企業(yè)應(yīng)用過程中,設(shè)備問題而導(dǎo)致成型零件的失敗往往是難以彌補(bǔ)的,這不僅造成了材料、人工等資源的直接浪費(fèi),還可能導(dǎo)致加工效率的降低、客戶的流失等,嚴(yán)重阻礙技術(shù)推廣應(yīng)用及產(chǎn)業(yè)化。因此,對于推廣技術(shù)、產(chǎn)品應(yīng)用,激光選區(qū)熔化成型設(shè)備的成型能力保證顯得尤為關(guān)鍵。

1.jpg (85.03 KB, 下載次數(shù): 163)
下載附件
2021-5-26 21:47 上傳
△廣州雷佳增材Dimetal-100激光選區(qū)熔化成型設(shè)備組成
二、設(shè)備關(guān)鍵組成部分的作用及其要求
1、光學(xué)系統(tǒng)
作為激光選區(qū)熔化設(shè)備最核心的組成部分,光學(xué)系統(tǒng)主要由激光器、擴(kuò)束鏡、掃描振鏡、f-θ鏡等組成。在激光選區(qū)熔化成型過程中,光學(xué)系統(tǒng)通過激光器發(fā)出激光束并經(jīng)過柔性光纖傳輸后,通過擴(kuò)束鏡以擴(kuò)展激光束直徑,以減少作用于掃描振鏡的激光能量密度,最后通過f-θ透鏡消除枕形畸變以得到光束質(zhì)量高、聚焦光斑精確的激光束。該激光束被聚焦于成型表面,并在振鏡運(yùn)動控制卡與計算機(jī)控制系統(tǒng)的協(xié)同控制下,以設(shè)定速度與預(yù)定路徑進(jìn)行加熱熔化金屬粉末并快速凝固形成實體。
在激光選區(qū)熔化成型設(shè)備中,對光學(xué)系統(tǒng)主要有以下幾方面要求:
(1)激光焦點(diǎn):激光束通過聚焦于成型表面而具有高能量密度使金屬粉末熔化,當(dāng)成型設(shè)備的焦點(diǎn)偏離成型表面太多,不僅會導(dǎo)致激光束由于缺乏足夠高的能量密度使金屬粉末熔化,同時離焦的大光斑容易使成型零件表面精細(xì)度降低,極限成型尺寸增大。因此,成型設(shè)備的焦點(diǎn)準(zhǔn)確聚焦于成型表面是設(shè)備成型性能保證的條件之一。
2.jpg (67.91 KB, 下載次數(shù): 160)
下載附件
2021-5-26 21:47 上傳
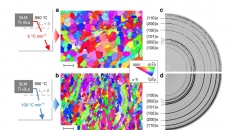
(2)振鏡校準(zhǔn):掃描振鏡作為激光選區(qū)熔化成型高精度保證的核心部件。通過振鏡運(yùn)動控制卡與計算機(jī)系統(tǒng)控制振鏡進(jìn)行指令角度的偏轉(zhuǎn),實現(xiàn)激光束在成型表面指定位置進(jìn)行精確掃描。在振鏡系統(tǒng)中,其偏轉(zhuǎn)角與平面坐標(biāo)之間存在著固有的非線性映射關(guān)系,加之光學(xué)組件的制造誤差、光路系統(tǒng)的裝調(diào)誤差,會給系統(tǒng)帶來“枕形畸變”、“桶形畸變”和“枕桶形復(fù)合畸變”等靜態(tài)誤差;電子傳輸線路中的殘留噪聲、模擬電壓漂移也會帶來系統(tǒng)和隨機(jī)的動態(tài)誤差;長時間連續(xù)工作條件下,因溫度漂移常常會對系統(tǒng)造成累積的蠕變誤差。因此,通過振鏡校準(zhǔn)保證成型精度變得復(fù)雜且尤為關(guān)鍵。振鏡系統(tǒng)是基于實際平面坐標(biāo)數(shù)據(jù)計算確定目標(biāo)位置與振鏡偏轉(zhuǎn)指令角度之間的映射關(guān)系,因此振鏡校準(zhǔn)需對實際加工的平面坐標(biāo)數(shù)據(jù)進(jìn)行采集,采集的數(shù)據(jù)用于振鏡控制單元的進(jìn)一步校準(zhǔn)計算,如此反復(fù)可使振鏡掃描精度滿足要求。傳統(tǒng)的數(shù)據(jù)采集方式是手工對位測量,或利用3D圖像測量儀離線自動測量。這種人工或離線測量方式,一方面會帶來更多的主觀性測量誤差,另一方面是效率較低。因此有望通過提升振鏡校準(zhǔn)技術(shù)來提高激光選區(qū)熔化設(shè)備的成型精度。
3.jpg (83.29 KB, 下載次數(shù): 174)
下載附件
2021-5-26 21:47 上傳
△振鏡校準(zhǔn)過程
(3)激光延時參數(shù):在實際SLM加工過程中,振鏡電機(jī)的轉(zhuǎn)動以及激光器的出光閉光需要一定的響應(yīng)時間,會比系統(tǒng)控制信號滯后,因此存在一定的延時誤差,對于SLM零件的成型質(zhì)量造成一定的影響。成型設(shè)備可通過在控 制系統(tǒng)中設(shè)置激光延時參數(shù)以有效補(bǔ)償通信延遲所帶來的不良影響。激光延時參數(shù)主要有開光延時(Laser On Delay)、閉光延時(Laser Off Delay)。對于精細(xì)結(jié)構(gòu)而言,激光延時的影響是不可忽視的。激光延時參數(shù)對精細(xì)結(jié)構(gòu)的致密度、硬度、力學(xué)性能都有明顯的作用,且對于小尺寸零件的影響更加明顯。
4.jpg (85.61 KB, 下載次數(shù): 144)
下載附件
2021-5-26 21:47 上傳
(4)實際激光功率保證:激光選區(qū)熔化成型設(shè)備的最大工作功率將直接影響設(shè)備的成型能力,當(dāng)加工熔點(diǎn)較高的金屬粉末時,往往需要提高功率以保證金屬粉末的完全熔化,從而保證成形實體的致密性及其力學(xué)性能。一定功率的激光束從激光器發(fā)射,經(jīng)過多重光學(xué)元器件的吸收或削弱,最終到達(dá)成形表面的實際激光功率會存在一定程度的衰減。常見激光功率損耗的原因是由于元器件相對位置不正確或密封性問題導(dǎo)致灰塵等進(jìn)入光路。當(dāng)功率損耗超過一定值后,必須對光路單元的密封性進(jìn)行檢查,對光路單元上各元器件的位置進(jìn)行校正,直到校正后激光功率實際測量值達(dá)到理論值的90%附近。
2.鋪粉成型系統(tǒng)
激光選區(qū)熔化成型設(shè)備的鋪粉成型系統(tǒng)主要包括鋪粉車運(yùn)動機(jī)構(gòu)、粉料缸、成型缸和伺服螺桿驅(qū)動機(jī)構(gòu)等功能單元。在加工過程中,成型缸通過下降指定層厚高度,粉料缸上升一定高度(粉料缸供料方式)或落粉電機(jī)轉(zhuǎn)動一定角度使粉末落在鋪粉車前(落粉供料方式),鋪粉車運(yùn)動,鋪粉車上的柔性鋪粉刷將一個層厚的粉末鋪在成型缸表面,等待光學(xué)系統(tǒng)進(jìn)行加工。
在激光選區(qū)熔化成型設(shè)備中,對鋪粉成型系統(tǒng)有以下幾方面要求:
(1)鋪粉車運(yùn)動機(jī)構(gòu):在SLM成型過程中,粉末鋪展的效果要求平整、均勻、緊實,這有利于成型致密、高表面精度的零件。若SLM成型過程的鋪粉平面凹凸不平,會導(dǎo)致粉末對激光的吸收不穩(wěn)定,激光照射在粉床表面不同位置的功率密度不等,導(dǎo)致成型面也凹凸不平,最終使得成型件的致密度、表面精度等下降嚴(yán)重。鋪粉運(yùn)動機(jī)構(gòu)常見問題有:①運(yùn)行不穩(wěn)定,鋪粉車運(yùn)動過程抖動而在鋪粉平面形成條紋;②單向驅(qū)動的鋪粉車在長時間運(yùn)行工況下容易出現(xiàn)故障等。因此,成型設(shè)備的鋪粉車運(yùn)動機(jī)構(gòu)要求便于調(diào)節(jié),并在SLM成型過程中運(yùn)動保證穩(wěn)定,且能保證長時間運(yùn)行的可靠性。
(2)鋪粉車運(yùn)動速度:在SLM成型過程中,適當(dāng)提高鋪粉車運(yùn)行速度可減少零件成型時間,提高加工效率。但由于鋪粉結(jié)構(gòu)主要采用物理限位的形式控制其運(yùn)動范圍,當(dāng)鋪粉車運(yùn)動速度不當(dāng)時,其加速度或減速度導(dǎo)致的位置誤差可累積而導(dǎo)致停機(jī),甚至使零件加工失敗。因此,激光選區(qū)熔化成型設(shè)備的鋪粉車運(yùn)動速度需經(jīng)過校正與調(diào)節(jié),以保證長時間的正常運(yùn)行。
(3)成型缸與粉料缸的運(yùn)動精度:作為一種基于層層堆積成形的技術(shù),激光選區(qū)熔化成型技術(shù)對于成型缸與粉料缸的運(yùn)動精度具有較高要求,最小層厚甚至達(dá)到20μm。因此必須通過系統(tǒng)校正滿足成型缸與粉料缸的運(yùn)動精度要求,以保證激光選區(qū)熔化成型設(shè)備的成型能力。
(4)落粉供料準(zhǔn)確:對于落粉供料方式的成型設(shè)備,粉末從落粉電機(jī)到鋪粉車上的粉料槽需要一定的時間,因此需控制落粉電機(jī)與鋪粉車的動作時間,以保證從落粉電機(jī)落下的粉末完全被粉料槽接收。另外,需通過測試與校正控制落粉電機(jī)的轉(zhuǎn)動量以使落下的粉末能夠剛好完全鋪滿整個成型表面,粉料過少則容易使成型表面部分區(qū)域無 法鋪上粉末,粉料過多則使粉料消耗過快。
5.jpg (63.13 KB, 下載次數(shù): 144)
下載附件
2021-5-26 21:58 上傳
△雷佳增材Dimetal-300多材料激光選區(qū)熔化設(shè)備(落粉供料方式)
3.氣體循環(huán)凈化系統(tǒng)
在激光選區(qū)熔化成型過程中,金屬粉末在激光作用受熱熔化過程中易與空氣中的氧或其他元素發(fā)生反應(yīng),形成黑煙或高熔點(diǎn)飛濺物等。一方面,黑煙容易使透光鏡片粘上一層黑煙粉末,導(dǎo)致激光透過鏡片時功率衰減嚴(yán)重,成型表面的粉末無法充分熔化而影響成型質(zhì)量,同時粘上黑煙粉末的鏡片由于吸收激光能量而發(fā)熱,甚至高溫爆裂;另一方面,形成的高熔點(diǎn)飛濺物容易飛落在附近成型區(qū)域上,后續(xù)激光熔化該區(qū)域?qū)е聤A雜等缺陷,落在非成型區(qū)域時同樣會加劇粉末受污染程度。同時,由于氣流、激光沖擊以及鋪粉裝置的擾動,密封成型室內(nèi)會產(chǎn)生大量煙塵。
因此,氣體循環(huán)凈化系統(tǒng)的性能對于實際加工過程的成型質(zhì)量控制尤為重要。氣體循環(huán)凈化系統(tǒng)主要包括以下幾方面要求:
(1)成型室氣體環(huán)境的循環(huán)過濾凈化:從成型表面吸入的夾帶黑煙與飛濺物等的保護(hù)氣體,通過氣體循環(huán)凈化系統(tǒng)內(nèi)部的濾芯進(jìn)行過濾后,重新作為干凈保護(hù)氣體在成型室內(nèi)參與氣體循環(huán)。
(2)風(fēng)口設(shè)計:在成型室內(nèi),循環(huán)保護(hù)氣體主要通過吹風(fēng)口與吸風(fēng)口使黑煙、飛濺物等進(jìn)入循環(huán)凈化系統(tǒng)進(jìn)行過濾。在實際加工過程中,吹風(fēng)口與吸風(fēng)口之間的成型表面上方形成的循環(huán)風(fēng)場對零件成型質(zhì)量產(chǎn)生較大影響。風(fēng)口設(shè)計不合理容易導(dǎo)致成型室內(nèi)黑煙、飛濺物等難以進(jìn)入循環(huán)凈化系統(tǒng)過濾,從而導(dǎo)致成型質(zhì)量降低、粉末受污染加劇。因此需根據(jù)實際成型環(huán)境,優(yōu)化設(shè)計吹風(fēng)口與吸風(fēng)口的結(jié)構(gòu),以改善成型表面的循環(huán)風(fēng)場作用,提高成型質(zhì)量。
(3)光學(xué)鏡片保護(hù)裝置:在激光選區(qū)熔化設(shè)備中需要增加一路或多路氣體循環(huán)導(dǎo)入,使光學(xué)鏡片下導(dǎo)入環(huán)形分布的新鮮氬氣形成保護(hù)氣體層。完全隔絕一切粉末熔融過程中的燃燒物粘附在鏡片上,保證絕對激光輸出精準(zhǔn)度和大幅延長光學(xué)元件壽命。
6.jpg (93.81 KB, 下載次數(shù): 159)
下載附件
2021-5-26 21:56 上傳
4.密封成型室
在SLM成型加工前,通常需要向成型室內(nèi)通入惰性保護(hù)氣體以排除空氣,使成型室內(nèi)形成適合激光選區(qū)熔化粉末的無氧環(huán)境。若成型室的密封性能不足,不僅延長了排除成型室內(nèi)空氣的時間,還會消耗更多的保護(hù)氣體,同時,在成型過程中,氧氣可能會進(jìn)入成型室并與金屬粉末反應(yīng)生成氧化物等雜質(zhì),降低零件成型質(zhì)量。 因此,成型室的密封性是提高生產(chǎn)效率、降低生產(chǎn)成本、保證零件成型質(zhì)量的重要條件。另外,需定期檢查設(shè)備的密封性以及更換密封元件,以保證成型室的密封性能。
5.其他
由于激光選區(qū)熔化技術(shù)是一種基于成型平面而進(jìn)行層層熔化堆積的增材制造技術(shù),因此在機(jī)械安裝過程中,成型平面的水平度與振鏡頭的水平度應(yīng)得到保證,否則成型平面與振鏡頭平面之間的平行度相差太大容易導(dǎo)致振鏡的校準(zhǔn)變得十分困難,降低設(shè)備X/Y方向的成型精度。
另外,由于涉及金屬粉末加工,因此激光選區(qū)熔化成型設(shè)備需定期維護(hù)與清理,以保證設(shè)備各部分系統(tǒng)的正常工作、保證設(shè)備的穩(wěn)定性與成型能力。
| 







 收藏
收藏 轉(zhuǎn)播
轉(zhuǎn)播 支持
支持 反對
反對
 京公網(wǎng)安備11010802043351
京公網(wǎng)安備11010802043351