供稿人:王林、張航 供稿單位:西安交通大學機械制造系統(tǒng)工程國家重點實驗室
增材制造技術(shù)由于具有靈活可控,、生產(chǎn)原料成分易調(diào),、零件尺寸自由等優(yōu)點,從而成為金屬材料制造最廣泛的技術(shù)之一,,尤其對于材料組分變化范圍較大的高熵合金開發(fā)優(yōu)勢更為明顯,。在制造過程中通過優(yōu)化生產(chǎn)過程中的各種工藝參數(shù)以及退火熱處理、熱等靜壓等后處理,可以提高制造產(chǎn)品的機械性能,。
而高熵合金的機械性能是由內(nèi)部微觀結(jié)構(gòu)決定的,。因此調(diào)控材料微觀結(jié)構(gòu)的研究尤為重要。CoCrFeNi高熵合金的顯微組織通常是激光熔融期間熔池內(nèi)外延生長的柱狀晶粒和熔池邊緣的等軸晶粒,,這與熔池內(nèi)冷卻速率不同和其面心立方(FCC)基體結(jié)構(gòu)等因素有關(guān),。
武漢大學技術(shù)科學研究所的Heng Lu等人對CoCrFeNi高熵合金開發(fā)進行研究,提出了一種新型熔池同步激光沖擊調(diào)制(LSMMP)方法,,該工藝對熔池進行激光沖擊以直接干擾再結(jié)晶過程,,從而增強增材制造過程中的熔池對流并抑制柱狀晶體生長,最終通過細化晶粒來提高打印樣品的機械性能,。

pic2014.jpg (27.1 KB, 下載次數(shù): 104)
下載附件
2023-8-2 12:07 上傳
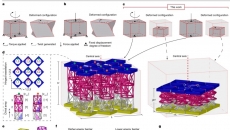
圖1 熔池激光沖擊調(diào)制系統(tǒng)模型 同步激光沖擊調(diào)制系統(tǒng)結(jié)構(gòu)如圖1所示,,實驗設備由一臺1kw連續(xù)光纖激光器、一臺焦耳級脈沖激光器,、304不銹鋼基板以及一臺高速相機組成,。實驗在高純氬氣氣氛中進行,用于制造過程的連續(xù)激光束垂直于基板,,而脈沖激光束與垂直方向偏離−10°,。
在制造過程中對使用不同的激光沖擊能量(1 J,2 J,,3 J)進行研究目的,,并使用高速相機對熔池演變過程進行連續(xù)拍攝,結(jié)果如圖2(a)-(c)所示,。通過對熔池的激光沖擊過程進行分析,,可以將其劃分為圖2(d)中的四個階段,I:以反沖壓力(P)和馬蘭戈尼對流(M)為主的對流機制;II:沖擊力(S)主導熔池振蕩;III:回彈力(R)主導熔池向上拱起;IV.階段:重力(G)主導熔池向下移動并恢復其原始形狀,。
pic2015.jpg (86.25 KB, 下載次數(shù): 98)
下載附件
2023-8-2 12:07 上傳
圖2 (a)-(c)激光沖擊能量分別為1J,、2J、3J時激光沖擊調(diào)制的實時圖像,;(d).激光沖擊過程熔池演變的不同階段,。 在第I階段,連續(xù)激光將CoCrFeNi粉末完全熔化,,粉末獲得的熱量迅速釋放到基板上,使得底部的高溫產(chǎn)生向上的反沖壓力(P),,將流體推離基體,,而熔池表面的溫度梯度導致馬蘭戈尼對流(M),該對流驅(qū)動熔池表面的流體從高溫區(qū)域移動到低溫區(qū)域,。在第II階段,,沖擊力(S)破壞了熔池的原始狀態(tài),熔池形貌與激光沖擊的能量相關(guān)。第III階段熔池中的流體向邊緣移動,,并在遇到固體時向中心反彈,,使得熔池中心再次拱起,最終在第IV階段,,在重力(G)的作用下熔池恢復平靜,。
分別觀察無激光沖擊和使用0J、1J,、2J脈沖激光沖擊的CoCrFeNi打印樣件截面熔池,,在圖3所示的電子背散射衍射圖(EBSD)中可以看到,在激光增材制造過程中,,激光沖擊不僅改變了熔池的大小形狀,,還對材料的微觀組織晶粒大小有所影響,最終改變成型樣件的機械性能,。
pic2016.jpg (90.42 KB, 下載次數(shù): 99)
下載附件
2023-8-2 12:07 上傳
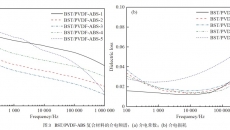
圖3 不同脈沖激光能量的電子背散射衍射圖(EBSD):(a)0 J;(b)1 J;(c)2 J;(d)3J; 最終對比無激光沖擊和不同激光沖擊能量的打印樣件性能,,得到的真實應力-應變曲線如圖4所示,經(jīng)過激光沖擊強化后的材料屈服強度均有所提升,,在脈沖激光能量為1J時有最大的強度值和延伸率,。
pic2017.jpg (39.65 KB, 下載次數(shù): 106)
下載附件
2023-8-2 12:07 上傳
圖4. 用不同脈沖激光能量制備的樣品應力-應變曲線 參考文獻:
Lu H,He Y,Zhao Z.Strengthening CoCrFeNi high entropy alloys via additive manufacturing with laser shock modulation of melt pool.Materials Science And Engineering.2022;11(6):860.
|
 收藏
收藏 轉(zhuǎn)播
轉(zhuǎn)播 支持
支持 反對
反對







 京公網(wǎng)安備11010802043351
京公網(wǎng)安備11010802043351