|
Ң§ЧxЈәФЪұнГжҙЦІЪ¶И·ҪГжЈ¬ҪрҢЩ3DҙтУЎБгјюНщНщЯ_І»өҪұнГжЩ|(zhЁ¬)БҝТӘЗуЈ¬ТтҙЛРиТӘЯMРРҫ«јУ№ӨЎЈұнГжМҺАнЯ^іМҫНПс3DҙтУЎЯ^іМұҫЙнТ»ҳУЈ¬ҢҰіЙЖ·ІҝјюөДЧоҪKЩ|(zhЁ¬)БҝУРЦШҙуУ°н‘ЎЈТтҙЛЈ¬УРұШТӘБЛҪвёч·NұнГжҫ«јУ№Ө·Ҫ·ЁөДғһ(yЁӯu)ИұьcЈ¬ід·ЦАыУГЯ@Р©·Ҫ·ЁІўФЪБгјюФOУӢлA¶ОұMФзҝј‘]ЎЈ

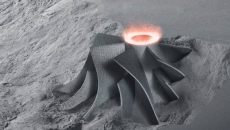
Fraunhofer IAPTөДұнГж№вқҚ¶ИСРҫҝ.jpeg (111.84 KB, ПВЭdҙО”ө(shЁҙ): 54)
ПВЭdёҪјю
2021-11-10 15:27 ЙПӮч
ЎчFraunhofer IAPTөДұнГж№вқҚ¶ИСРҫҝ
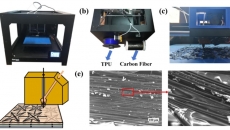
ДПҳOРЬ«@ПӨЈ¬F(xiЁӨn)raunhofer IAPTөДҺЧн—СРҫҝМШ„eкPЧўҸНлsҪрҢЩФцІДЦЖФмІҝјюөДәуМҺАнјјРgЈ¬ІўМṩГжПт‘ӘУГөДӣQІЯЭoЦъЈ¬ЯMТ»ІҪјУЛЩФцІДЦЖФм№ӨҳI(yЁЁ)»ҜЎЈСРҫҝп@КҫБЛІ»Н¬өДҫ«јУ№Ө№ӨЛҮҢҰ3DҙтУЎҪрҢЩБгјюөДУ°н‘Ј¬ІўҢҰёч·N№ӨЛҮөДРФДЬЯMРРҝНУ^ұИЭ^ЎЈ
әуМҺАнФцІДЦЖФмҪрҢЩІҝјюөДМф‘р(zhЁӨn)
ФцІДЦЖФмәӯЙwБЛҙуБҝІ»Н¬өДЦрҢУЙъіЙҪMјюөДЯ^іМЎЈҪрҢЩоIУтЧоіЙКмөД№ӨЛҮЧғуwКЗјӨ№вКш·ЫД©ҙІИЪәП(LB-PBF)ЎЈЕcӮчҪy(tЁҜng)ЦЖФмПаұИЈ¬Т§Я…ЎўҸНлsҪY(jiЁҰ)ҳӢ»тғИ(nЁЁi)ІҝНЁөАНЁіЈІ»•юҢҰБгјюФOУӢФміЙЦШҙуПЮЦЖЎЈБнТ»·ҪГжЈ¬Я@·NЦЖФм·ҪКҪФЪ·ЦұжВК·ҪГжКЬөҪПЮЦЖЈ¬УЙҢУәс¶ИЈЁНЁіЈФЪ20-60 ҰМm ·¶ҮъғИ(nЁЁi)Ј©әНИЫіШҢ’¶ИӣQ¶ЁЎЈ¶шЧоҪKөДұнГжЩ|(zhЁ¬)Бҝ•юКЬөҪ·ЦұжВКәНУЙҙЛ®a(chЁЈn)ЙъөДлAМЭР§‘ӘЈ¬ТФј°ҙтУЎ•rөДҹбЖҪәвІо®җ»тМнјУЦ§“ОҪY(jiЁҰ)ҳӢУ°н‘ЎЈТтҙЛЈ¬3DҙтУЎҪMјюНЁіЈҫЯУР·ЗіЈІ»ҫщ„төДұнГжЈ¬ФЪБгјюөДІ»Н¬Іҝ·ЦҫЯУРІ»Н¬іМ¶ИөДҙЦІЪ¶ИЎЈҙЛНвЈ¬ҫНДҘБП»тЖдЛыҹэОgҪйЩ|(zhЁ¬)өДҝЙј°РФ¶шСФЈ¬БгјюҸНлsРФНЁіЈТІКЗұнГжҫ«јУ№Өқ“ФЪөДТ»ӮҖҙуҶ–о}ЎЈТтҙЛЈ¬3DҙтУЎҪMјюөДұнГж®җЩ|(zhЁ¬)РФәНФOУӢЧФУЙ¶ИҢҰәуМҺАн·Ҫ·ЁөДРФДЬәНм`»оРФМбіцБЛәЬёЯТӘЗуЎЈ
ДД·NәуМҺАн·Ҫ·ЁЯmәПОТЈҝ
Fraunhofer IAPTҢҰ®”З°КРҲцЙПФцІДЦЖФмІҝјюұнГжЖҪ»¬·Ҫ°ёөДғһ(yЁӯu)„ЭәНБУ„ЭЯMРРБЛИ«ГжёЕКцЈәЯ@н—ұнГжМҺАнСРҫҝЙоИлФu№АБЛ°Л·NІ»Н¬өДәуМҺАн·Ҫ·ЁЈ¬Іўй_°l(fЁЎ)БЛИэ·NҫЯУРёч·NІ»Н¬өДРО оЈ¬ТФқMЧгёч·NкPжIМШХчөДҺЧәОСЭКҫЖчЈ¬ІўК№ЛьӮғ·ыәПХжҢҚ3DҙтУЎ‘ӘУГЎЈСЭКҫЖчДЬүт?qЁұ)ҰЖЯӮҖЦчТӘҳЛңКЯMРРҸШөЧФu№АЈәұнГжҙЦІЪ¶ИЎўУІ¶ИЎўҹэОgВКЎўЯ…ҫүҲAҪЗЎўҙ©НёЙо¶ИЎўҝЙЧxРФәНіЙұҫЎЈ
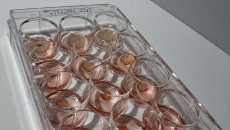
ҫЯУРІ»Н¬ҺЧәОМШХчөДИэӮҖСЭКҫЖчФOУӢЎЈҲDЖ¬УЙёҘ„Ъ¶ч»ф·тIAPTМṩЎЈ.png (259.22 KB, ПВЭdҙО”ө(shЁҙ): 64)
ПВЭdёҪјю
2021-11-10 15:27 ЙПӮч
ЎчҫЯУРІ»Н¬ҺЧәОМШХчөДИэӮҖСЭКҫЖчФOУӢЎЈҲDЖ¬УЙёҘ„Ъ¶ч»ф·тIAPTМṩЎЈ
СРҫҝК№УГБЛLB-PBF№ӨЛҮөДИэ·NіЈУГәПҪрAlSi10MgЈЁдXЈ©Ўў1.4404ЈЁд“Ј©әНTiAl6V4ЈЁвҒЈ©ҙ_¶ЁІДБПөДМШ¶ЁІо®җЎЈн—ДҝҝӮ№ІҙтУЎБЛ100¶аӮҖңyФҮјюЈ¬ЯMРРБЛ17,000ҙО·Ц¶ОңyБҝЈ¬»ЁЩMБЛ700ӮҖ№Ө•rЯMРРңyБҝЈ¬ЛщУРҪY(jiЁҰ)№ы¶ј…RҝӮФЪ120н“өДҲуёжЦРЎЈҲуёжбҳҢҰЛщУРИэ·NІДБПөДСРҫҝҳЛңКЈ¬ЗеОъөШёЕКцБЛГҝ·N·Ҫ·ЁөДРФДЬЎЈҙЛНвЈ¬ЛьЯҖМṩБЛУРкPЛщөГұнГжЩ|(zhЁ¬)БҝөДФ”јҡ”ө(shЁҙ)“ю(jЁҙ)ЎЈ
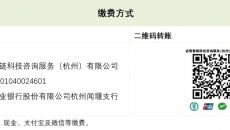
ҮҠЙ°әуМҺАнвҒБгјюөДұнГжЩ|(zhЁ¬)БҝЎЈҲDЖ¬УЙёҘ„Ъ¶ч»ф·тIAPTМṩЎЈ.png (241.21 KB, ПВЭdҙО”ө(shЁҙ): 70)
ПВЭdёҪјю
2021-11-10 15:27 ЙПӮч
ЎчҮҠЙ°әуМҺАнвҒБгјюөДұнГжЩ|(zhЁ¬)БҝЎЈҲDЖ¬УЙёҘ„Ъ¶ч»ф·тIAPTМṩЎЈ
ҲуёжМṩБЛУРкPГҝ·NәуМҺАн·Ҫ·ЁРФДЬөДФ”јҡРЕПўЈ¬ЗеіюөШҪТКҫБЛІ»Н¬№ӨЛҮҙЦІЪ¶ИЦөөДҫЮҙуЖ«ІоЎЈ¶шСРҫҝҪY(jiЁҰ)№ыТІёЯ¶ИТАЩҮУЪУ^ІмөҪөДұнГж·eЎЈСРҫҝҙ_¶ЁНЁЯ^Яx“сәПЯmөДҫ«јУ№Ө№ӨЛҮЈ¬вҒБгјюөДұнГжДЬүтөГөҪп@ЦшёДЙЖЎЈБнНвЈ¬лmИ»ӮчҪy(tЁҜng)өДҮҠЙ°МҺАнТСҪӣ(jЁ©ng)ҢўұнГжҙЦІЪ¶ИҪөөНБЛ50%ТФЙПЈ¬Я_өҪјs50%Ј¬7 ҰМm [ЖҪҫщSa]Ј¬ЖдЛы№ӨЛҮҢҚ¬F(xiЁӨn)БЛөНЦБ1 ҰМmөДұнГжҙЦІЪ¶ИЎЈ
°Л·NІ»Н¬әуМҺАн·Ҫ·ЁөДұИұнГж·eвҒБгјюөДҙЦІЪ¶И”ө(shЁҙ)“ю(jЁҙ)ЎЈҲDЖ¬УЙёҘ„Ъ¶ч»ф·тIAPTМṩЎЈ.jpg (167.62 KB, ПВЭdҙО”ө(shЁҙ): 72)
ПВЭdёҪјю
2021-11-10 15:27 ЙПӮч
Ўч°Л·NІ»Н¬әуМҺАн·Ҫ·ЁөДұИұнГж·eвҒБгјюөДҙЦІЪ¶И”ө(shЁҙ)“ю(jЁҙ)ЎЈҲDЖ¬УЙёҘ„Ъ¶ч»ф·тIAPTМṩЎЈ
ұнГжЩ|(zhЁ¬)БҝИзәОУ°н‘БгјюөДМШРФЈҝ
И»¶шЈ¬НвУ^ІўІ»КЗТ»ЗРЈ¬өЪ¶юн—СРҫҝЈЁФцІДЦЖФмЖЈ„ЪСРҫҝЈ©ҷzІйБЛІ»Н¬ұнГжМҺАн·Ҫ·ЁҢҰФцІДЦЖФмІҝјюҷCРөРФДЬөДУ°н‘Ј¬МШ„eкPЧўЖЈ„ЪРФДЬЎЈСРҫҝУ^ІмөҪЛщЯxІДБПЈЁTiAl6V4ЎўIN718 [Inconel]Ј©өДЖЈ„ЪРРһйІўІ»ҝӮКЗЕcңyБҝөДұнГжЩ|(zhЁ¬)БҝЦұҪУПакPЎЈФӯТт°ьАЁМШ¶ЁУ°н‘ҝ№ЖЈ„ЪРФөДДіР©ұнГжәН№ӨЛҮМШРФЎЈАэИзЈ¬Т»Р©ҫ«јУ№Ө·Ҫ·ЁҝЙТФҢўҝ№ЖЈ„ЪРФМбёЯ80%ТФЙПЎЈБнТ»·ҪГжЈ¬НЁЯ^ЖдЛыҫ«јУ№Ө·Ҫ·Ё«@өГөДҫ«јУ№ӨРФДЬЙхЦБұИҝў№ӨұнГжёьІоЎЈ
ФцІДЦЖФмЖЈ„ЪСРҫҝҪY(jiЁҰ)№ыЎЈҲDЖ¬УЙёҘ„Ъ¶ч»ф·тIAPTМṩЎЈ.png (294.7 KB, ПВЭdҙО”ө(shЁҙ): 63)
ПВЭdёҪјю
2021-11-10 15:27 ЙПӮч
ЎчФцІДЦЖФмЖЈ„ЪСРҫҝҪY(jiЁҰ)№ыЎЈҲDЖ¬УЙёҘ„Ъ¶ч»ф·тIAPTМṩЎЈ
Fraunhofer IAPTСРҫҝЦРМṩФS¶аЖдЛы°l(fЁЎ)¬F(xiЁӨn)Ј¬ТФј°Я^іМҝЙ”UХ№РФәНіЙұҫ·ЦоҗЎЈЧчһйӘҡБўЎўНёГчкUКцөДҪY(jiЁҰ)№ыЈ¬ЛьӮғЦјФЪһйФцІДЦЖФмЎўФOУӢҺҹЎўй_°l(fЁЎ)әНЙъ®a(chЁЈn)№ӨіМҺҹМṩТЧУЪАнҪвөДӣQІЯҺНЦъЎЈ
| 



 КХІШ
КХІШ ЮD(zhuЁЈn)ІҘ
ЮD(zhuЁЈn)ІҘ Ц§іЦ
Ц§іЦ ·ҙҢҰ
·ҙҢҰ
 ҫ©№«ҫW(wЁЈng)°ІӮд11010802043351
ҫ©№«ҫW(wЁЈng)°ІӮд11010802043351