��Դ�����K����(li��n)��
��(d��o)�x�����ľC���˶����L-PBF�������M(j��n)չ����������Ϸ�ĩ���e�C(j��)�����۳��О顢ӡˢ����-���١�����-�մɺͽ���-�ۺ������ϽM�ֵĹ�ˇ���c(di��n)�Լ����ڵđ�(y��ng)�á����Ğ�ڶ����֡�
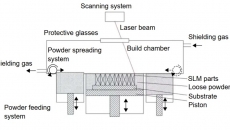
4�������L-PBF�{(di��o)���еIJ��Ϻ�ˇ����
L-PBF��ʹ�õĽ��ٷ�ĩ���ϰ���SS���F���Ͻ�SS���⣩���X�Ͻ�⁺Ͻ�Ⓕ��Ͻ��~�Ͻ�懻��Ͻ���������ϡ�߀�о����մɡ������;ۺ����L-PBF���о��ˆT���X���~�����P䓡���F�Ͻ��c����������Y(ji��)�ϣ����о���(j��ng)L-PBF̎���ď�(f��)�ϲ��ϵ��^�Y(ji��)��(g��u)�����W(xu��)���ܡ��cͨ���Ƃ书���ݶȲ��ϵĶ����L-DED�о���ȣ������L-PBF���о�ͨ��ֱ�ӽY(ji��)�σɷN��ͬ�IJ��ϣ������Dz��ù����ݶȲ��ϵ��^�ɽY(ji��)��(g��u)���@��������L-PBF�з�ɢ��N���Ϸ�ĩ�ļ��g(sh��)�y�ȡ�

640.png (543.26 KB, ���d��(sh��): 102)
���d����
2022-6-29 11:02 �ς�
��ͬ�о�С�M�U���ķ�ĩ���ԡ�ɢ�b��ĩ�О顢�^���з�ĩ���ܺ���K��������|(zh��)��֮�g�P(gu��n)ϵ�Ŀ�ҕ����
���J�IJ��Ͻ�����ܕ���(d��o)���}�������Ѽy�����@ͨ�������ڃɷN�����е�Ԫ��ȱ���ܽ��ԡ�����Y(ji��)��(g��u)��ƥ�䡢����Û׃���Լ������W(xu��)��(w��n)���Ĵ��Խ����g����γɡ����֮�£�F(xi��n)GM�Y(ji��)��(g��u)�IJ��ϽM����u��׃�����������@�IJ���߅�硣�@�p�����Ѽy���Ѕ^(q��)��Ě����ᑪ(y��ng)�����У��Ķ��������Ѽy�U(ku��)չ�Ͳ��Ϸӡ���ˣ�F(xi��n)GM�Y(ji��)��(g��u)���h���IJ��Ͻ�����Թ̣�ƣ�ډ������L������˹�ش�W(xu��)���о��ˆTչʾ��һ�N�����o��L-PBF�ӹ����ԣ�ԓ���Կ���ͨ�^L-PBF��ˇ����FGM��
4.1. ���X�p���ٵ�L-PBF
Wang���ˣ�2020�꣩����L-PBF�Ƃ��˾�������ұ��Y(ji��)�ϵ��p���٘�Ʒ��ԓ��Ʒ�ɃɷN�X�Ͻ�al�C12Si��al�CCu�CMg�CSi�M�ɡ�����^(q��)���F(xi��n)��Al2Cu���Д��˵�Ӳ�ȹ���Al�CSi���@�M������AlSi10Mg�CC18400��L-PBF���о��l(f��)�F(xi��n)��Al2Cu����al��CuԪ�ؔU(ku��)ɢ�a(ch��n)���ġ�����L-PBF����ľ�����(x��)�����@�ɂ��о��е��p���٘�Ʒ�����쏊(qi��ng)�Ⱥ������ʸ���ijЩ�v���١����Ѱl(f��)���ڻ����ϣ��������ڲ��Ͻ����ϡ�Nguyen��Park��Lee��2019�����Q�������g������Ӻ�ȕ�Ӱ�Fe��Al�ĽY(ji��)�Ϗ�(qi��ng)�ȣ�Ҳ�����f��ĤԽ�Y(ji��)�Ϗ�(qi��ng)��Խ�͡������g������ӵĺ���S���������ܶȵ����Ӷ����ӡ�
640-1.png (387.74 KB, ���d��(sh��): 71)
���d����
2022-6-29 11:02 �ς�
�x���Լ����ۻ�(SLM)ӡˢ��ˇ��
�ڶ����L-PBF�У�����ֱ���ۻ������ɱ���خa(ch��n)�������g�������һ���棬CS�����ڸ��N�����ϳ��e���١����ٻ���(f��)�ϲ��Ϻ��մɶ����ۻ����Ķ������˲����ۻ��ڵӻ�������ɵĚ�����(y��ng)������׃���Ѽy�͟�Ч��(y��ng)��Yin et al.(2018)��L-PBF�ӹ���Ti6Al4V�����ͨ�^CS���eAl + Al2O3����D5-a��ʾ�����Ͻ���δ�l(f��)�F(xi��n)ȱ�ݡ�
640.jpeg (447.37 KB, ���d��(sh��): 102)
���d����
2022-6-29 11:02 �ς�
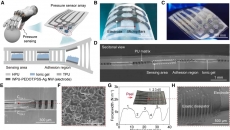
�D5a) L-PBF + CS�Ƃ��al - ti6al4v�p���٘�Ʒ��������@�M����b)��ָ���滥�i�Y(ji��)��(g��u)��316L-Cu10Sn�p���٘�Ʒ������Ͻ����@�M����c)�к͛]�з�ĩ���s�����ڷ�ĩ�ӌ��ȣ�d)ˮƽ316L-Cu10Sn FGM��Ʒ���䲻ͬ�ɷօ^(q��)�@�M����e) 316L-C18400�����ϵ��Ѽy�� f) 316L-Cu10Sn�����ϵ��Ѽy�� g)����Invar36-Cu10Sn��ĩ�ӵķӣ� h) W-Cu�����^�Y(ji��)��(g��u)�� i) SS-PET�����ϵ��^����Y(ji��)��(g��u)�� j) Cu10Sn-PA11 FGM������^�Y(ji��)��(g��u)��k) Cu10Sn -����FGM������^�Y(ji��)��(g��u)��
4.2. ���~�p���٣�Cu�CSS����L-PBF
Wei���ˣ�2018���O(sh��)Ӌ��һ�N�͙M��ָ���Y(ji��)��(g��u)��������316L�CCu10Sn��Ʒ�IJ��Ͻ��|��e���D5-b�����Ķ���߽���Y(ji��)�Ϗ�(qi��ng)�ȡ�������Cu10Sn�^(q��)�l(f��)�F(xi��n)�˿�϶���ѿp���D5-b�����@����?y��n)�ij�����ĩ�����������ų��ķ�ĩ�ڛ]���ⲿ����(sh��)������r���������ڷ�ĩ���ϣ���(d��o)�·�ĩ����ɢ�Ҷ�ס�ʩ���������s�������e��ĩ�ӿ���Ч���Ϳ�϶�ʣ��D5-c����Wei���ˣ�2019�����ó�����ĩ�c(di��n)�z�����Ƃ���һ��ˮƽ316L�CCu10Sn FGM��Ʒ���D5-d�����@���yʹ�Â��y(t��ng)��L-DED��L-PBF���졣�M�܃ɷN��ĩ�ijɷֱ�����ͬ��������֮�g��ұ��Y(ji��)����Ȼ���˝M�⣨�D5-d����Ȼ������(j��)��������и����c(di��n)��316L��ĩ����ȱ���ۺϡ��@һ�F(xi��n)���ԭ���c��(d��o)��Cu�CFe��L-PBF��δ�ۺϵ�ԭ����ͬ��
640-1.jpeg (48.95 KB, ���d��(sh��): 67)
���d����
2022-6-29 11:02 �ς�
��316 L/CuSn10��(f��)�ϲ��Ͻ���̎�M(j��n)��EDS������
һЩ�о��ˆT�о���L-PBF̎����316L�CC18400�CCu10Sn��Ʒ���^�Y(ji��)��(g��u)�����W(xu��)���ܡ��Y(ji��)���������p���ٵ����쏊(qi��ng)�Ⱥ������ʽ��ڃɷNĸ��֮�g���p����ԇ�ӵęM�����^�Y(ji��)��(g��u)�ڲ��Ͻ���̎��Ԫ�ؔU(ku��)ɢ�^(q��)���@��������߽Y(ji��)�Ϗ�(qi��ng)�ȡ�ֵ��ע����ǣ��@Щ�о��l(f��)�F(xi��n)����L-PBF���������Л]���γɴ��Խ����g�ࡣ���֮�£���316L��(c��)�IJ��Ͻ��棨�D5-e��-f�����^�쵽�Ѽy�������~�Ͻ���(c��)δ�^�쵽�Ѽy���@���J(r��n)����һ�N���͵�Һ�B(t��i)���ٴ��LME��ȱ�ݣ���ԭ���ǹ��w�����ڽ��|�ض�Һ�B(t��i)���ٺ�ʧȥ��չ�Բ��S�����ں��Ӯ��N���ٵ��о��У����@һ�F(xi��n)���M(j��n)���������о���
4.3. ���~�p���٣�Cu�CFe����L-PBF
�S���о��ˆT�ѽ�(j��ng)�о���Cu�CH13��L-PBF�������Cu��Fe�����û��U(ku��)ɢ���^�쵽Cu-H13��Ʒ�����쏊(qi��ng)�Ƚ���Cu��H13֮�g���������^���У����ڟᑪ(y��ng)���Ϳ�����s���^�쵽�Ѽy��Anstaett �ȣ�2017������f���~�Ͻ����䓵ij��e���Ӱ��˃���֮�g����Ûʧ�䌧(d��o)�µ��Ѽy�γɡ�
Sun��Chueh��Li��2020����Ni�CCu��L-PBF�M(j��n)�еĔ�(sh��)ֵģ�M�����������c(di��n)懺Ͻ��ĩ�o���_(d��)�����ۻ��ضȣ���δ�ۻ���懺Ͻ��ĩ�c�����c(di��n)��Һ�B(t��i)�~�Ͻ��ϣ�Ȼ���������]���ṩ�M(j��n)һ������Փ�������(y��n)�C�@�(xi��ng)�������ڌ��~-�u��L-PBF���о��У������һ����ƵĬF(xi��n)�����c(di��n)�u�w�������۳��У�δ�ۻ�����L-PBF���g�����伤�����Ĵ��������ӱ���ķ�ĩ���գ����ӵķ�ĩ�H���O����������ͨ�^���p��������36�CCu10Sn��L-PBF���о����C��(sh��)���@һ�F(xi��n)���������^�쵽�ģ�����܉��ۻ������c(di��n)�����٣�����36���������ܶȟo���ۻ�����36�CCu10Sn�����̻���ĩ���@ʾ�����@�ķӣ��D5-g�����~�Ͻ���ȫ�ۻ��������c(di��n)����36�w���ڷ�ĩ��픲��ۻ���
640-2.jpeg (52.54 KB, ���d��(sh��): 61)
���d����
2022-6-29 11:02 �ς�
(a) Fe��(b) Ni�ڽ���^(q��)���EDX�D��
���⣬��Cu10Sn��ĩ���ε�δ�ۻ�����36Ƕ���ۻ���Cu10Sn�С����߈�����@�������~�Ͻ�����^�ߵğጧ(d��o)���Լ��^�͵ļ��������ʺ����c(di��n)����(d��ng)�~�۲��ָ��w��ĩ�ӵ��ϱ���r�������@�����伤������Ȼ���������~���кܸߵČ�(d��o)���ԣ����յ������ܿ����ɢ�ˡ���ˣ�λ���~���·�������36��ĩ�o���@�������������ۻ����@�����}����ͨ�^���������ܶȁ���Q��
4.4. SS�p���ٵ�L-PBF
Mohd Yusuf���ˣ�2021��ʹ��L-PBF����316 L�CIn718�p���٘�Ʒ��ԇ�ӵĿ�϶�ʵͣ��o�Ѽy�����Ͻ�����F(xi��n)�����õ�ұ��Y(ji��)�ϡ��̑B(t��i)�����ڑB(t��i)�ăɷN�Ͻ��w�Y(ji��)��(g��u)������ͬ�Ć��������������w�Y(ji��)��(g��u)��������ͬ�خ�����׃���@�ɷN�Ͻ����Ҫ�ɷ֣�����Fe��Cr��Ni���������˝M����ܽ�ȡ��@��������ʹL-PBF�m�ϼӹ��-���P�FGM��Hengsbach�ȣ�2018�����Q��Marangoni����Ч��(y��ng)�Q����316L�CH13�p������L-PBF���g����316L�CH13������^�Y(ji��)��(g��u)�����̡�
640-3.jpeg (116.72 KB, ���d��(sh��): 74)
���d����
2022-6-29 11:02 �ς�
�@�D(a)����316L SS�r�����Ƃ��IN718�ķ��O�D(IPF)��ɫ�D����(b)��(c)�քe�ИO�D�ͷ��O�D����[001]�������Ƃ�����������͏�(qi��ng)�Ŀ���(g��u)���@�D(d)��IN718��316L SS�r��֮�g���^�����IPF��ɫ�D��a)��d)��(bi��o)ӛ��500 ��m��
Ti6Al4 V��316l�е�Ti��FeԪ�طքe�ڼ����ۻ��^���кϳ��к��Ĵ��Խ����g�࣬��TiFe��TiFe2���Ķ����ͽY(ji��)�Ϗ�(qi��ng)�Ⱥ��Ѽy����ˣ�Tey����(2020)�����L-PBF�Ƃ��Ti6Al4 V/316L�p���٘�Ʒ������0.5 mm CuA�~�Ͻ����g�ӡ������l(f��)�F(xi��n)��Ti6Al4V-CuA�����к������N�к���(��L21�����ࡢ�Ǿ��B(t��i)���Ti2Cu)��Ӱ������M���C(j��)е��(qi��ng)�ȵ��P(gu��n)�I���档�۳صķǾ����Ԍ�(d��o)�����������ԵĻ��w���γɏ�(qi��ng)Ӳ�ď�(qi��ng)���࣬�Ķ������˼�������ݔ�롣�@����������������(qi��ng)Ӳ�Ľ����-Ti��ı����͜p�����������ࡣ
4.5. ⁺Ͻ��p���ٵ�L-PBF
Ti5Al2.5Sn��Ti6Al4 V�������˝M��Ŀ��������Լ����õ�ұ������Ժͺ����ԣ���ˣ���������ͨ�^���⺸�ӵȺ��ӷ����p���B�ӡ�Wei���ˣ�2020���C����L-PBFҲ�m���ڼӹ����@�ɷN���ϽM�ɵď�(f��)�s�����Ti5Al2.5Sn��Ti6Al4֮�g��խ�oȱ��ұ��Y(ji��)�Ͻ��� �^�쵽Ԫ����U(ku��)ɢ��V�ӡ�����Y(ji��)�Ϗ�(qi��ng)�ȳ��^Ti5Al2.5Sn�ӡ�
Ti6Al4�е�Ti��NiԪ�� V��In718�քe��ұ���ϲ����ݣ����a(ch��n)�����Խ����g�࣬��TiNi3��Ti2Ni��Scaramuccia���ˣ�2020�꣩���Q����(d��ng)In718�������^20%�r����L-PBF�����Ti6Al4V�CIn718 FGM�ЏV���^�쵽Ti2Ni������Ѽy �����ٷֱȣ�%����
4.6. ����-�ۺ���M����L-PBF
Chueh���ˣ�2020�꣩�Y(ji��)���˃ɷNAM��������L-PPF��FDM�����ڼӹ����پۺ��SS-PET������������O(sh��)Ӌ��(li��n)�i�Y(ji��)��(g��u)���D5-i�����SPET�cSS�γ�(li��n)�i�Y(ji��)��(g��u)��SS�CPET���^���F(xi��n)�����˝M��ļ��к����쏊(qi��ng)�ȡ�����һ�(xi��ng)�о��У�Chueh���ˣ�2020�꣩�O(sh��)Ӌ��һ�N��(d��)�ص��p��ӷ�ĩ���e�b�ã����ڷ����p�|(zh��)�������Ծۺ����ĩ��PA11����ʹ��ԓ�O(sh��)�䣬�����ɹ���������Cu10Sn�CPA11 FGM��Ʒ���D5-j�������M(j��n)һ���о��˼��������^���н��ٺ;ۺ���֮�g������ã�Chueh��Zhang��et al.2020��������ָ���������@�ɷN���ϵ����c(di��n)�����@��������O(sh��)Ӌ����-�ۺ�������r��횱����@�ɷN���ϵ�ֱ�ӽ��|���Է�ֹ�ۺ�������ٵĸ����c(di��n)�����l(f��)������߀�l(f��)�F(xi��n)����Cu10Sn��ĩ����������PA11��5 vol%�����@������L-PBF̎����Cu10Sn�ı����|(zh��)����
4.7. �����մ�/�����M����L-PBF
����-�մɏ�(f��)�ϲ��Ͽ����@���������ı���Ӳ�ȡ���ĥ�ԡ����W(xu��)���Ժ͜ضȷ�(w��n)���ԡ�Trenke��M��ller��Rolshofen��2006�������L-PBF�^�������N���ܵĽ���-�մɷ�ĩ�M�ϣ��Ӡ����-�մɡ�����-�մɷ�ĩ��(f��)�ϲ��Ϻ����ڽ��ٌ��ϵ��մ�Ϳ�ӣ��@Щ������ͨ�^L-PBF���a(ch��n)��Koopmann��Voigt��Niendorf��2019���l(f��)�F(xi��n)�����մɟo����ȫճ�Y(ji��)��䓱��档Ȼ�����������۲��Ժ�ճ�Y(ji��)��(qi��ng)����ߣ��Ķ��ڽ���-�մɽ����γ���X��i�^�Y(ji��)��(g��u)��
��������(qi��ng)⁻���(f��)�ϲ�����һ�N����ǰ;�ĺ��պ�����ϡ����磬�ɷַּ��u݆�~Ƭ��AM���ô���ϡ�TiB����γ�Դ��Ti��TiB2֮�g��ԭλ����(y��ng)��ԓ����(y��ng)�ɸ߹��ʼ��������|�l(f��)��Shishkovsky��Kakovkina��Sherbakov��2017����һ�(xi��ng)����о�Ҳ������@�N�F(xi��n)��
Zhang���ˣ�2019�������L-PBF����Ľ���-�K��-ʯ�Ҳ������������ڲ��Ͻ��挍(sh��)�F(xi��n)�����˝M��ęC(j��)еճ�ϡ�����߀�����ȱ�ݣ�������Ӱ푅^(q��)��HAZ���еIJ����w���ۻ������Լ����ڲ������е��Ѽy������һ�(xi��ng)�{(di��o)���У�չʾ�˽���-����FGM��Ʒ���@Щ��Ʒ�ęM������D5k��ʾ�����Ͻ���δ�^�쵽Ԫ�ؔU(ku��)ɢ�����Ѱl(f��)���ڿ����մɻ���(f��)�ϲ��υ^(q��)�Ľ���̎��
640-4.jpeg (119.33 KB, ���d��(sh��): 72)
���d����
2022-6-29 11:02 �ς�
�����ۻ���ÿ����ĩ���ʵĴ�ֱ�ݶȽY(ji��)��(g��u)�ͱ���ҕ�Dʾ��D����a�������࣬��b��15%������MMC������c��35%�������^���ࣩ����d��65%������CMC������e�������࣬��f���~�Ͻ�Ͳ���֮�g�Ľ��棬�oFGM��
�oՓ���������Ƿ���ݣ���L-PBF��̎���ăɷN����֮�g�Ľ���ͨ�����F(xi��n)�����˝M���ұ��Y(ji��)�ϡ�ֵ��ע����ǣ������p����L-PBF������ɷN���ٵľ���(sh��)��ƥ�䡢Ԫ�ز����ݻ����c(di��n)���ܴt�����׳��F(xi��n)ȱ�ݣ����������g�ࡢLME���Ѽy��δ�ۺϣ���
5 �����L-PBF��ӑՓ������(zh��n)
5.1. ���ϿƌW(xu��)����(zh��n)
�mȻL-PBF����������bi���Ϻ�FGM�Y(ji��)��(g��u)�������ڲ��ϿƌW(xu��)���������R����(zh��n)�������˽���Խ����g���γɡ�LME��δ�ۺϺ�Ԫ��ƫ���F(xi��n)������ɷN���ϵľ���ƥ�䣬Ԫ��ȱ���ܽ��ԣ����߃ɷN���ϵ����c(di��n)���ܶ����ܴt���ܕ����F(xi��n)�@Щȱ�ݡ�����ӑՓ�@Щȱ�ݵ��γəC(j��)�ƺͽ�Q������
5.1.1. ���Խ����g��
��L-PBF�Ю��N���ٵ��ۻ��^���У������е�Ԫ�ذ���һ����(sh��)����ԭ���M(j��n)�ДU(ku��)ɢ�ͽY(ji��)�ϡ��@���܌�(d��o)�����ࣨ�������g�ࣩ���侧������cĸ����ȫ��ͬ������M�ɺϽ��Ԫ�ص���ӌӽY(ji��)��(g��u)��ԭ�Ӱ돽�;��w���������ͬ���t�������γ��@�N���ࡣ�@Щ�����g��ͨ���ஔ(d��ng)�࣬���Ҿ��и�Ӳ��ֵ�����c(di��n)���@�������̲����Юa(ch��n)��ȱ�ݣ������Ѽy�����ԑ�(y��ng)�����N���g(sh��)���˷������g������Ć��}��
��1�����DӋ�㣨CALPHAD��
���o�C(j��)���ϵ��������|(zh��)���ஔ(d��ng)��Ӱ푵�һ����Ҫ�������ࡣ���D�Ɍ�(sh��)�(y��n)�y���ͽy(t��ng)Ӌ�����W(xu��)�����M�ɣ�����������ڲ�ͬ�ضȺͳɷ��µ������ṩ�˻�����Ϣ�����ڌ�(sh��)�(y��n)�͟����W(xu��)���������DӋ��ͨ�����Q��CALPHAD��Kaufman��Bernstein���Ƚ�B��CALPHAD��
CALPHAD��������(j��)ÿ���M���ࣨ�����ࡢҺ�ࡢ�����w�ͻ�����ľ��w�Y(ji��)��(g��u)���������W(xu��)ģ�͡�ͨ�^�u���ͺY�x�����ϵ�y(t��ng)��һ���ضȺ͉����µČ�(sh��)�(y��n)����ՓӋ�㔵(sh��)��(j��)�����Դ_������ϵ�y(t��ng)�и���ļ���˹�����ܡ��ڴ˲��E�У���회�ģ�ͅ���(sh��)�M(j��n)�ДM�Ϻ̓�(y��u)�������ʹ��CALPHAD�����˶�M�ֲ���ϵ�y(t��ng)�ğ����W(xu��)��(sh��)��(j��)�졣�D6�@ʾ��CALPHAD���������̡�CALPHAD��һ�N���õğ����W(xu��)Ӌ�㷽���������ڴ_����M��ϵ�y(t��ng)�ğ����W(xu��)���|(zh��)�����⣬��Ҳ�Dz��τ����W(xu��)���^�Y(ji��)��(g��u)�ݻ�ģ�M�ğ����W(xu��)���A(ch��)����ˣ�CALPHAD�������V�������²��Ϻ��¹�ˇ���аl(f��)��
640-5.jpeg (102.18 KB, ���d��(sh��): 83)
���d����
2022-6-29 11:02 �ς�
�D6 CALPHAD���̈D��Xu et al.2016����
CALPHAD������һ�N���õļ��g(sh��)�������@ʾ�ݶȽ��ٲ���L-DED��L-PBF���������A�ν����g����(q��)�����������ɺ˄����W(xu��)�����|(zh��)ƫ��/���䡣���_�x����ƽ��Ӌ�㣨Bobbio��Otis��Paul��et al.2017�����ƽ������W(xu��)Ӌ�㣨Liu et al.2020�����Ԟ��(zh��n)�_�A(y��)�yL-DED��FGM�����γ��ṩ�P(gu��n)�I��Ϣ��ԓ�����ڹ����ݶȲ���L-DED���о��еõ��ˏV����(y��ng)�ã�ֵ���ڶ����L-PBF���о��Б�(y��ng)�á������g����γ��c���ϵĽM�ɱ�ֱ�����P(gu��n)����ˣ��ڹ����ݶȲ����У����Ը���(j��)�����W(xu��)Ӌ��Y(ji��)���˹��O(sh��)Ӌ����A��B���^��·�����@ʹ�����^�a(ch��n)�������g��IJ��ϱȷ����ɞ���ܣ��Ķ��ĸ����ϱ���a(ch��n)���@Щ�к��ࣨReichardt 2017������s�ٶȌ�FGM AM���g����׃�;������L����ҪӰ푣�Bobbio��Otis��Paul�ȣ�2017������ˣ�����ʹ��CALPHAD��������(j��)���D�A(y��)�y�ӹ��^���е����γɣ����ҿ��Ԍ��ӹ��ضȿ��������뷶����(n��i)���Ա�����F(xi��n)�ڶ��ࣨBobbio et al.2018����
640-6.jpeg (60.02 KB, ���d��(sh��): 55)
���d����
2022-6-29 11:02 �ς�
CALPHAD���̈D��
��2���ڃɷN����֮�g�����^�Ɍ�
���Խ����g�����}����һ����(sh��)�H��Q�����������^�Ɍӣ��^�Ɍ����c�ɷN�������P(gu��n)�ľ�������ұ������Ե�Ԫ�ؽM�ɡ��^�Ɍӷ�ֹ�ɷN����֮�g��ֱ�ӽ��|���Ķ���K��ֹ�����g��������γɡ�
��3�����Ӳ�����չ�Եĵ����N����Ԫ��
�ڶ����L-PBF��ˇ�м������������N����Ԫ������߽����g����չ�Եĝ��ڽ�Q���������磬ͨ�^����0.02�C0.05 ���ڴ��ԶྦྷNi3Al��Ni3Al���Ҝ��������L�ʿɏļs0�C40%�C50%���ӡ�ͨ�^��Ni��Fe������QCo3V�����g���е�Co��Co3V�ľ�����ԏķ����������νY(ji��)��(g��u)��D019���D(zhu��n)׃?y��u)��������������Y(ji��)��(g��u)��L12����
��Դ��Recent progress and scientific challenges in multi-material additive manufacturing via laser-based powder bed fusion, Virtual and Physical Prototyping��DOI: 10.1080/17452759.2021.1928520
�����īI(xi��n)����The Microstructure and Mechanical Properties of Selectively Laser Melted AlSi10Mg: The Effect of a Conventional T6-Like Heat Treatment.�� Materials Science and Engineering A 667: 139�C146. doi:10.1016/j.msea.2016.04.092.
| 






 �ղ�
�ղ� �D(zhu��n)��
�D(zhu��n)�� ֧��
֧�� ����
����
 �����W(w��ng)����11010802043351
�����W(w��ng)����11010802043351