�ϘO�܌��x��֧�νY���dzɹ����a(ch��n) 3D ��ӡ��������Ҫ����֮һ,���mȻ 3D ��ӡ��һ���P�I��(y��u)�������܉�(chu��ng)��������ʽ�͏��s�Ď��Π�,���������ʹ��֧�νY����3D��ӡ�ṩ�Ĵ��OӋ���ɶ����y�Ԍ��F(xi��n)�ġ�
֧�Ό��ڷ�ֹ���׃�κ������Լ�������;���P��Ҫ,�����ԣ��W���J�R���OӋ֧�νY���dzɞ��������칤�̎����Ҫ���յļ���,���ڱ���������,���ϘO��̽ӑ��֧�νY���ڲ�ͬ��ӡ���g������Ҫ��(y��u)ȱ�c,��ȥ���Լ��������ȵp��֧�ε�ʹ��,��
֧�νY����3D ��ӡ�е���Ҫ��
�c������ 3D ��ӡ���gһ��ʹ�ã�֧�νY�������ڴ_������� 3D ��ӡ�^���еĿɴ�ӡ��,��֧�ο��Ԏ�����ֹ���׃��,��������̶�����ӡ���ϣ����_������B�ӵ���ӡ��������w,�������_�ּ�һ��,���ڴ�ӡ�^����ʹ��֧�Σ�Ȼ�����Ƴ�,��

640.png (717.44 KB, ���d��(sh��): 99)
���d����
2023-6-19 10:27 �ς�
���Џ��s�OӋ��������Ҵ�,���͘������ӡ������������(zh��n)�ԡ��Խ���3D ��ӡ����,������ӡ���Бҿջ��ӽY���r,�������ʹ��֧�νY�������ڴ�ӡ�^����������׃��,�������������̮��,����֧�νY�����Ԏ�����ֹ��ӡ�^�����ѳ��β��ֵĵ�������������˴�ӡ�ɹ���,��Ȼ��,�����������еđҒ�Y������Ҫ�~���֧��,�����,�����Ғ�Y���Ĵ�ֱ�Ƕ�С��45�ȕr���Ғ�Y������Ҫ֧��,�����@�N�Y���Ĵ�ֱ�Ƕ�С��45�ȕr,��3D��ӡ�C���������ϵ�ˮƽƫ�ƺ�С��ʹ���όӯB����һ��ƫ�ƺ�С�Č���,����ôÿһ�Ӷ������ṩ֧����һ�����e,����ˣ�45�Ƚ���һ���R���,���κ�С�� 45 �ȵĽǶȶ�����Ҫ֧��,����Ȼ���@Ҳ��Ҫ����(j��)��ӡ�C�����ܺͲ��ϵ����|(zh��)���_��,�������ӡ�C�����ܲ���,��Ҳ������ҪС�� 45 �Ƚǵ�֧��,��
���⣬���������3D��ӡ�@�ӵļ��gһ�㶼���漰�ߜ��^��,���@�r��֧��Ҳ���Գ䮔ɢ��������,���@�����������������^���������ӵ�֧�νY�������ڌ�����������ώ��ߣ��Ķ���ֹ�ڴ�ӡ�^������ߜض��a(ch��n)����������,������׃��,���N�����_�ѵ�ȱ�ݵ��γɡ�
��Ȼ,������ֻ�н���3D��ӡ�ŕ�����֧��,�������� 3D ��ӡ���g����Ҫ��ij�N�̶��Ͽ��]����֧�νY�������±���ʾ,��չʾ�˲�ͬ3D ��ӡ������ʹ��֧�η���IJ��
| ���gԭ�� | ���� | �Ƿ���Ҫ֧�� | �x���Լ����ۻ� (SLM) ֱ�ӽ��ټ�����Y (DMLS) ֱ���������e (DED) ������ۻ� (EBM) | ���ٲ��� | �� | ���w��� (SLA) | ��ۺ��� | �� | �x���Լ�����Y (SLS) | ��ĩ���� | �� | ���χ��� | ��ĩ���� | �� | ���ڳ��e���� (FDM) | ���������� | �� | ճ�τ����� | ��ĩ���� | �� |
��ĩ���ںϣ�SLM,��DMLS��EBM��
֧�νY���ڽ���3D��ӡ�в��ɻ�ȱ,���M�ܻ��ڷ�ĩ�����ڼ��g�����β���������ɢ�ķ�ĩ����,��Ҳ����һ����֧��Ч����Ȼ��,���@Щ���gʼ�K��Ҫ֧���Դ_�������̶��ڻ����ϲ��p�p����������ɵ�Ӱ�,������]��֧�νY�����Ғ��Aб�IJ����Լ����ٵă�(n��i)�������p�Ĵ�ӡ������,�����´�ӡʧ��,��ͨ�����v�����ڷ�ĩ��ԭ���Ĵ�ӡ���g�е�֧�νY����Ҫ�֞�ɂ���ͣ�
����֧�Σ��@�N��͵�֧�����B�ӵ������Ғ�Y���Ĵ�ֱ�����M��,�����@�N��͵�֧�ָ��y�Ƴ�,��
���֧�Σ��@�N�Y����֧������ژ�֦���Π������֧������đҒ첿��,����ֻ�B�ӵ��Ғ�λ��,�����ă�(y��u)�c�Ǹ����ײ�ж���Ҳ����������������κ���������Ҫע�����,�����֧�νY��ֻ�m���ڷ�ƽ��Ғ�,������ƽ��Ғ죬�������ṩ����֧��,��
�����ڴ�ӡ�����ײ��ʹ�ӡ��֮�g�Ľ��|�^(q��)������֧��,���@�ǚ���������еĵط����@�����ڌ������IJ����Ў���,���Ķ�����ȵp�ٿ��܌����_��,���N�����´����Ӻ��տs�ğ�׃��,��
ֱ���������e (DED)
ֱ���������e��ͨ�^ֱ���ۻ�����,�����Ӷѷe�������������ͬ�ڷ�ĩ�����������β�����߅�۴�����һ����֧������,��ʹ�� DED ��ӡ�IJ�����ȫ���������S���g��(n��i),������ͬ����Ҫ֧�νY���Դ_��������(w��n)���ԡ����s�����Ŀɴ�ӡ�Ժ�ɢ����,��
1,��֧���OӋ
�ڞ���÷�ĩ���ۺϼ��g���a(ch��n)������OӋ֧�Εr����Ҫ����Ҫ�_����������Ó�x���w,����t�����o���ں�̎���A���Ƴ�,�����ٲ�����֧��ͨ����ӡ��W(w��ng)��Y����ͨ�^�@�N��ʽ,�������䮔ɢ����,��������������D(zhu��n)���ߣ�ʹ���Ը��ɿصķ�ʽ��s������׃��,��ͬ�r��(ji��)ʡ���ϳɱ��ͽ���r�g,��
���Ӹ���֧��ͨ�����a(ch��n)�������_����������@Ҳ�����Ӹ���ijɱ��ͺ�̎��r�g,����Ȥ����,�����m��˾ MX3Dͨ�^�����S�Cе���c���әC��Y�ϣ���(chu��ng)����һ�N���� 3D ��ӡ����,�������ڛ]��֧�ε���r�´�ӡ�������,��
640.jpg (22.31 KB, ���d��(sh��): 43)
���d����
2023-6-19 10:28 �ς�
��MX3D�ğo֧�ν���3D��ӡ����
2��֧��ȥ��
���ٲ�����֧��ȥ��ͨ���Ȼ��ھۺ���Ĺ�ˇ�����y,������ͨ����Ҫ�и��,�����⣬�����Ʒ��������^����Ҫ,���t�������߀��Ҫ�M�к�̎���������ĥ���ԫ@�ù⻬�ı���❍��,��
��жģ�͕r��ֻҪ�������_,����֧�ζ��dz����ײ�ж,������,��������ڿ������ֲ����IJ�������ָ�p�p���_֧��,����������λ�õĵط����҂������x��ʹ�ù��߁����֧��,�����������Q,���ε�����̵���,��
���w��� (SLA)
640 (1).jpg (48.89 KB, ���d��(sh��): 55)
���d����
2023-6-19 10:29 �ς�
������֧�νY�������w��� SLA 3D ����,��[�DƬ��Դ��Formlabs]
���w��̵Ĺ���ԭ����ʹ�ù�Դ���̻�Һ�B(t��i)��֬,�������@헼��g����Ҫ֧�νY���Ԍ�����ι̵��B�ӵ���ӡ���ϲ���ֹ�N��,��
SLA ��ʹ�õ�֧�ηdz���,�����˹�(ji��)ʡ���ϣ�ֻ���p�p���|�������,���@��ζ�������������ք��Ƴ�,���oՓ������߀��ʹ���Q�ӡ�����,�������Ƴ�֧�Ε�����K��������º��E,�������Ҫ��ĥ�Դ_���⻬�ı���❍�ȡ�
1,��֧���OӋ
SLA ��(j��ng)��������Ҫ���^��⻬����❍�ȵđ���,������ҕ�Xԭ�͡�ģ�ߺ��� ��,��������@�N��r,����Ҫ�����OӋ����Դ_����ӡ����ǰ��^(q��)���c֧�νY�����|���@���������λ�OӋ������,��
�����λ���OӋ�A�ε�һ����Ҫ���]����,��������¶�λ������Ԏ����p�������֧����������,���ܠ�������ˮƽ���Ì�ռ�ø�����g,�������Ҫ����֧�Ρ����֮��,��ͬһ���������ֱ���Ì��_�����������ٵ�֧���B�ӵ���������,��
���ڳ��e���� (FDM)
640 (1).png (574.23 KB, ���d��(sh��): 94)
���d����
2023-6-19 10:29 �ς�
�����ڳ��eFDM��ģ��֧�νY��
���ڳ��e���� ��FDM��F(xi��n)usedDeposition Modeling�����g��ͨ�^���ӔD���ӟ�ļ��z�턓(chu��ng)�����,��ÿһ����s���̺��cǰһ��ճ�Y��һ��,��
1��֧���OӋ
FDM ��ˇ�е�ÿһ�Ӷ���ͻ��,���Ա������ԔUչ������ǰ�ӵČ���֮��,���@��ζ�������ڛ]��֧�ε���r��(chu��ng)���Ƕ����� 45�� ������������,���� FDM ����đҴ����^ 45�� ��������� 5 ���Ę�����ͻ������������r,������Ҫ֧�Ρ�FDM ��֧�ο��Բ�ȡ�W(w��ng)��Y������ʽ,�����ߘ��Y��,��
2��֧��ȥ��
���ڏ� FDM ��ӡ��ȥ��֧�εļ��g֮һ�ǻ��W�ܽ��Q����ͨ��,�����I(y��) FDM 3D ��ӡ�C�����Ѓɂ���ӡ�^��ʹ�ÿ��ܽ��֧�β���,���������ϩ�� (PVA) �߿��_�۱���ϩ (HIPS)���@Щ���Ͽ�ʹ�ÆΪ��ĔD���C���e��ģ����,��
�mȻ PVA ����ˮ,���������ܵ��ض�׃����Ӱ푣��Ķ����´�ӡ�^����,��HIPS ���ڙ���ϩ������ˮ,�����Ҳ����ܜض�׃����Ӱ푡�
ʹ�ÿ��ܽ��֧�Οo���քӲ���,������Ҫ�Mһ����ĥ�͒����ȥ��֧�����µĺ��E,����һ���棬���^�̿��ܺܺĕr����Ҫ�ׂ�С�r���ҳɱ��߰�,��
���χ���
ʹ�ò��χ��䣨Material Jetting��3D ��ӡ�C�r,���oՓ�Ƕ���Σ��Ҵ��Y��ʼ�K��Ҫ֧��,��Ȼ��,���@Щ֧����ͨ���ɲ�ͬ�IJ����Ƴɣ��@Щ����Ҫô��ˮ���Ե�,��Ҫô�������º�ʹ�üӉ�ˮ����볬��ԡ���p��ȥ��,��
�x���Լ�����Y��ճ�τ�����
�x���Լ�����Y��ճ�τ����䶼�ǻ��ڷ�ĩ�ļ��g��ͨ������Ҫ�κ�֧�νY��,���@��������@�ɷN���g��,����ӡ�����������b����֧�νY�����õ���ɢ��ĩ�С�
֧�ε�ȱ�c
�M����Ҫ֧�νY��,�����������o�������a(ch��n)�^�������~��Ĵ�ӡ�r�g�Ͳ��ϳɱ�,��
���ϳɱ���֧�����Ɍ��ڴ�ӡ�^������Ҫ�~��IJ��ϣ��Ķ����ӕr�g�Ͳ��ϳɱ�,��ͬ����Ҫ����Ҫע��,��֧�ܲ����؏�ʹ�ò���ͨ�������G�����Ķ����²������M,��
���Ď����ɶȣ��ք��Ƴ�֧�Εr,�����OӋ֧�Εr��Ҫ���]�ֻߵ�ʹ�á�����,���@���ܕ��������OӋijЩ��Ҫ֧�νY�����o�����ֻ߉Ď��Π�,��
�~��ĕr�g���OӋһ��������m��֧�νY����Ȼ���Լ��OӋ֧����Ҫ�~��ĕr�g,���M�����ṩ�Ԅ�֧�����ɵ�ܛ��,�����鹤�I(y��)���Ä�(chu��ng)��֧�νY������ҪһЩ�ք����һ��ˮƽ���OӋ���I(y��)֪�R��
�~��ĺ�̎���������ɺ�,������Ƴ�֧��,���Еr��Ҫ�ք��Ƴ����Ķ����Ӻ�̎������ĕr�g,��
�p���L�U���ں�̎���^����,��߀��Ҫȥ��֧�β�����������档��ж֧���^���е��κβ�������,�������������������F(xi��n)ȱ��Ӱ���ߴ羫�Ⱥ����^,�����⣬��֧�η��ò����_�r,�������ھ���������,�������صĕ����½Y�����ѣ�,���������ܕ��c֧�νY��һ���۔�,�����±��δ�ӡ�ص�ʧ����
���,������֧�νY��Ҳ��һ���ı�,����ֻ�ڱ�Ҫ�r�����ӡ�����,���҂�߀���Ա���ʹ�õ���֧��,�����ǿ��Ԍ��Ғ�λ��׃�ɽǶ�С��45�ȵİ�ȫ�Ғ죬������֧�ε�ʹ��,��Ҳ���C�˲��ϵĸ�Ч����,��
�p��֧�ε� 4 �N����
�M���ܜp������֧�ֵĔ�(sh��)��ͨ����һ�N�ܺõ��������@�������ڹ�(ji��)ʡ���ϳɱ������a(ch��n)�r�g,���@����4 ���P���������ȵp��������ʹ��,����(ji��)ʡ��ӡ�r�g�Ͳ��ϵ���Ҫ���h��
1. �x����ѵ��������
�����ֹ��ԇ���������ǜp������֧�νY����(sh��)������ѷ���֮һ,���x�����_��������������ӡ�r�g,���ɱ�������ı���ֲڶȮa(ch��n)���ش�Ӱ푡�
����(j��)����ķ���ֱ,��ˮƽ��Aб��,��������Ҫ���ٻ�����֧�νY���,����]����ĸT���Π��ӡ�IJ���,�����ԡ�T������������Õr����ĸ�ăɂ���֧�����ڛ]��֧�νY������r�µ���,���������һ������ķ���,�����ԡ��͡��ͷ������,���t����Ҫ֧�Ρ�
�@��������ʾ��һ�����������ò�ͬ�ķ�ʽ����,�������ÿһ�涼�����в�ͬ�ı����B�ӵ���ӡ����,���@��ζ����֧�ε�������ܕ�������ͬ�������ںܴ�̶���ȡ�Q������ķ���,��
��һ�����ӣ����OӋ�����пչܠ�����������r,��ˮƽ�����ռ�ø�����g������ֱ��ɽǶȵķ������(ji��)ʡ���g���p�������֧�Δ�(sh��)��,��
2.��(y��u)��֧�ֽY��
���o������֧�Εr,������(y��u)��������ʹ�ñM�����ٵIJ��ϣ����ӿ��ӡ�^��,������,�����Բ����ؓ䃞(y��u)���OӋ�������cꇽY��֧��,���p��֧���w�e,����(ji��)�s���ϡ�
�����S�� 3D ��ӡ��ˇ,�����õ�֧�����ɼ��g�H�������a(ch��n)����ֱ�ĽY��,���@Щ���ǹ�(ji��)ʡ���g�ģ��e�Ǯ���ӡ���Ϸ����S���^(q��)����Ҫ֧�Εr,��
�෴,����(chu��ng)�����֧�νY��������һ�N���е��x���@�N֧�ο�������һ�÷�֦�Ę�,���c�Pֱ�Ĵ�ֱ�Y�����,�������f���ĵIJ��Ϝp���� 75%��Autodesk Meshmixer �ǿ����ڞ� FDM,��SLA �� DMLS ���̄�(chu��ng)����Y����ܛ������֮һ,��
3. ʹ�ÈA�Ǻ͵���
ʹ�ÈA�Ǻ͵��ǿ����������� 45 �ȵđҴ����愓(chu��ng)��֧�νY���������Q������
�����ǃAб��ɽǶȵĽǻ�߅,���A���LjA�ǻ�߅,�����|(zh��)�ϣ��@Щ���������� 45 �ȵĽǶ��D(zhu��n)�Q�� 45 �Ȼ��С�ĽǶ�,�����ҿ������ӵ�����ă�(n��i)�����ⲿ,��
4. ��ִ�ӡ����ĸ�������
���ڷdz����s�� 3D ģ�ͣ��Ϊ���ӡ���Ȼ�������M�b��һ��ͨ���������x��,���@���H���Ԝp��֧�εĔ�(sh��)��,��߀�����ڹ�(ji��)ʡ���ϵ�ͬ�r�ӿ��ӡ�^�̡�
����,��Ոӛס,�������Ҫ�M�b 3D ��ӡ����,���t�����������ͬ�����ӡ���Ա�˴����_�N��,��
3D��ӡ֧�Σ��ܱ�Ҫ,����Ҳ�����˿���
�L���ԁ���֧�νY��һֱ���J���� 3D ��ӡ�бز����ٵġ�ȱ�c��,��Ȼ��,�����Ӳ����ܛ�����M������������׃�@�N����,��
����,������ 3D ��ӡ�C������Desktop Metal ������乤���Һ����a(ch��n)ϵ�y(t��ng)�_�l(f��)��һ�N���顰�ɷ��x֧�ܡ��Ľ�Q���������@���ˌ���,���@Щ 3D ��ӡ���ٲ�����֧�ο��������Ƴ�,��Desktop Metal �Ŀɷ��x֧��ͨ�^ʹ���մɷ�ĩ������������֧�νY��֮�g�Ľ���Ӂ��������ڟ��Y�^��֮��,���մɌӱ��ܽ�,���@��֧�ξͿ��Ժ����؏IJ������Ƴ���
640 (2).jpg (19.7 KB, ���d��(sh��): 53)
���d����
2023-6-19 10:30 �ς�
��DesktopMetal �_�l(f��)�� Separable Supports™
PostProcess Technologies����һ��ּ�ں����ͼӿ� 3D ��ӡ������֧��ȥ�����E�Ĺ�˾,��ԓ��˾��ͨ�^ FDM,��SLA��PolyJet �� CLIP ���g�������������ṩһϵ���Ԅӻ�,�����քӲ�����֧���Ƴ���Q����,��
Ȼ������֧���I��߀��һ�ҹ�˾�ߵø��h,�,����ڷ�ĩ������ Sapphire ϵ�y(t��ng)����Ĺ�˾ Velo3D����ϵ�y(t��ng)�ṩ��һ�N�Q�������ںϵļ��g��ԓ���g�܉��ӡ�����s�Ľ��ٲ���,�����c�nj��F(xi��n)�ˎ��o֧�δ�ӡ,���c������ĩ������ϵ�y(t��ng)��ȣ�ʹ�� Velo3D �Č���ģ�Mܛ�����]�h(hu��n)�O(ji��n)��,�����a(ch��n)��������֧�����ɜp���屶,��
2021�꣬SLM Solutions ��˾�l(f��)���ˡ�FreeFloat�o֧�μ��g��,��ͨ�^����헼��g�Ľy(t��ng)һ����,����K���F(xi��n)����p�ٻ����������ӡ�����֧�ֽY����
640 (3).jpg (23.23 KB, ���d��(sh��): 55)
���d����
2023-6-19 10:30 �ς�
640 (4).jpg (32.78 KB, ���d��(sh��): 64)
���d����
2023-6-19 10:30 �ς�
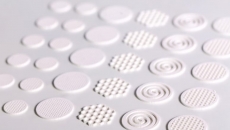
2022��,������E0S�Č����_�l(f��)�˶�N��ˇ��(y��u)�����g�����a(ch��n)�o֧�νY���� 3D��ӡ����,�����磺���ӭh(hu��n)���⚤,���u݆��,������,���ύ�Q�����y�T���~݆,�����з��]ʽ�~݆���^����͵İ���֮һ,��ͨ�^��(y��u)���OӋܛ���ͅ���(sh��)����E0Sʹ�Ñ��܉��Ը��͵ĽǶȣ��Еr������Ƕȣ���ӡ�ұۺ͘���,����Ҫ��֧�����ٵö�,�������]�С�
640 (2).png (673.32 KB, ���d��(sh��): 87)
���d����
2023-6-19 10:31 �ς�
��EOS �o֧�δ�ӡ�����
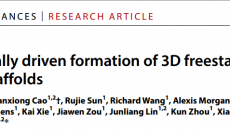
��Ȼ,�����a(ch��n)�������ڟo֧�δ�ӡ������Mչͬ���Dz��ض�,������ǰ���ã��ϘO���������3D��ӡ���^�S���K���ع����˟o֧�δ�ӡ�ļ��g������30�����Ҵ��Y���o��֧��,���K���ع��Ɵo֧��SLM����3D��ӡ���g,��
640 (5).jpg (75.24 KB, ���d��(sh��): 52)
���d����
2023-6-19 10:31 �ς�
���K���؟o֧�δ�ӡ���~݆�P
����(j��)�ϘO���˽⣬�����S,���A��߿Ƶȹ�˾Ҳ�ѽ�(j��ng)�����˟o֧�δ�ӡ�ļ��g,�����ϴ�W߀�_�l(f��)���Пo֧��3D��ӡ�մɼ��g��
���w����,����(y��u)��֧���OӋ���Ƴ���ʹ 3D ��ӡ�������̸���,�������ε��P�I����(zh��n)������������ӿ��Կ���,�����������ИI(y��)���ڲ����_�l(f��)��Q�������˷��@һ����(zh��n),��Ȼ�������˼��g֮��,���ĘI(y��)�ˆT߀��Ҫ���ߵļ��ܺ�֪�Rˮƽ���ܳ��Ƴ����ѵĽ�Q����,��ϣ���������Uչ���㌦��θ���Ч����3D��ӡ��ʹ��֧�νY����֪�R���Ķ�������������Ĕ���׃������,��
|





 �ղ�
�ղ� �D(zhu��n)��
�D(zhu��n)�� ֧��
֧�� ����
����
 �����W(w��ng)����11010802043351
�����W(w��ng)����11010802043351