�ϘO�܌�(d��o)�x������҂��l(f��)�����B�m(x��)��ƪ�P(gu��n)��ճ�Y(ji��)������3D��ӡ���g(sh��)·�������¡�ճ�Y(ji��)���������3D��ӡ���g(sh��)���P(gu��n)�I��ճ�Y(ji��)���wϵ��,����ճ�Y(ji��)���������3D��ӡ���g(sh��)+����ע�����=,�����ȣ������˘I(y��)��(n��i)�ď�(qi��ng)�ҷ��,����3D��ӡ�O(sh��)��,��ճ�Y(ji��)���wϵ��������ȷ����������LJ���(n��i)ճ�Y(ji��)���������3D��ӡ���g(sh��)·������Ҫ����������h���ƿƼ����ϘO�ܵ�Ͷ�塶�����߾���ճ�Y(ji��)����3D��ӡ�Ļ��A(ch��)ܛ����RIP��,�������@�����g(sh��)�wϵ�е�ܛ������,��

3.jpg (220.21 KB, ���d��(sh��): 304)
���d����
2022-5-3 21:26 �ς�
��ճ�Y(ji��)���������3D��ӡ����ļy·�����Y(ji��)��
ճ�Y(ji��)������3D��ӡ��BJAM����K��ӡ�����c(di��n)ꇔ�(sh��)��(j��),����Ҫ��ӡ��3Dģ���ǻ�������(bi��o)��ʸ����(sh��)��(j��),�����SCADģ���M(j��n)����Ƭ���茢��Ƭ��(sh��)��(j��)�M(j��n)��λ�D�L�D�õ��c(di��n)ꇔ�(sh��)��(j��),�����ܰl(f��)�o��ӡ�C(j��)�M(j��n)�д�ӡ,����ˌ�ʸ����(sh��)��(j��)�M(j��n)��λ�D�L�D���|(zh��)����ֱ���P(gu��n)ϵ����K��ӡ��Ʒ�ľ���,��RIP����ňD��̎������Raster Image Processor��ܛ���ĺ��Ĺ��������ڴ�,��ͨ���v,���������þ��ǰ�Ӌ(j��)��C(j��)���������еĸ�D�D�κ����ֵȽ���\(y��n)��,���D(zhu��n)׃�ɿɹ���ӡ�O(sh��)����ղ����ƙC(j��)����ӡݔ���Ĺ���c(di��n)ꇔ�(sh��)��(j��),��RIPܛ����3D��ӡ�еĹ����������£�
�DƬ1.jpg (26.03 KB, ���d�Δ�(sh��): 306)
���d����
2022-5-3 21:29 �ς�
RIPܛ�����ڲ�ɫ��ӡ����Ҫ�Բ��Զ�������ʹ���ڸ߾���Ҫ���BJ����3D��ӡ�C(j��)���fҲ�����P(gu��n)��Ҫ��,����ֱ��Ӱ푇�ī��Ч�����|(zh��)��,����(d��ng)Ȼ��������ͨ����Ҫ���BJɰ�ʹ�ӡ�C(j��)���f,����RIP�㷨�ͺ��εö�,�����ڸ��ٸ߾���BJ���ٴ�ӡϵ�y(t��ng)��ͨ����Ҫ���ø߷ֱ���(DPI)�L�D�㷨��(sh��)�F(xi��n)λ�D�L�D,���õ����Ӿ���(x��)���c(di��n)�λ�D,�����Cʸ�����c(di��n)ꇔ�(sh��)��(j��)�����ľ��ȣ����Ǹ߾����c(di��n)����(sh��)��(j��)��Ȼռ�ô���Ӌ(j��)��C(j��)��(n��i)�棬�e�Ǵ�����ӡ�C(j��),��ͨ����Ҫ�ڴ�ӡ�^���Ќ�(sh��)�r�M(j��n)��RIP��(sh��)��(j��)ݔ��,�����ܱ��C���ṩ�����߾��Ȕ�(sh��)��(j��)ݔ����ͬ�rռ���^С��Ӌ(j��)��C(j��)��(n��i)��,�,������J(r��n)�飬���߂��ھ�RIP���ܵ�BJ���ٴ�ӡ�C(j��),���͌�(sh��)�F(xi��n)���˴����߾��ȴ�ӡ,�����溆�ν�BBJ���ٴ�ӡ�cRIP���P(gu��n)����Ҫ������
�DƬ2.jpg (136.31 KB, ���d�Δ�(sh��): 300)
���d����
2022-5-3 21:29 �ς�
1.�ھ���(sh��)�r�߾��Ȕ�(sh��)��(j��)̎����RIP��
��������ھ���(sh��)�r�M(j��n)�Д�(sh��)��(j��)̎����ݔ���o��ӡ�C(j��)�M(j��n)�д�ӡ,�����Dz��õ�����RIPܛ���M(j��n)�ЈD��̎��,��ͨ����Ҫ�����λ�D����(d��ng)��ӡ�����,��λ�D�ֱ��ʸߣ������720DPI���r,����(sh��)��(j��)ռ��Ӌ(j��)��C(j��)��(n��i)������׳��^1G���ϣ�������?x��)�ֱ������?j��)��C(j��)����,�������Ҫ�ڴ�ӡ�C(j��)�����r�ھ���(sh��)�r�M(j��n)�Д�(sh��)��(j��)̎����RIP��,���ȱ��C�^С��Ӌ(j��)��C(j��)��(n��i)��ռ�ã�����ݔ���߾��ȴ�ӡ��(sh��)��(j��),��
2.ȫӳ��o�p���c(di��n)
����(j��)CADģ����Ƭʸ����(sh��)��(j��)�L�Ƶĸ߾���λ�D,�����D(zhu��n)�Q�释�^���R�e���c(di��n)ꇔ�(sh��)��(j��)�У���횱��C��(sh��)��(j��)��ȫһһ����(y��ng),����t��ӡ���Č�(sh��)��͕��l(f��)���ߴ�ƫ��,����ɳߴ��e�`��ƫ���Ҫ�_�l(f��)��λ�D��(sh��)��(j��)��ȫӳ��o�p���c(di��n)RIP�㷨,����(sh��)�F(xi��n)λ�D��(sh��)��(j��)���c(di��n)ꇔ�(sh��)��(j��)�ٵ�����λ�õ���ȫһһ����(y��ng),���ڴ�ӡ��(sh��)��(j��)̎����挍(sh��)�F(xi��n)����(sh��)��(j��)̎���㷨̎�����Gʧ���ȣ�����K�߾��ȴ�ӡ�ṩ�ɿ����C,��
3.����(x��)ī���{(di��o)��(ji��)���g(sh��)
��BJ���ٴ�ӡ��ˇ��,�����ٷ�ĩ��īˮ�ć�ī���dz����У���ÿ�Ӵ�ӡ�Ї�ī�^����^��,������ֱ��Ӱ푴�ӡ���|(zh��)��,��������鹤ˇ����(sh��)��ī��ֵ���ͨ�^��(sh��)�H��ӡ�yԇ�����ܵõ�ᘌ��̶���ӡ�h(hu��n)���ͻ��ĵ��(y��u)ֵ,���ڴ�ӡ�^�����{(di��o)��(ji��)ī��ͨ���ķ����nj��c(di��n)��M(j��n)�г��c(di��n),����(sh��)�F(xi��n)0-100%ī���Č�(sh��)�r����(x��)�{(di��o)���������˱��C��ӡ���ȵ�ͬ�r����ī���ľ���(x��)�{(di��o)��(ji��),������Ҫ��ī���c(di��n)ꇔ�(sh��)��(j��)�ֳ�݆����(sh��)��(j��)����䔵(sh��)��(j��),��ī���{(di��o)��(ji��)���c(di��n)�rֻ����䔵(sh��)��(j��)���M(j��n)�У�߀��Ҫͨ�^�㷨��(sh��)�F(xi��n)�����{(di��o)��(ji��)��䔵(sh��)��(j��)���c(di��n)��(sh��)��������w��ī�����{(di��o)��(ji��),��
�DƬ3.jpg (7.6 KB, ���d�Δ�(sh��): 334)
���d����
2022-5-3 21:29 �ς�
4.�o��ƫ�P��݆���L�D���g(sh��)
�����ѽ�(j��ng)��B,�����˱��C��ӡ����ͬ�r�ṩ����(x��)ī���{(di��o)��(ji��)����Ҫ����ī���c(di��n)ꇔ�(sh��)��(j��)�ֳ�݆����(sh��)��(j��)����䔵(sh��)��(j��),��ī���{(di��o)��(ji��)���c(di��n)�rֻ����䔵(sh��)��(j��)���M(j��n)��,����݆���Č��ȶ�����݆������߅�U(ku��)չ�������īˮ�B����,��īˮ�B���D��߅���^��֮��,������Ɍ�(sh��)�H�����(sh��)�w���ֳߴ�ƫ���@�����c����3D��ӡ���g(sh��)���,��ͨ�����ù���a(b��)������Q,�����Ǵ�돽�Ĺ���a(b��)��Ҳ�����ڼ�(x��)��(ji��)��(sh��)��(j��)�Gʧ����ɈD����һЩ��(x��)�^(q��)��o����ӡ����,�����˜pСīˮ�B��Ӱ�,���L�D�r��(sh��)�F(xi��n)��(n��i)ƫ�P������݆��������ֻ����(sh��)�w��(n��i)���^(q��)��ƫ��,����Q��λ�D�L�D��P����ƫ��ɵijߴ羫�Ȇ��},��Ҳ�����˂��y(t��ng)�L�D�㷨���߀�茦�P���M(j��n)���a(b��)��?sh��)Ć��}������BJ���ٴ�ӡ,�����Ã�(n��i)ƫ�P�����g(sh��)֮��Ĺ���a(b��)���돽��������С��0.05mm,������˴�ӡ���ȣ�����(qi��ng)�˴�ӡ����(x��)��(ji��)������,��
5.����|(zh��)����Ĕ�(sh��)��(j��)̎�����g(sh��)
��(sh��)�H��(y��ng)���Е����F(xi��n)�����N��ͬճ�Y(ji��)��������ɴ�ӡ��Ҫ����̻����cճ�Y(ji��)�����_���,���������ͬճ�Y(ji��)�������臊�䵽ͬһ�c(di��n)��,��������䵽��ͬ���c(di��n)��,������|(zh��)����Ĕ�(sh��)��(j��)̎�����g(sh��)��Ҫͨ�^RIPܛ���팍(sh��)�F(xi��n)��ͬ���^�����ף�����(j��)��ӡ��(sh��)��(j��)���䲻ͬ��īˮ��ͨ�^�P(gu��n)(li��n)���^����λ���M(j��n)�в��c(di��n),��ƥ�䇊�^��(li��n),����(li��n)�ʹ����Y(ji��)�ϵĴ�ӡ��ʽ�M(j��n)�Д�(sh��)��(j��)̎��,����(sh��)�F(xi��n)��Nճ�Y(ji��)�����χ����ӡ��Ҫ��,��
6.�ݶ´�ӡ���Ʒ���
���^�ć�����һֱ��ճ�Y(ji��)����3D��ӡ�O���^ʹ�Ć��},�����ć�����ɴ�ӡȱ�������Z��ķe�ۣ�ֱ����ɴ�ӡ�������,������܉���ٔ�(sh��)����������ɵĴ�ӡȱ�ݷ�ɢ�������(n��i)��,�������Ǿۼ���ijһλ�ã�����������ǿ������S��Щȱ�ݴ��ڵ�,���ݶ´�ӡ���Ƽ��g(sh��)ͨ�^RIP�㷨�{(di��o)��ÿ�����^ÿPASS�Ĵ�ӡ��(sh��)��(j��),���ڴ�ӡ�Ќ�(sh��)�F(xi��n)��(d��ng)ǰ�Ӻ����Ӈ����S�C(j��)�Qλ��ʹ�������c(di��n)��ÿ�Ӵ�ӡ��λ�ò������ݶ´�ӡ���Ƽ��g(sh��)������������ɹ̶�λ��ī���Ѷ����F(xi��n)��Ʒ���ѵ���r���F(xi��n),����(j��ng)�^�yԇ,������ɰ��3D��ӡ�����㇊�^��40%�Ķ���Ҳ���ܴ���ϸ��Ʒ,��
QQ�g�[���؈D20220503212827.jpg (129.79 KB, ���d�Δ�(sh��): 313)
���d����
2022-5-3 21:29 �ς�
��ȱ�ݿķ�ɢʾ��D
1.jpg (435.83 KB, ���d��(sh��): 351)
���d����
2022-5-3 21:26 �ς�
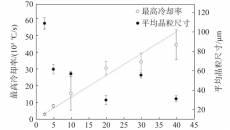
���ݶ�3D��ӡ�yԇ,�����@�ж�����r�µľ��l
2.jpg (473.31 KB, ���d��(sh��): 355)
���d����
2022-5-3 21:26 �ς�
������3D��ӡ�ĺϸ����
����(n��i)�����^ȥ����BJAM�̘I(y��)������I(y��)��Ҫ����ɰ��3D��ӡ���棬��ɰ�ʹ�ӡ����Ҫ��һ��,���ܶ���I(y��)�������˂��y(t��ng)���L�ИI(y��)�ĵ���������RIP�㷨�팍(sh��)�F(xi��n)ɰ�ʹ�ӡ,��������(n��i)���²�ɫ�ͽ���BJ���g(sh��)�аl(f��)�ĈF(tu��n)�(du��)�^�٣��������BJ���g(sh��)���a(ch��n)����I(y��)��(n��i)�õ�RIP�㷨Ҳ�Ñ����ܲ���RIPܛ���Ĵ���,���ܶ�����˺�ҕ��RIP��(sh��)��(j��)̎�팦BJ���g(sh��)����Ҫ��,������ϣ��ͨ�^��ƪ���µİl(f��)������������BJ���g(sh��)�аl(f��)�ęC(j��)��(g��u)���ˣ��e�nj��I(y��)���о��C(j��)��(g��u)������ҕ��(sh��)��(j��)ܛ���_�l(f��),������BJ���ٴ�ӡ���g(sh��)�^���Ǽ�����3D��ӡ��Ƭܛ��,���C(j��)�ܺ͂��y(t��ng)���L�ИI(y��)�Ŀ���ϵ�y(t��ng)�͉��ˣ�Ҫ����BJAM��ӡ�C(j��),�������ҕRIP�Ȕ�(sh��)��(j��)̎��ܛ��,���@��������K���Ʈa(ch��n)Ʒ�|(zh��)������Ҫ���ء���/��h���ƿƼ�
|
��һƪ����(chu��ng)����?f��)�,���[ʽ��ģ,�����ͷ��棬����3D��ӡܛ��3DXpert 17���i���¹�����һƪ��GOMܛ�����M(f��i)ԇ�ã�ע���ИI(y��)CT��Q����,��һ�I��ʾ�a(ch��n)Ʒ��(n��i)/�ⲿ�Y(ji��)��(g��u)�͎γߴ���Ϣ
|








 �ղ�
�ղ� �D(zhu��n)��
�D(zhu��n)�� ֧��
֧�� ����
����
 �����W(w��ng)����11010802043351
�����W(w��ng)����11010802043351