��������� warrior�� �� 2022-5-20 22:11 ��
��Դ�����ϿƌW(xu��)�c����
�����������켼�g(sh��)Ҳ���Q��3D��ӡ���g(sh��),��������Ѕ^(q��)�e�ڂ��y(t��ng)���η�ʽ�����c(di��n)���ӳ��ι�ˇ���c(di��n),��ʹ�Ï�(f��)�s�㲿����ֱ������ɞ����,���ں��պ���ȸ߶������I(l��ng)���ܵ��V���P(gu��n)ע,��Ȼ��������������^���ИO�ߵĜض��ݶ�,����K�γɵĺ��^���������������,�����@�M�������W(xu��)���ܳʬF(xi��n)����(qi��ng)�ҵĸ����ԣ���ƽ���c��ֱ�ڳ��e����ӡ�߶ȷ��ď�(qi��ng)���Ծ����^��,�������S���M���Č�(sh��)�F(xi��n)һֱ���J(r��n)���ǽ�Q�@һ���}����ѷ���,��Ŀǰ�����о�������˶�N�{(di��o)���ֶ�,���烞(y��u)�����ι�ˇ�l������׃�ϽW(xu��)�ɷ�,������呉����O(sh��)���,��Ȼ�����ڴֽ��ٲ��ϣ������Ǒ�(y��ng)�����V����TC4⁺Ͻ�,�����ι�ˇ��(y��u)��һֱ���J(r��n)��o���@��ȫ���S���M��,�������ι�ˇ�{(di��o)�ؾ��еͳɱ����ӣ�����׃�Ͻ�ɷ�,���Ɍ�(sh��)�F(xi��n)ԭλ�{(di��o)�صă�(y��u)�ݣ����ǝ��ڵă�(y��u)�x��ʩ,��
����,���������I(y��)��W(xu��)���������о��F(tu��n)�(du��)ͨ�^��������������������۳������������^���еľ������L�О飬��(chu��ng)���Ե������һ�Nԭλ��ˇ����(sh��)�{(di��o)������,��ԓ���g(sh��)����ͨ�^�����۳�픲�CET�@�õĵ��S����,����TC4⁺Ͻ��Ы@����ȫ���S���M�������P(gu��n)�����ԡ�In-situ grain structure control in directed energy deposition of Ti6Al4V�����}�����������I(l��ng)��픿�Additive Manufacturing�ϰl(f��)��,���������I(y��)��W(xu��)���ͽ���,�����ν��ں���o���ڞ�ͨӍ���ߡ�
ԭ��朽�:
https://www.sciencedirect.com/science/article/pii/S2214860422002640

0.jpg (71.3 KB, ���d��(sh��): 56)
���d����
2022-5-20 21:45 �ς�
��⁺Ͻ����������^����,���ܿ��ڳ��ι�ˇ����(sh��)�����γɵ��۳�(n��i)���ضȈ�����,���۳صײ��������L����������۳�픲����ڰl(f��)�����/���S���D(zhu��n)׃��CET��,�������γ�һ����ȵĵ��S���^(q��),���ڂ��y(t��ng)�Ć�һ���ι�ˇ����(sh��)�l���£����ں�һ�ӳ��e�r���ۻ���ȴ��ڵ��S���^(q��)���,�����S���^(q��)������һ�ӳ��e�^���б���ȫ����,���Ķ��ڳ��νY(ji��)��(g��u)���γɏĽY(ji��)��(g��u)�ײ���픲��������L������M����
�������������^�����c(di��n),����,�����ӹ�ˇ�{(di��o)�ص��`���ԣ�ԓ�(xi��ng)�о�ͨ�^�ڲ�ͬ���g�ГQ�������ܶȺ������ܶȳ��΅���(sh��),��ʹ�۳�픲��ĵ��S���^(q��)�����ֱ���,����Ч�����������������L���c��ͬ�r,���Ե��S����������ٴ����L������r,�����ڴ��ھ����������L���@�õ��������L�����ΑB(t��i)����S���ƽ�,���Y(ji��)�����������^���к��ѭ�h(hu��n)�����µľ����ֻ��О�,����K�@�õij��e�B(t��i)�M���ʬF(xi��n)��ȫ���S�ľ�����ò,��
1.png (61.22 KB, ���d��(sh��): 56)
���d����
2022-5-20 21:45 �ς�
�D1���慢��(sh��)���ι�ˇ��APP����Ʒ���e����ʾ��D��(a) �����Խ���ʹ��1200 W��2400 W�ļ����,��(b) �����Խ���ʹ��10 mm/s��20 mm/s�Ē����ٶ�
2.png (1.06 MB, ���d��(sh��): 62)
���d����
2022-5-20 21:45 �ς�
�D2 ���y(t��ng)���ι�ˇ��CPP���c���湦�ʳ��ι�ˇ��APP���@�õĺ��^������ò,��(a) CPP-1200 W��(b) CPP-2400 W,��(c)APP-1200 W&2400 W,��
3.png (613.86 KB, ���d��(sh��): 74)
���d����
2022-5-20 21:45 �ς�
�D3 ���y(t��ng)���ι�ˇ��CPP���c������ٳ��ι�ˇ��APP���@�õĺ��^������ò��(a)CPP-10 mm/s,��(b) CPP-20 mm/s,��(c)APP- 10mm/s & 20 mm/s��
4.png (1.49 MB, ���d��(sh��): 62)
���d����
2022-5-20 21:45 �ς�
�D4 ���y(t��ng)���ι�ˇ��CPP���c���慢��(sh��)���ι�ˇ��APP�����^����EBSD�D���O�D,��
5.png (1.4 MB, ���d��(sh��): 61)
���d����
2022-5-20 21:45 �ς�
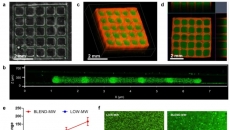
�D5���慢��(sh��)���ι�ˇ��APP��������ͬ����ľ���EBSD�D������(y��ng)�O�D
�ĺ��^������ò���R�D��EBSD�D�п��Կ���,��ͨ�^����ʹ�Ã��ײ�ͬ�ij��ι�ˇ����(sh��)�����^������ò���κ�һ����һ����(sh��)�r�Ĵִ����,���D(zhu��n)׃?y��u)齻�慢�?sh��)�r�ĵ��S��,���M(j��n)һ���Ħ���ͦ����O�D�������������@�õ�ȫ���S���Y(ji��)��(g��u)����(g��u)��(qi��ng)�����@����,����������ͬƽ���Ͼ�������Ŀ���(g��u)ָ��(sh��),��
6.jpg (70.79 KB, ���d��(sh��): 58)
���d����
2022-5-20 21:45 �ς�
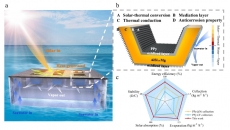
�D6 (a) ���y(t��ng)���ι�ˇ��CPP���c���慢��(sh��)���ι�ˇ��APP���@��ԇ�әM�v������Ҝ��������܌��ȣ�(b) APPԇ�����W(xu��)���ܸ������c�F(xi��n)���īI(xi��n)��(b��o)���Č���
����������TC4⁺Ͻ��ǰ���о���,�����@�õĺ��^������Ҫ�������,����˼�ʹͨ�^�{(di��o)�ع�ˇ����(sh��)���ֶν��ͳ��νY(ji��)��(g��u)�ď�(qi��ng)��ָ��(bi��o)�����ԣ�����ָ��(bi��o)��������Ȼ�S�����^��ˮƽ��>10%��,�������о���ͨ�^�γɵ��S��,�����W(xu��)����(qi��ng)�Ⱥ����Եĸ�����ָ��(bi��o)�քe���͵�2.4%��3.8%������چ�һ���΅���(sh��),���@�õ����W(xu��)���ܸ������@������,�����H��(sh��)�F(xi��n)�ˏ�(qi��ng)��ָ��(bi��o)�ĸ���ͬ�ԣ�<5%����ͬ�r��(sh��)�F(xi��n)������ָ��(bi��o)�ĸ���ͬ�ԣ�<5%��,���@һ�о��ɹ����������������⁺Ͻ�����Y(ji��)��(g��u)���O(sh��)Ӌ(j��)���ɶ�,�����M(j��n)һ���Ƅ��������켼�g(sh��)�ں��պ����I(l��ng)��ďV����(y��ng)�á�
7.jpg (118.5 KB, ���d��(sh��): 43)
���d����
2022-5-20 21:45 �ς�
�D7 ���������^����TC4⁺Ͻ��CET�О� ��APPԇ���Ы@�õ��S����ԭ��
8.jpg (103.21 KB, ���d��(sh��): 62)
���d����
2022-5-20 21:45 �ς�
�D8 APPԇ�ӵ��S���γ�ԭ��ʾ��D
ԓ�о�ͨ�^�����Ը�׃���ι�ˇ����(sh��),������������������۳������^�����۳�픲�CET���S���^(q��),���Y(ji��)�Ͼ����������L�͟�ѭ�h(hu��n)�ֻ�������������TC4⁺Ͻ��Ы@����ȫ���S���ľ�����ò����ͬ�Եă�(y��u)�����W(xu��)����,������CET�ǽ������������е��ձ�F(xi��n)��,�����ԓ���g(sh��)����������ϣ���@�õ��S���ĺϽ��wϵ��Ҳ�����@�Ñ�(y��ng)���,����ā��f,�����о�������������������^���й�ˇ����(sh��)�Ɍ�(sh��)�r�`���{(di��o)�ص����c(di��n),��ͨ�^һ���^���ݵķ�������Q��һ����������I(y��)��V���P(gu��n)ע�Ć��},��
|









 �ղ�
�ղ� �D(zhu��n)��
�D(zhu��n)�� ֧��
֧�� ����
����
 �����W(w��ng)����11010802043351
�����W(w��ng)����11010802043351