��(l��i)Դ���Ї�(gu��)���w�W(w��ng)
��(d��o)�x���մ��������켼�g(sh��)��һ�Nͨ�^(gu��)�xɢ�����������첢�B�ӵõ����S��(f��)�s�Y(ji��)��(g��u)�մ���������M(j��n)���켼�g(sh��)�����в��������ʸߡ������`���ԏ�(qi��ng)����(sh��)�ֻ��̶ȸߵȃ�(y��u)��(sh��)���m����С��������(f��)�s�Y(ji��)��(g��u)���մ�������졣Ŀǰ���������մ��������켼�g(sh��)���������x�^(q��)���Y(ji��)�����w��̻���īˮֱ��(xi��)�ȡ�
�F(xi��n)�����x�ϵ���������(Additive Manufacturing���ַQ(ch��ng)��3D��ӡ)����ǰ�����ٳ���(Rapid Prototyping)��Դ��20���o(j��)80������ڣ�����ٵİl(f��)չ��(sh��)�^�c���౻�l(f��)��đ�(y��ng)�Ã�(y��u)��(sh��)ʹ��ɞ��ʮ��ƌW(xu��)�����I(y��)����(j��ng)��(j��)�����(hu��)���T���I(l��ng)���(n��i)���h��Ԓ(hu��)�}֮һ��
��������Ŀ��ٰl(f��)չ�x���_(k��i)�m�ò����wϵ����չ�c��Ʒ�������ܵă�(y��u)�����߷��Ӳ����������_(k��i)�l(f��)�͑�(y��ng)�õIJ����wϵ�����m�õ��������켼�g(sh��)�N�(l��i)����S������(y��ng)���I(l��ng)��Ҳ���w���I(y��)��(j��)�c���M(f��i)��(j��)�Ј�(ch��ng)�����ٲ��ϵ������������^�����ɹ��S�T����(y��ng)���^��ĸ��(l��i)�����c�Ͻ�Ŀǰ����ͨ�^(gu��)�����������ۻ�������(sh��)�F(xi��n)�������죬�����ں��캽�ա����wӲ�M���ޏ�(f��)���I(l��ng)���_(k��i)չ�����P(gu��n)��(y��ng)�ã����֮�£��մɲ��ϵ����������mȻ����ͬ������ֱ����Щ������̘I(y��)����̻����������O(sh��)����Ƴ����(bi��o)־��(sh��)�F(xi��n)�˳����Č�(sh��)�û���
�@һ��̱�ʽ��ͻ��Ѹ�ٴ�ʹ�մ���������ɞ����緶����(n��i)�մɌW(xu��)�g(sh��)�о��c���I(y��)��(y��ng)��̽���ğ��c(di��n)֮һ���I(y��)�猦(du��)�մ������������^���մɂ��y(t��ng)���ͷ�ʽ�ڟo(w��)��ģ�ߡ��ɳ��͏�(f��)�s�����ȷ���ă�(y��u)��(sh��)�����ڴ�����(j��ng)��(j��)�W(xu��)��Ҳ��(du��)�մ����������I(l��ng)��Įa(ch��n)�I(y��)ǰ�������˘�(l��)�^(gu��n)��Ӌ(j��)�����P(gu��n)�a(ch��n)�I(y��)�a(ch��n)ֵ�A(y��)�ڌ���2017��IJ���1�|��ԪѸ�����L(zh��ng)��2028���36�|��Ԫ��
�մ��������켼�g(sh��)��һ�Nͨ�^(gu��)�xɢ�����������첢�B�ӵõ����S��(f��)�s�Y(ji��)��(g��u)�մ���������M(j��n)���켼�g(sh��)�����в��������ʸߡ������`���ԏ�(qi��ng)����(sh��)�ֻ��̶ȸߵȃ�(y��u)��(sh��)���m����С��������(f��)�s�Y(ji��)��(g��u)���մ�������졣Ŀǰ���������մ��������켼�g(sh��)���������x�^(q��)���Y(ji��)�����w��̻���īˮֱ��(xi��)�ȡ�
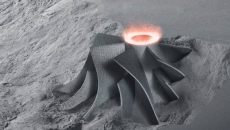
���w��̻�����(SLA)
���w��̻����ͷ�(SLA)��1977��Swainson�����һ�N�������S��Kodama������(sh��)�F(xi��n)���@һ��ˇ��

1.png (54.51 KB, ���d��(sh��): 65)
���d����
2022-5-9 19:54 �ς�
SLAԭ����(ji��n)�D����(l��i)Դ����ȫ���ȣ����������켼�g(sh��)���մ��Ƃ��еđ�(y��ng)�á���
SLA��ˇ��ԭ������Ҫ��Һ�B(t��i)��(sh��)֬�c�մɷ�ĩ��Ϻ���մɘ�(sh��)֬����SLA��ˇ�Ƃ���մɘ�Ʒ�c���y(t��ng)��ˇ��ȣ����H���m(x��)���մ����w���W(xu��)���ܺõ����c(di��n)��ͬ�r(sh��)߀���C����Ʒ�ı����|(zh��)���Լ��ߴ羫�ȡ�Ȼ����ʹ��SLA���g(sh��)��ӡ�մ����wҲ�������S����Ƽs������SLA���g(sh��)�Ƃ��մ����w�r(sh��)����ͬ�ĝ{����Ҫ��(du��)��(y��ng)��ͬ���L(zh��ng)������⣬�@�͌�(du��)����h(hu��n)������˸���Ҫ��ͬ�r(sh��)���������ɱ�������SLA���g(sh��)ʹ�õ��մɘ�(sh��)֬�ȑ�(y��ng)С��3Pa��s���Ա��C�{�Ͼ���һ������(d��ng)�ԣ��@��ʹ�ô����(sh��)�մɘ�(sh��)֬�Ĺ��w�w�e�ٷֱȵ���40%����(d��o)���@Щ�մɘ�(sh��)֬�Ę�Ʒ�ڽ�(j��ng)�vÓ֬���Y(ji��)�����(hu��)���F(xi��n)���ҵ��տs�c׃�Σ���(y��n)�ؕr(sh��)����?x��)��?d��o)������(g��)�մ��w�ı�����Ŀǰ��Q�@һ��(w��n)�}����Ҫ�����Ǹ�׃�մɘ�(sh��)֬�еIJ��ϡ�
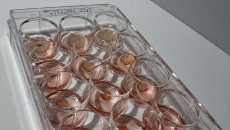
���ڳ��e����(FDM)
���ڳ��e����(FDM)��ˇ��1988������(gu��)�W(xu��)��Dr��Scott Crump�״��������������(sh��)�F(xi��n)����ӡ�ٶȿ���^�͵ijɱ������V���\(y��n)�����ЙC(j��)�߷��Ӳ��ϵ�3D�������졣ͨ���\(y��n)����FDM���g(sh��)����Ҫ�ǟ����Եĸ߷��Ӳ��ϣ��@Щ�߾��ﱻ�����ɾ�(xi��n)��ԭ�ϣ��@Щ��(xi��n)��ͨ�^(gu��)FDM��ӡ�C(j��)�ć���ӟ����ڣ������D�����죬���S�����^���\(y��n)��(d��ng)���ڻ������όӌӳ��e�γ��O(sh��)Ӌ(j��)�õ��Π��K�Ƴ���Ҫ�������
2.png (99.67 KB, ���d��(sh��): 72)
���d����
2022-5-9 19:54 �ς�
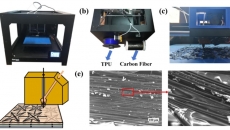
FDM�Ƃ��B�m(x��)�w�S����(qi��ng)SiC����(l��i)Դ�����L(zh��ng)혵ȣ���SiC�մ��������켼�g(sh��)���о�����(y��ng)���M(j��n)չ����
�S�����ϼ��g(sh��)�İl(f��)չ��Խ��(l��i)Խ�����������Ժá����ڜضȵ������W(xu��)���܃�(y��u)���ĸ߾�����ϵ�ӿ��ʹFDM���g(sh��)�c�մ��w�Ƃ���F(xi��n)���C(j��)���@�(xi��ng)�о��ijɹ���Ҫ�\(y��n)���������t(y��)�W(xu��)���档�о��߂�ͨ�^(gu��)�Y(ji��)��PLA��ABS�c�u����ʯ������FDM���g(sh��)�Ƃ�����ǣ�������ֲ�뻼���w��(n��i)��ͨ�^(gu��)ֲ����̼����������L(zh��ng)���@�(xi��ng)���g(sh��)������ֲ���I(l��ng)���߳�����Ȼ�˹Ƕ�ȱ�ͮ��N�����ų��������
���^���������������췽ʽ��F(xi��n)DM���g(sh��)�����w�մɹ����Ƃ䷽����гɱ��ͺ͟o(w��)��֧�β��ϵă�(y��u)�c(di��n)��ͬ�r(sh��)�о������˹ǵĿ�����(qi��ng)����4��12MPa��ͨ�^(gu��)�{(di��o)���@Щ����ǵĿ�϶�ʣ��ڽ�(j��ng)�^(gu��)Ó֬��ˇ���俹����(qi��ng)�ȿ��_(d��)16MPa��ͬ�r(sh��)�տs����8%���ң��@�͘O��ı��C�ˌ�(sh��)�H��Ʒ�c�O(sh��)Ӌ(j��)ģ�͎��Π�������ԡ���FDM���g(sh��)�Ƃ���մɳ��w��Ȼ��Ҫ��(j��ng)�vÓ֬���Y(ji��)���@�͎���(l��i)���_(k��i)�Ѻ�׃�εĆ�(w��n)�}��Ŀǰ��Q�@Щ��(w��n)�}��;����Ҫͨ�^(gu��)��3Dģ�͵��O(sh��)Ӌ(j��)���մ��������Y(ji��)��ʽ�ĸ��M(j��n)�ϡ�
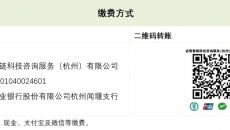
�x���Լ�����Y(ji��)/����(SLS/SLM)
�x���Լ�����Y(ji��)(SLS)���g(sh��)��Carl Ckard��1989���״�������乤��ԭ����D��ʾ��݁Ͳ����(ch��)�ۂ}(c��ng)�еķ�ĩƽ������ڷ۴��У�����ͨ�^(gu��)����ϵ�y(t��ng)���x���Ե�?z��)��Y(ji��)��ĩ���S����ͻ����½���݁Ͳ������O(sh��)��ĩ��ͨ�^(gu��)�ӌӶѷe�γ����������
3.png (70.65 KB, ���d��(sh��): 69)
���d����
2022-5-9 19:54 �ς�
SLS/SLMԭ����(ji��n)�D����(l��i)Դ����ȫ���ȣ����������켼�g(sh��)���մ��Ƃ��еđ�(y��ng)�á���
SLS���g(sh��)�\(y��n)�����մ��w�Ƃ�r(sh��)�֞麬�����ӄ��Ͳ������ӄ�2�N�������ӄ��ķ�ĩ�ڼ���ӟ�r(sh��)�����ӄ����ڲ�ճ�Y(ji��)�մ��w���γ����w���Ķ��@��������;�������ӄ��Ĺ��w��ĩһ����2�N�մɷ�ĩ��϶��ɣ�����ӟ�r(sh��)�������c(di��n)�ķ�ĩ�ܟ��ۻ���ճ�Y(ji��)�����c(di��n)���մ��w�����c�������ӄ���ĩ�����췽ʽ��ȣ��˕r(sh��)�����c(di��n)��ĩ�䮔(d��ng)�����ӄ�����ճ�Y(ji��)�����c(di��n)�մ��w���Ľ�ɫ���@�Ӳ����ă�(y��u)�c(di��n)��ʡȥ��Ó֬���E���^(q��)�e��SLS���g(sh��)���x���Լ�������(SLM)�mȻ�����˼���ӟ�����ԣ���ԓ���g(sh��)����Ҫ����ճ�Y(ji��)��������ͨ�^(gu��)�ӟ�ʹȫ�����w���ڲ��ճ𤣬�S��ӌ��۷e�@���մ��w��
SLS/SLM���g(sh��)���Б�(y��ng)�ò��϶ࡢ�p���ʵͺ�ˇ��(ji��n)�ε����c(di��n)�����^�������������췽ʽ��������ٶȿ죬���؏�(f��)�Ըߡ���ԓ��ˇ��ʽ��Ҫ����2��(g��)��(y��n)���������ڹ��I(y��)���ƏV�Ć�(w��n)�}������SLS���g(sh��)�У����ӄ���ȥ�������˿�϶�������˳��ͼ������W(xu��)���ܣ��ڳ��;��ȵͣ�����ֲڶȸߡ�
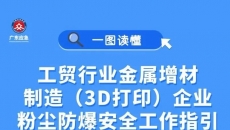
īˮֱ��(xi��)(DIW)
īˮֱ��(xi��)���g(sh��)Դ��1998������(gu��)Sandia��(gu��)�Ҍ�(sh��)�(y��n)��J.Cesarano��������Ԅ�(d��ng)ע�{���ͼ��g(sh��)�������Ҫᘌ�(du��)�մɵȲ��ϵ����Sģ�ͳ������죬��(j��ng)�^(gu��)���ڲ�����о���չ����u�l(f��)չ������DIW�������켼�g(sh��)��
4.png (159.33 KB, ���d��(sh��): 89)
���d����
2022-5-9 19:54 �ς�
�B�m(x��)�w�SDIW�����O(sh��)�估��ˇԭ������(l��i)Դ�����L(zh��ng)혵ȣ���SiC�մ��������켼�g(sh��)���о�����(y��ng)���M(j��n)չ����
���ȵ�Һ�w���Һ��ϝ{������īˮ���ϴ惦(ch��)����Ͳ�в��͇��^���B�����b���܉���Ӌ(j��)��C(j��)������������S�\(y��n)��(d��ng)�����SCNCƽ�_(t��i)��ͨ�^(gu��)�C(j��)е��������(d��ng)�����Ƅ�(d��ng)īˮ���Ϗć��^�B�m(x��)�D�����ڻ������A(y��)���ͣ�������(j��)���������M(j��n)������(y��ng)�ĺ�̎�����]�l(f��)�܄�����̻�����̻������Y(ji��)�����ݵȣ���õ���K�����S���͘�(g��u)����
DIW�������켼�g(sh��)�����O(sh��)��Ҫ��͡�����ɱ��͡�ԭ�����m�÷����V�����;��ȸߡ������`��ȃ�(y��u)��(sh��)��ȱ�c(di��n)����DIW�Ƃ���մɾ����^�ȱ���^�࣬��ֱ��(xi��)֮��һ����Ҫ�̻������Y(ji��)�Ⱥ��m(x��)̎���^(gu��)�̡���K���͘�(g��u)���ľ��Ȳ��Hȡ�Q��īˮ���ϵ��䷽���M���������ԡ��wϵ�Ⱥ���׃���ܣ������ܵ�ֱ��(xi��)����(sh��)�����^ֱ����������С��ƽ�_(t��i)�Ƅ�(d��ng)�ٶȵȣ���Ӱ푡�
��(sh��)�ֹ�̎�����g(sh��)(DLP)
��(sh��)�ֹ�̎�����g(sh��)(DLP)��1977����Larry Hornback����������r(sh��)��19�꣬��Texas Instruments�����̘I(y��)����DLP���g(sh��)��ԭ����SLA���g(sh��)�������ơ�DLP�cSLA���g(sh��)�ľ��w�^(q��)�e����DLP���g(sh��)���Ì����ε�ͶӰ�⌢�����Ʒ�Ľ���D���ӳ�ڹ����{�ϱ��棬�����۷e�@�Ø�Ʒ��DLP���ĽM����DLPоƬ������(sh��)���@�R�O(sh��)�䣬ԓ�M��ֱ�ӛQ���˘�Ʒ�Ď���ò����ӡ���ȡ�
DLP���g(sh��)��ӡ��Ʒ���о��ȸߡ��r(sh��)�g�̵ă�(y��u)�c(di��n)�����մ��w��ӡ����đ�(y��ng)����Ҫ������С�ͼ���(f��)�s�Y(ji��)��(g��u)�a(ch��n)Ʒ�ϡ�DLP���g(sh��)�\(y��n)�����մ��Ƃ�r(sh��)��������⏊(qi��ng)���^�ͣ������l(f��)���c���ɻ���(li��n)�ۺϷ���(y��ng)�^���(d��o)�¹̻����صף�ͨ�����ڝ{���м���ճ�Y(ji��)���ķ�ʽ��Q�@һ��(w��n)�}������ճ�Y(ji��)�����մɝ{���M(j��n)��DLP 3D��ӡ����ʼ�Ĺ�̻��^(gu��)��ʹ�Ø�Ʒ����һ���ı����������S�����ں������M(j��n)�мӟᣬ�l(f��)�]ճ�Y(ji��)����ճ�Y(ji��)���ã�ʹ�������Π�̶������M(j��n)��Ó֬���Y(ji��)���E����������о����������Y(ji��)��Ę�Ʒ��Ȼ�����_(k��i)�ѡ�׃�κ��տs�Ć�(w��n)�}����˺�SLA���g(sh��)һ�ӣ���ߴ�ӡ�մɝ{�ϵĹ̺����ͺ��m��Ó֬���Y(ji��)��ʽ��Ȼ��DLP���g(sh��)���о����c(di��n)��
�Y(ji��)�Z(y��)�cչ��
�c���y(t��ng)�մ��Ƃ䷽ʽ��ȣ��������켼�g(sh��)���Ԍ�(sh��)�F(xi��n)������(f��)�s�νY(ji��)��(g��u)���մ��w�Ƃ䣬�M(m��n)�����մɲ����ڸ���(g��)�I(l��ng)���Б�(y��ng)�õİl(f��)չ�����մ���������ĿƌW(xu��)�о��c��(y��ng)���_(k��i)�l(f��)�Ԍ����ஔ(d��ng)�L(zh��ng)һ�Εr(sh��)�g���ָߟ�ȣ�ͬ�r(sh��)�S�����g(sh��)��(w��n)�}����Q������������մɲ����ľC������߀���M(j��n)һ���������������_(d��)���c���y(t��ng)�������첿�����������ˮƽ�������M(j��n)һ��ͨ�^(gu��)���龫��(x��)����(g��)�Ի��ĽY(ji��)��(g��u)�{(di��o)�،�(sh��)�F(xi��n)�߂䂀(g��)�Ի��������մɲ��������졣
ͬ�r(sh��)�҂�Ҳԓ�������������켼�g(sh��)�Ƃ���մ��w��Ȼ���ڱ���IJ���֮̎�����մ������ЏV���\(y��n)���������켼�g(sh��)��Ȼ���ںܶ��ϵK���������a(ch��n)�r(sh��)�g�L(zh��ng)�����W(xu��)���ܵ��ڂ��y(t��ng)��ʽ������մɣ���̎�����F(xi��n)�_(k��i)���տs�ȣ������^��ߴ�(�������)���մɼ���Ȼ���y���������켼�g(sh��)�Ƃ䡣
�C��������δ��(l��i)�������켼�g(sh��)���մ��w�Ƃ��I(l��ng)����о���(y��ng)��Ҫ�����ڝ{�����ƺͺ�̎�����棬ͬ�r(sh��)߀����M(j��n)���ͼ��g(sh��)���Ԍ�(sh��)�F(xi��n)�^�̕r(sh��)�g��(n��i)��ɽӽ��O(sh��)Ӌ(j��)ģ�͵��մ��w�Ƃ䡣
�����Y�ϣ�
1����·�ȣ������������족��������ԭ���Ƅ�(d��ng)��(g��)�Ի��մɲ��ϡ����͡�����һ�w�����O(sh��)Ӌ(j��)��
2�����L(zh��ng)혵ȣ���SiC�մ��������켼�g(sh��)���о�����(y��ng)���M(j��n)չ��
3���Ǽ������dδ�����մ��������졷
4����ȫ���ȣ����������켼�g(sh��)���մ��Ƃ��еđ�(y��ng)�á�
5����һ���ȣ���īˮֱ��(xi��)�������켼�g(sh��)�����ں��ܲ����I(l��ng)����о��M(j��n)չ��
| 



 �ղ�
�ղ� �D(zhu��n)��
�D(zhu��n)�� ֧��
֧�� ����(du��)
����(du��)
 �����W(w��ng)����11010802043351
�����W(w��ng)����11010802043351