來源:長三角G60激光聯(lián)盟
據(jù)悉,加拿大國家研究理事會,、加拿大安大略理工大學(xué)、美國加州大學(xué)伯克利分校大學(xué)一組研究人員開發(fā)了一種反卷積體積增材制造技術(shù),,相關(guān)研究成果以“Deconvolution volumetric additive manufacturing”為題發(fā)表在《Nature Communications》上,。

640 2.jpg (63.78 KB, 下載次數(shù): 162)
下載附件
2023-7-31 11:08 上傳
體積增材制造(VAM)技術(shù)是一種很有發(fā)展前景的超快速光基三維制造途徑。然而,,要廣泛采用這種技術(shù),,就必須大幅提高打印保真度。目前,,體積增材制造打印存在精細(xì)特征系統(tǒng)性固化不足的問題,,導(dǎo)致無法打印出包含各種特征尺寸的物體,無法在許多應(yīng)用中有效采用,。在此,,研究人員揭示了造成這種限制的原因:由于化學(xué)擴散和光學(xué)模糊,光劑量在樹脂中擴散,,這在⪅0.5 毫米的特征中變得非常重要,。研究人員建立了一個模型,可定量預(yù)測打印時間隨特征尺寸的變化,,并展示了一種修正這一誤差的解卷積方法,。這使得以前超出體積增材制造能力的打印成為可能,例如具有可變厚度的復(fù)雜陀螺結(jié)構(gòu)和細(xì)齒齒輪。這些成果將體積增材制造定位為一種成熟的三維打印方法,,幾乎消除了與行業(yè)標(biāo)準(zhǔn)打印保真度之間的差距,。
在增材制造(AM)中,物體通常一次制造一個體素,,一條線或一層,。這種模式被體積增材制造(VAM)技術(shù)的引入所顛覆,該技術(shù)可以同時打印整個體積,。最廣泛使用的VAM技術(shù)是利用層析成像原理在含有光敏樹脂的旋轉(zhuǎn)小瓶內(nèi)投射3D光劑量,。當(dāng)局部光劑量超過聚合閾值時,物體固化,,而其余的打印體積保持液態(tài),。通過這種方式,~10 - 20mm的物體通常在~10 s-1分鐘的時間進行打印,,這比傳統(tǒng)的基于體素/線/層的方法的速度有了巨大提高,。此外,由于固化的物體是懸浮在未固化樹脂中,,因此不需要支撐結(jié)構(gòu),。然而,提高打印速度和設(shè)計自由度也帶來了挑戰(zhàn),。與光柵掃描立體光刻(SLA)或數(shù)字光處理(DLP)打印等其他還原光聚合方法不同,,VAM中的光曝光不限于單層或體素。光劑量被應(yīng)用在體積的任何地方,,增加了過度曝光的可能性,。此外,與SLA的~ 0.01-0.1 s/體素和DLP的~ 1-10 s/層相比,,VAM的打印體積在聚合前連續(xù)照射數(shù)十秒至1分鐘以上,,為擴散效應(yīng)的顯現(xiàn)留下了更多的時間。
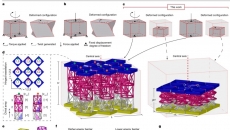
研究人員引入了一種稱為“光學(xué)散射層析成像”(OST)的成像技術(shù)來實時觀察和量化VAM中的三維聚合過程,。VAM的普遍現(xiàn)象:大的特征往往首先聚合(或過度固化),,其次是顯示不足的小特征。研究人員用一個簡單的不同厚度的磁盤打印實驗證明了這種尺寸依賴于聚合時間,,如圖1所示,。然后,研究人員將這種與特征尺寸相關(guān)的聚合時間的原因確定為與時間相關(guān)的劑量擴散和投影光學(xué)點擴散函數(shù)(PSF)的結(jié)合,。使用OST,,研究人員首次使用兩步打印直接可視化VAM樹脂中的劑量擴散和測量劑量擴散系數(shù)。研究人員表明,,可以通過已知的擴散和投影PSF對目標(biāo)幾何進行反卷積,,從而在一定的磁盤厚度范圍內(nèi)恢復(fù)均勻聚合時間,,否則這是不可能的。此外,,研究人員通過打印具有精細(xì)互連壁和孔的物體以及具有精細(xì)齒輪齒的物體來證明該結(jié)果可推廣到復(fù)雜的3D物體,。
640.jpg (77.66 KB, 下載次數(shù): 183)
下載附件
2023-7-31 11:08 上傳
圖1:小特征在VAM中打印緩慢。
640-1.jpg (59.43 KB, 下載次數(shù): 153)
下載附件
2023-7-31 11:08 上傳
圖2:反卷積VAM打印具有大范圍特征尺寸的結(jié)構(gòu),。
VAM中的擴散
在VAM中,,在大約10-100秒的時間內(nèi)施加光劑量。在此期間,,氧氣被耗盡;當(dāng)它局部下降到閾值濃度以下時,,聚合就開始了。
640-2.jpg (75.32 KB, 下載次數(shù): 166)
下載附件
2023-7-31 11:08 上傳
圖3:劑量擴散系數(shù)的測量,。
在圖4中,,研究人員顯示了圖2中打印和設(shè)計的可變壁厚陀螺儀的橫截面視圖。圖4a中未校正打印的OST等面顯示,,由于結(jié)構(gòu)上聚合時間不均勻,,內(nèi)部孔隙結(jié)構(gòu)完全丟失。相比之下,,圖4b證實,,在反卷積校正的打印中,陀螺儀復(fù)雜的內(nèi)部幾何形狀得到了完全的再現(xiàn),。對一系列二維截面的詳細(xì)檢查表明,當(dāng)使用反卷積校正時,,小的負(fù)和正特征的大小都正確出現(xiàn),。值得注意的是,反卷積回紋的內(nèi)部孔隙空間也是完整的,,表明形成了精細(xì)的正,、負(fù)特征(孔隙)。這是流體應(yīng)用的關(guān)鍵,,在一系列尺寸的負(fù)特征的保真度是至關(guān)重要的,。
640-3.jpg (172.56 KB, 下載次數(shù): 167)
下載附件
2023-7-31 11:08 上傳
圖4:在未校正的VAM由于特征尺寸范圍大而失敗的情況下,反卷積產(chǎn)生高保真度的最終部分,。
另一個通過反卷積校正改善打印的例子如圖5所示,。在這里,研究人員制造了一對機械齒輪打印(圖5a),。頂齒輪有寬齒(0.4毫米),,而底齒輪有細(xì)齒(0.1毫米)。正如預(yù)期的那樣,,從光學(xué)散射圖像中可以看出,,上下齒輪的厚齒和薄齒的聚合時間有很大差異。這使得頂齒輪的過度固化(圖5b),這是必要的驅(qū)動底部齒輪的齒聚合,。由于齒環(huán)的特征尺寸比齒大,,底部齒輪也被過度固化。
640-4.jpg (100.74 KB, 下載次數(shù): 157)
下載附件
2023-7-31 11:08 上傳
圖5:使用 VAM 打印齒輪,,通過反卷積校正啟用,。
在這項研究中,研究人員系統(tǒng)地研究了VAM中的一個常見現(xiàn)象—更細(xì)的特征需要更大的光劑量來聚合,。研究人員使用一個模型來解釋觀察結(jié)果,,該模型包括時間依賴的劑量擴散和時間依賴的劑量擴散,這是由于樹脂中投影的光學(xué)PSF造成的,。所有增材制造技術(shù)都容易產(chǎn)生特定模態(tài)的偽影,,例如:熔融沉積成型(FDM)中的層粘附,金屬粉末床熔融中不希望出現(xiàn)的孔隙,,選擇性激光熔化中的球團以及雙光子聚合中的微爆炸,。自VAM技術(shù)被開發(fā)以來,VAM的許多限制已經(jīng)解除,,包括擴大打印材料,、散射樹脂、陶瓷和玻璃;更精確的投影計算算法,,剛度控制,,條紋去除,更簡單的光機械設(shè)計和實時可視化等等,。研究人員的研究顯著提高了VAM的能力,,使得生產(chǎn)具有廣泛特征尺寸的高質(zhì)量打印,而無需修改打印設(shè)備,,無需產(chǎn)生額外的硬件成本,。這些對VAM打印的基本理解和VAM打印能力的進步將VAM推向了下一代超快速制造技術(shù)的前沿,開辟了從復(fù)雜流體部件到空間制造的廣泛應(yīng)用,。
相關(guān)論文鏈接:
Bao, F., Wang, X., Sureshbabu, S.H. et al. Heat-assisted detection and ranging. Nature 619, 743–748 (2023). https://doi.org/10.1038/s41586-023-06174-6
|







 收藏
收藏 轉(zhuǎn)播
轉(zhuǎn)播 支持
支持 反對
反對
 京公網(wǎng)安備11010802043351
京公網(wǎng)安備11010802043351