��Դ��Ӣ���
�S��偠t��ȼ������ӻ��İl(f��)չڅ��,��ȼ���偠tĤʽ�ڵĸ��g�����ӏ�(qi��ng)�ң���Ĥʽ�ڱ���Ѻ�һ�����g���ϳɞ����LĤʽ��ʹ�É�������Ҫ��ʩ,��Ȼ��,�����y(t��ng)�ĺ��ӷ�ʽ���˹���ه�̶ȸߡ����a(ch��n)Ч�ʵ�,���ɱ��������a(ch��n)�|(zh��)��Ҳ����(w��n)��,��ENIGMAͨ�^���ڈD�ΈD���g(sh��)��GIIW���(q��)�ӵ����ܺ��Ӽ��g(sh��)���Ĥʽ��ȫ�Ԅӻ����a(ch��n)���O��ĸ������@һ���},�����a(ch��n)�^�̿ɜp��80%����,����(ji��)ʡ50%���ϳɱ���Ч������30%,���|(zh��)����(w��n)���ɿ�,��
�S��������M(j��n)���ͿƌW(xu��)���g(sh��)�İl(f��)չ�����N�C(j��)е�O(sh��)�����ش��ͻ�,����Ч��,�����|(zh��)���ķ���l(f��)չ�����C(j��)е�a(ch��n)Ʒ�Ŀɿ��Ժ�ʹ������Ҫ��Խ��Խ��,���Ѻ�������ϱ�����Ե�һ�N��(j��ng)��(j��)�����ٵĹ�ˇ����,��������߮a(ch��n)Ʒ���O(sh��)�������,�����Lʹ�É��������ͳɱ�,�����Խ��Խ��ؑ�(y��ng)���ڸ������I(y��)���T�����������ޏ�(f��)��,��
�Ѻ�������������߅���۷���ĥ�����g���������ܵĽ��ٌӁ������p����������ޏ�(f��)���β��ϸ�Ľ����f����Ĺ�ˇ����,���S����I(y��)���ں��ӹ�����Ҫ����u���Ի�,�����ӹ�ˇ���ӏ�(f��)�s,��������(sh��)�ͺ��ӹ�ˇ����,��������u�����ܻ�����l(f��)չ�����ܻ��o�˻�����Ҳ��Ȼ�ɞ�δ�����I(y��)����İl(f��)չڅ��,��
�͑�����
�����еĹ�����Ĥʽˮ���,��Ĥʽ���Ǵ���ˮ��偠t���ܟ��棬偠t�ɹܵ��������Ƴ�,������Ҫ���ՠt���иߜ�ȼ���a(ch��n)���ݗ�����,�����|(zh��)�������������\(y��n)�ӣ��ܟ����l(f��)�D(zhu��n)�Q����������,����Ҫ�����̘I(y��)���I(y��)�l(f��)�,�����挦Խ��Խ�yȼ�����g��Խ��Խ��(qi��ng)��ȼ��׃��څ�ݣ�Ĥʽˮ��ڷ��ۭh(hu��n)����څ����,���O���ܵ�偠t��(n��i)�ߜ�,������ȸߜظ��g�ͱ���_�g����(d��ng)�ض��_(d��)��350�����ϵĸ��Ⱥ������|(zh��)���w,���ܴ�ʹÿ��2mm���ϵ�䓲ĸ��g,���@Щ���ؕ���(d��o)��偠t���\(y��n)�д��ڰ�ȫ�[��������Ñ����ò���Ĥʽ���_�l(f��)�~�������ʩ�����������Ѻ�һ�����g����,�����LĤʽ�ڵ�ʹ�É���,�������I(y��)���a(ch��n)Ч�ʣ��������a(ch��n)�ɱ�,������(qi��ng)��I(y��)���ĸ�����,��

640 2.jpg (57.5 KB, ���d��(sh��): 179)
���d����
2023-4-20 09:47 �ς�
�˰����У��͑���Ҫ���L12��Ĥʽ�ڹ����ⲿ,���Ѻ�һ�����g��Ni625�Ͻ������CĤʽ���܉�һ����ʹ��5-6������,��ͨ��ÿ�긯�g�ٶȼs��0.2~0.3mm������(y��u)�Ѻ���ȼs��1.2-1.8mm,�����܉��C�ȹ�(ji��)ʡ�������_(d��)�����g������Ҫ��,��ϡ��ʞ��۷���ٱ�ϡጵij̶ȣ�������Ч����Q��������,���͵�ϡ�����ζ���O(sh��)���ʹ�É������L,��ͨ��ϡ��ʲ���FeԪ�����۸���������ռ�İٷֱȁ���ʾ,��һ��偠tĤʽ�ڵ�Ni625�Ͻ�Ѻ�Ҫ��ϡ��ʡ�5%��
���y(t��ng)���ӷ�ʽ
�͑�֮ǰ���ð��Ԅӻ����ӵķ�ʽ,���mȻ�Ѻ��Ɍ��C(j��)��(zh��)��,����߀���˹��_�J(r��n)����λ���{(di��o)�������ˑB(t��i)�����a(ch��n)���ڱˣ�
640-1 2.jpg (85.81 KB, ���d��(sh��): 180)
���d����
2023-4-20 09:47 �ς�
���a(ch��n)Ч�ʵ�
ÿһ���Ѻ����p���˹��C(j��)еʽ�{(di��o)������λ��,���軨�M(f��i)һ���ĕr�g,�����ҶѺ��^����Ҫ�˹���(sh��)�r�^��O(ji��n)�y�����|(zh��)����ȫ����ͬ���a(ch��n),�����ߙC(j��)ͣ,���o���������g�����a(ch��n)��
�˹��ɱ���
���Ԅӻ��Ѻ���ʽ��Ҫ�˹�ȫ��һ��һ��a(ch��n),���˹��ɱ���,������?y��n)����a(ch��n)�h(hu��n)�����(d��o)���ˆT�����Դ�,���ڟo�����M(j��n)һ����������I(y��)�����˳ɱ�,��
���ϳɱ���
ԭ���ĶѺ���ˇ�˞����ظɔ_�����|(zh��)������(w��n)��,����ɲ������M(f��i),��
��Q����
���ļ��g(sh��)
GIIW�����ڈD�ΈD���g(sh��)�(q��)�ӵ����ܺ��Ӽ��g(sh��)
����ϵ�y(t��ng)�O(sh��)��
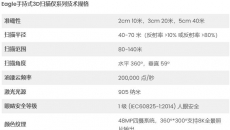
·��Ҏ(gu��)��ܛ��IungoRP��ˮ����b�A��λģ�K,�����I(y��)���S�C(j��)����,�����I(y��)3D���C(j��)������ƽ�_,�������Դ�����������O(sh��)��,��
��ˇԭ��
ͨ�^ҕ�X�ɼ��D����Ϣ���R�e��䓹ܺͱ���Π�������λ����Ϣ��Ӌ(j��)��Ѻ�·��,�������ˑB(t��i),��ƥ�亸�ӹ�ˇ�����ҿ���ͨ�^3Dҕ�X,�����������b�A,��׃�Ρ���������ߴ羫�ȵ�����������`��,��Ӌ(j��)��������ĶѺ�·���ͺ��Ӆ���(sh��),���D(zhu��n)�Q��C(j��)���ˈ�(zh��)�д��a�����Ĥʽ���Ԅӻ����a(ch��n)����,��
640.jpg (40.46 KB, ���d��(sh��): 170)
���d����
2023-4-20 09:47 �ς�
GIIW���ܺ��Ӽ��g(sh��)����(d��o)�ĺ������a(ch��n)�^�� IungoRP����ܛ��������ܛ����(n��i)�������Ϣ,���������ܺ���
3Dҕ�X���衪���M(j��n)�к��Ӷ�λ����(d��o)�����ڟo���˹����A(y��)����r���M(j��n)�Мy��,��
�����ꮅ,�������c(di��n)�ƈD�����D����������,���������ṩ�����Ĕ�(sh��)��(j��)֧�Ρ�
���ܺ��ӡ���ܛ��ͨ�^ҕ�X���蔵(sh��)��(j��)���Ԅ��R�e��������������Ҏ(gu��)������·����ƥ�亸�ӹ�ˇ����(sh��),��Ӌ(j��)�㺸���ˑB(t��i)���°l(f��)���C(j��)����,��
3Dҕ�X���衪���ھ���������|(zh��)���z�y���ҙz�y�Y(ji��)�����и߾���,���߿ɿ���,��
��(y��u)��
���Ͳ��ϳɱ�
���y(t��ng)MIG�Ѻ���ʽ��ȼs��2.5mm���ҡ����F(xi��n)���O(sh��)����������º��������ϵ���ˮƽ�[�ӵķ�ʽ�M(j��n)�к���,���۳������Ը���,�����CMT���Ӽ��g(sh��)�������������Ƽ��g(sh��),�������^�̿��Ɣ�(sh��)�ֻ�,���ͽz�ٶȷ�(w��n)������ݔ������,�������ڜp�ٺ��Ӯa(ch��n)�����w�R,���ںܴ�̶��ϱ����˚�Įa(ch��n)���������w������˺��ӱ�������|(zh��)��,�����ڱ��Cϡ��ʡ�5%����r��,���ɷ�(w��n)�����Ӻ�ȆΌӶѺ���1.2mm�����ϳɱ��ɹ�(ji��)ʡ50%����,�����������˲���������,��Ҳ�����˲��ϳɱ���
640-1.jpg (50.14 KB, ���d��(sh��): 164)
���d����
2023-4-20 09:47 �ς�
�����˹��ɱ�,��������a(ch��n)��
��(y��ng)��GIIW���ܺ��Ӽ��g(sh��),��һ���T������ͬ�r�O(ji��n)�ض����O(sh��)�����a(ch��n)��B(t��i)���������8�_�O(sh��)��Ӌ(j��)��,�����y(t��ng)�Ѻ��D(zhu��n)�C(j��)��Ҫ8������a(ch��n),�����F(xi��n)��ֻ��Ҫ2���ˁ���ɣ��ڱ��C�a(ch��n)�ܵ�ǰ���¿ɜp��80%���ҵ�����,��
640-2.jpg (69.97 KB, ���d��(sh��): 157)
���d����
2023-4-20 09:47 �ς�
������Ч,��������a(ch��n)Ч��
ܛӲ����ϣ����ܻ�����,���o�˱O(ji��n)�y�rҲ���Բ�ͣ�ĺ���,��������24С�r���g�����a(ch��n)�����a(ch��n)Ч�����30%����,��
640-3.jpg (50.7 KB, ���d��(sh��): 174)
���d����
2023-4-20 09:47 �ς�
������
偠tĤʽ�ڲ���GIIWĤʽ�ڶѺ�ϵ�y(t��ng)�Ѻ�Inconel625懻����Ϸ��o(h��)��ʩ��,��ȡ�õ�Ч�����£�
- ���o(h��)��ʹ�É������_(d��)5������,����(sh��)�F(xi��n)�˰l(f��)��O(sh��)��İ�ȫ���a(ch��n)��(w��n)���\(y��n)�С�
- ��Q���ܟ��港�g���},����偠t�ܟ���ij��ܘO�ޜض������@����,����̎��ȼ���������ӿ��_(d��)30%��ȡ�������õ����Ч��,��
- �ܱڷe�҆��}Ҳ�õ��˺ܺõĸ���,������˟��D(zhu��n)�QЧ�ʣ��Ķ�����˰l(f��)늏S�İl(f��)���,����(j��ng)��(j��)Ч���@��,��
�͑�����
Ŀǰ����(y��ng)��Ӣ���?sh��)�GIIW���ܺ��Ӽ��g(sh��),�����H�����������҂������a(ch��n)Ч��,�������˺��ӱ�������|(zh��)���������˹������ϳɱ�,��߀�O��ĸ����ˆT���Ĺ����h(hu��n)��,�������Ѻ��^�̘�(bi��o)��(zh��n)�����o�˻�,����������I(y��)�ͮa(ch��n)Ʒ�ĺ��ĸ�����,������I(y��)�ɳ��m(x��)�l(f��)չ��һ��֮�����������^�ڂ��y(t��ng)����,���@�N���ܺ��ӷ�ʽ�T����δ����M��ϣ��Ҳ���˸������,��
|







 �ղ�
�ղ� �D(zhu��n)��
�D(zhu��n)�� ֧��
֧�� ����
����
 �����W(w��ng)����11010802043351
�����W(w��ng)����11010802043351