��Դ��GK�G�����Ƽ�
�ϼ��ݴ�W��½����ڡ�Small���ڿ��ϰl(f��)��Փ�ġ�Hybrid Multimaterial 3D Printing Using Photocuring-While-Dispensing���������һ�N�·f�Ļ��3D��ӡ���g,��ԓ���g�Y����߀ԭ��ۺ�(VPP)��ֱ��īˮ����(DIW) ��ˇ�ă�(y��u)��,���Ԍ��F(xi��n)���ܽY�����O��Ķ���Ϻ߷ֱ��ʴ�ӡ���@�N�����3D��ӡ��ˇ��ͨ�^��ͬ�Ĺ��ܺͲ����_�ُV���ĝ��ڑ���,��

640.jpg (37.41 KB, ���d��(sh��): 62)
���d����
2024-1-10 16:15 �ς�
ʲô��߀ԭ��ۺ�(VPP)��ֱ��īˮ����(DIW) ,��
߀ԭ��ۺϴ�ӡ��vat photopolymerization,��VPP����һ�N���S��ӡ���g,��Ҳ���Q��SLA���̻���ӡ������һ�N���ڹ�����֬�����췽��,��ͨ�^ʹ�����⾀��Դ��Һ�w������֬���ӹ̻�,���Ķ����������S���w�ķ�����ֱ��īˮ������Direct Ink Writing,��DIW����һ�N���ڔD�����͵�3D��ӡ���g,��ԓ���gͨ�^�����м���׃ϡ�О����Ե�ճ����īˮ���z����ʽ�D����Ȼ�����Ӷѷe�γ��O����3D�Y��,��
��ʲôҪ���@�ɷN�����Y�ϳ��µĴ�ӡ����,��
߀ԭ��ۺ�(VPP)��ֱ��īˮ����(DIW)��ˇ,���߷ֱ��ʺͶ���������քe���䃞(y��u)�c��������Ҳ����ȱ�c,��VPP�ڸ��Q������һ���ش�����(zh��n),�����⣬�ڴ�ӡ�^����,���_ϴ�����ڹ̻����ϵ�δ�̻������Լ��S�����_ϴ��ı���,�������M�����ĕr�g�Ͳ��ϡ�߀���S��ǹ�̻��������Բ��ϲ�������VPP,��DIW��ӡ������һ���@��ȱ�c��,�����ڙCе�\�Ӷ����´�ӡ�ٶ������^����ͬ�r,������IJ��Ϗć����˳���r�������Π�����Ҳ���y��,�����ߵă�(y��u)ȱ�c���a���܉��γɸ�����,������ܵĴ�ӡ���g��
����ʹ�����¶��ϵ�VPP����,���ڴ�ӡ�^����������������K�M��D���IJ���܉�E,��
640-1.jpg (92.07 KB, ���d��(sh��): 40)
���d����
2024-1-10 16:15 �ς�
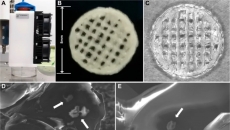
�D1 ������̼��C��ʾ��D
���3D��ӡ�������ɷN�V��ʹ�õ���������(AM)���g�����چ���ӡϵ�y(t��ng)�С��@�N��ϴ�ӡ�C��һ�_���¶��ϵ�VPP��ӡ�C��һ�_���SDIW��ӡ�C�M��,����������Ƕ�뺬�й�̻���֬�Ļ��|(zh��)����������,���Ա��ڻ��|(zh��)���σ�(n��i)�����书�ܲ��ϡ�ͬ�r,���ڲ��ϲ��·����b���⼤�����ϵ�y(t��ng),����Galvano�R�������£��������ɄӑB(t��i)������ϲ۵����ϵĈD��D��,������ÿһ��,�������ˇ�����ϣ�ͬ�r�����ڇ����˹���·�����ۙ,���Ԍ�����Ĺ�̻������M�й�̻�,���ǹ�̻������M��ԭλ�̶������ǹ�̻����Ϲ̶��ڻ��w���σ�(n��i),�,����|(zh��)�������܇��^(q��)���̻����ѷ���IJ��ό�ճ����Һ�w���ϻ���|(zh��)���ϵĻ���Ĥ��,��Ȼ��,������ƽ�_���ГQ����ǰ�ѷ���ӵ��Ϸ�λ�ã����½������ј������c���όӻ��ױ���֮�g�γɌӺ��g϶��λ��,��ʹ����ĤͶӰ�D�����輤�⌦��ǰ�������M���ع��,������DIW��VPP���ϵĮ�ǰ�ӌ��c��ǰ�����Č�ճ��,�����c��Ĥ���x���@һ�^�������؏�,��ֱ�����S���������ЌӶ��������,��
640-2.jpg (102.66 KB, ���d��(sh��): 38)
���d����
2024-1-10 16:15 �ς�
�D2 �՚��з�ɢ��Ԫ���c���w�����g�UɢЧ�����о�
���ߵĜy���Y����ʾ�˹�̻�߅�c�z�^���ДUɢЧ��������,���ڿ՚����c�z�r,�����c�z���Ϻ��E�Č����ں��Lһ�Εr�g��(n��i)(���^240��)���ַ�(w��n)��;���֮�£��ڻ��|(zh��)�������c�z���Ϻ�,���S���r�g������,���ɷNҺ�w����֮�g�ĔUɢ���±��c�E�Č�����u�������,�����ӿ՚≺�������¿՚�ͻ��w���������ֲ��E���Č�����������,����������ʩ����ͬ�Ŀ՚≺���r,���՚���������IJ����E�����ȼs����w��������������E�����ȵ�����,����ˣ���̻�ͬ�r�c�z���Կ��Ԍ��F(xi��n)�Ȃ��y(t��ng)DIW��ˇ�ڿ՚��о��и��ߌ��ȷֱ��ʺ���Z��ȵ��Sָ����ϳ��e,��
640-3.jpg (83.95 KB, ���d��(sh��): 37)
���d����
2024-1-10 16:15 �ς�
�D3 �����عⷨ���C�ˌ��c��֮�g��ճ��
�����ڴ�ӡ�^����ͨ�^���������c�z���|�D���IJ���,���ڴ�ӡÿ��CADģ�͕r�������¶��ϵķ������ڮ�ǰ���е������c�z���϶��̶��ڻ���Ĥ�����,���ٌ���ӡ���D�Ƶ�֮ǰ�����Č���,����_�����Ӵ�ӡ�^�̵�����M�У�ÿһ�ӵ��������Ѓɂ��P�IҪ��1�������˷���IJ��ό��̶��ڻ���Ĥ��,����������ǰ�����ӵĴ�ӡƽ�_�����Ƅӽӽ���ǰ�ӕr,����ǰ�Ӳ����Ƅӣ���2����ǰ���ι̵��c��ǰ�̻��ČӽY��,�����^�m(x��)���ڌӵĴ�ӡ�^��,�����������һ�N�����عⷽ����ͨ�^�քe���]�ɷN��r��M������Ҫ��,����1�����DIW�����c���w���Ͼ�����ƹ�̻�����,�������p�ع�C�ƌ���ǰ����ӏĵ�Ĥ�D�Ƶ���ǰ�̻��Č��ϡ�����,�������ϵ�y(t��ng)�ṩ����ݔ��,���ڴ��^���У���Ĥ������c�z���E������̻������z��,������,����ӡƽ�_�����Ƅӵ���ǰ�D��λ�á�ʹ�������^������ݔ���M�еڶ����ع�,������ȫ�̻���ǰ���z��,��ʹ���܉��ι̸�����֮ǰ�̻��Č���,����ǰ�Ӻ�֮ǰ��֮�g�Ļ��W�I�������ڮ�ǰ�Ӻͻ���Ĥ����֮�g�ĸ�����������ڂ��y(t��ng)���¶��ϵ�VPP��ˇ,�����,����ӡƽ�_���������Ƅӣ�����ǰ���c����Ĥ���_,����2�����DIW���|(zh��)�Ƿǹ�̻���,���猧���ī��Һ�B(t��i)���ٻ���Բ���,���t���������ع�C��,����֮,����̻��ͷǹ�̻�����ʹ�����������عⷽ�����ɳɹ��M�и߾���,������ϴ�ӡ��
640-4.jpg (157.89 KB, ���d��(sh��): 43)
���d����
2024-1-10 16:15 �ς�
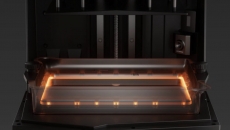
�D4 3D��ӡ�����ˮ��Λρ
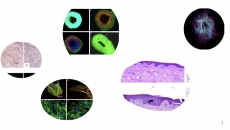
�����C���_�l(f��)�Ļ��3D��ӡ��ˇ�ڟo������Ⱦ����r��(chu��ng)����������w����Ч��,�����ߴ�ӡ��һ�����]�����L���w�е�3DΛρ,����3D��(sh��)��ģ���и�ɶ�����Ȟ�100 ��m�Ķ��S�ӣ�ÿһ�Ӷ��D�Q��G-Code����·��,����ɜʂ乤����,���_ʼ��ӡ�^�̣����c�z��^���������|(zh��)���ϵ�������,���_���c�z��^�c����֮�g��һ�Ӻ�ȵ��g϶��ʹ���A���O����G-Code����·���ڻ��ױ����L�ƶ��S��Ƭ��,���ڹ�̻�ͬ�r�M���c�z��3D��ӡ�^����,�����ڮ�ǰ�ӵ����dz�ƽ������ˮ�ǰ�Ӻ�֮ǰ������֮�g���ܕ������������|(zh��)����,�������D���IJ����ڛ]���κμs����r�ķ���������픶������r,�����γ�һ���A���Σ����l�A���ξ���B��,��������γ�һ����ƽ̹��ƽ��,��Ȼ����֮ǰ�̻��ӵĵ����c���ϲ��л��ױ�Ĥ���|,�������|(zh��)����ͬ,����ˣ��¹̻��ӵĵ�����ƽ��,���ɻ��ױ���_��,���A����ǰ�����Ӻͮ�ǰ��֮�g��Һ�B(t��i)���|(zh��)����߀������ճ�τ����ڵڶ����ع�r����ǰ���ι�ճ������ǰ��������,��������ÿһ�����SΛρ�܇��̻�һ�N���λ��|(zh��)����,���Ա��o���ܽY����֧����ҿսY��,�����������^�̰������c�z��̻�Ŀ�˲���֮�g�����ГQ��Ȼ���M�еڶ����ع�,������ǰ���D�Ƶ���ǰ�����Č���,��
640-5.jpg (105.43 KB, ���d��(sh��): 41)
���d����
2024-1-10 16:15 �ς�
�D5 3D��ӡ���в�ͬ���ܵĶ���ϲ���
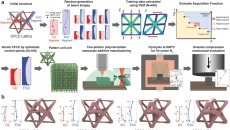
����ʹ�ô�Č���b�Á�������в�ͬ�ٷֱȵ�Ӳ���Ϻ�ܛ���ϵ��������ʹ���OӋ�����ģʽ���{(di��o)��(ji��)3D��ӡ����ϵĄ���,�����ò�ͬ����ʵĽ����D������ӡ�OӋ������U,������ʏ�0%��100%��Ƕ����ܛ�|(zh��)���σ�(n��i)���Ą��Խ����Y���������ܛ�|(zh��)�������̺�ď���,���{(di��o)��(ji��)DIW���eӲ�|(zh��)���Ϻ�VPP��̻�ܛ�|(zh��)���ϵı���,�������{(di��o)�����OӋ�Ķ���ϽM����Ą��ȡ�����U��������׃���c���Բ��ϵ��w�e�ٷֱȳʷǾ����Pϵ,�������Բ��ϵ��w�e�ٷֱ�����75%�r,��������׃������һ�롣���ڲ�ͬ�ķǾ�����Ϸֲ����²�ͬ�����W����,����˿����OӋ�µIJ�������,�����������ӵ����ώ��С�����չʾʹ�ò�ͬ���|(zh��)���τ�(chu��ng)����������������,������ʹ�ò�ͬ�^(q��)��Ą��Ȳ�ͬ�IJ��ϴ�ӡ��3D܇݆,���������ϣ�����o݆̥��ܛ���ϣ����ڵڶ��ع��A���ɼ���G-Code����·�������Ē��輤��̻��Ļ��w���ϡ�
���ߌ�3D��ӡ܇݆�M���ˉ��s�yԇ,��ܛ�|(zh��)����݆̥�ډ��s��׃�����@,��������݆Ȧ�Y��׃���^С�������Π������ߜyԇ�˻��3D��ӡ��ˇ,��ʹ�ÃɷN��̻���֬��ܛ��֬��Ӳ��֬���ͷǹ�̻���늲��ρ����쎧�����Ԃ������Ŀɴ����O��,�������OӋ�ɷN��Ҋ�����Ԃ������������ʽ��׃�����������ʽ���|������,��3D��ӡ�����ʽ��׃�����������b����ָ�P��(ji��)��,���Ԝy���䏝���Ƕȡ����ʽ�����������b���ֱ�,�������˙C������푑����o,���ɷN��������ʹ�������N���ϡ�
���Y�����ߵ��@��о������һ�N���ͻ��3D��ӡ��ˇ,����������eDIW��ˇ�c���ڼ���̻���VPP��ˇ��Y��,���Ԍ��F(xi��n)�����3D��ӡ�����˷��˃ɷN�������칤ˇ�����쮐�|(zh��)�Y������ľ�����,�,�����VPP��3D��ӡ���֬���_�P�Ͳ�����Ⱦ���}���������ϴ�ӡ��������DIW�����S��ӡ��ˇ�t��ć����˷������̫���Լ������������y�Ա��ַ�ɢ���Π��׃��ʮ�����y,�������_�l(f��)�Ļ�����S��ӡ��ˇ����߅��̻�߅�c�z�IJ��Խ�Q�@Щ������,���Ķ��γ�һ�N������S��ӡ��ˇ,������ʹ�ø��N���ϣ��������Џ��s�Π�;��������Į��|(zh��)�Y��,���@�N��Ϲ�ˇ�ķֱ����ںܴ�̶����ܵ����ڇ����DIW��ˇ������,���M�еĔUɢ�yԇ�C���˻���Һ�w��֬�IJ����c�z���������ڂ��y(t��ng)�՚��c�z�Ī������ܺ̓�(y��u)�ݣ��Ķ�ʹ����ͬ�Ĵ�ӡ����(sh��)���F(xi��n)���ߵ�DIW�ֱ���,����߀�@ʾ�˵���·��Ҏ(gu��)���ж��x���c�z�����˺͒��輤���c֮�g�İ�ȫ���x���Ա��⇊���˵Ķ������},���OӋ������͜yԇ�˶����yԇ����,������C�����ع�C�Ʋ���ʾʹ���@�N�����3D��ӡ��ˇ�Ɍ��F(xi��n)�Ĺ���,����֮,�������3D��ӡ��ˇ��������������s,�������ܵĽY�������������������t(y��)�W�������I��ļ����O��,��
ԭ��朽ӣ�https://doi.org/10.1002/smll.202302405
|






 �ղ�
�ղ� �D��
�D�� ֧��
֧�� ����
����
 �����W(w��ng)����11010802043351
�����W(w��ng)����11010802043351