���ߣ��~��a, �����a, �����b,*, Pinelopi Kyvelouc, �w�a, Leroy Gardnerc, �x�|��b
��λ��a�㽭��W(xu��)�������̌W(xu��)Ժ,��b�ʼ�ī����������W(xu��)��(chu��ng)�½Y(ji��)��(g��u)�c�����о�����,��c�ۇ������W(xu��)Ժ��ľ�c�h(hu��n)������ϵ�Y(ji��)��(g��u)������
��Դ��RMIT ��(chu��ng)�½Y(ji��)��(g��u)�c��������
�ڮ�(d��ng)��ĽY(ji��)��(g��u)�O(sh��)Ӌ�I(l��ng)��,����?f��)�?y��u)�����g(sh��)�õ���Խ��Խ�V���đ�(y��ng)��,�������?f��)�?y��u)����ĽY(ji��)��(g��u)�������Џ�(f��)�s�Ę�(g��u)��,�������������죨3D���,������g(sh��)���l�����Á���Q��(y��u)���Y(ji��)��(g��u)�����a(ch��n)���},��Ȼ�����ڴ�ӡ�����������Π�ĽY(ji��)��(g��u)�r,����������ij�Ʒ�|(zh��)�����ܵ�һЩ���H���ص�Ӱ�,������һ����Ҫ�������ǑҴ�Ч��(y��ng)������(d��ng)�Y(ji��)��(g��u)߅��Ҵ��Ƕȴ���������Sֵ�������Ҵ��Ƕȣ��r,����������������,���Y(ji��)��(g��u)�ڴ�ӡ�^���Е����F(xi��n)���䡢�N���ȬF(xi��n)����Dһ��ʾ��,��

640.jpg (60.26 KB, ���d��(sh��): 126)
���d����
2024-1-18 13:42 �ς�
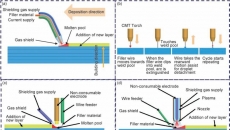
�Dһ. �Ҵ�Ч��(y��ng)����ӡ�|(zh��)����Ӱ�,��
��˷��Ҵ�Ч��(y��ng)����ӡ�Y(ji��)����Ӱ푣�������Ҫ�ڽY(ji��)��(g��u)�Ҵ���λ����֧��,����ͨ�^����?f��)�?y��u)�����������ӑҴ��s�����O(sh��)Ӌ�o�Ҵ���λ����֧�νY(ji��)��(g��u),���M����֧�νY(ji��)��(g��u)�O(sh��)Ӌ�ѽ�(j��ng)���V���о��������ķ�����Ҫ������y(t��ng)��3�S3D��ӡ���g(sh��)����D��(a)��ʾ��,��������̶���׃�Ĵ�ӡ����,���Y(ji��)��(g��u)��(y��u)���^���п��]�đҴ��s����������(d��o)�½Y(ji��)��(g��u)���ܵĴ���pʧ�������,���������D(zhu��n)�����Ķ��S��ӡ���g(sh��)�ѽ�(j��ng)�������D��(b)��ʾ��,�������ăAб�S�܉��׃��ӡ��(g��u)������������֮�g�ĽǶȣ�������^��3�S��ӡ���Ќ����Ҵ�Ч��(y��ng)���~�������,������@һ�c,�����о���(chu��ng)���Ե�������ڶ��S3D��ӡ���g(sh��)����֧�νY(ji��)��(g��u)�O(sh��)Ӌ������ּ�����ö��S���������D(zhu��n)������p�ّҴ��s������(y��u)������֧�νY(ji��)��(g��u)������Ӱ�,��
640-1.jpg (27.53 KB, ���d��(sh��): 81)
���d����
2024-1-18 13:42 �ς�
�D��. (a) 3�S3D��ӡ�C,��(b) �������D(zhu��n)�����Ķ��S3D��ӡ�C
����������3�S��ӡ����֧�νY(ji��)��(g��u)�O(sh��)Ӌ�У������̶��Ĵ�ӡ����,�������O(sh��)Ӌ����ֻ�нY(ji��)��(g��u)���������ڶ��S��ӡ�Ć��}��,���ֲ���ӡ����Ҳ��횱����]���O(sh��)Ӌ����,����˱��о����O(sh��)Ӌ��֞鲻ͬ�Ĵ�ӡ�Ӆ^(q��)��(�D��(a) )�����ٶ����Ӆ^(q��)���(n��i)���й̶���׃�ľֲ���ӡ����(�D��(b)),������(j��)��ͬ�^(q��)���еĴ�ӡ����,����ӡ����(�D��(c))�ʹ�ӡ�^���е����ăAб�Ƕ�(�D��(d-g))�����Ա���á���鱾������̎�����S��?f��)�?y��u)�����},���������O(sh��)Ӌ��ӡ����rֻ���]���D(zhu��n)�����ăAб�S���D��(b)��,�������S����?f��)�?y��u)�����}�У��D(zhu��n)���SҲ��Ҫ�����]����ӡ������O(sh��)Ӌ�Ё��ṩ�~������ɶ�,��
640-2.jpg (50.91 KB, ���d��(sh��): 104)
���d����
2024-1-18 13:42 �ς�
�D��. (a) ��ӡ�Y(ji��)��(g��u)���O(sh��)Ӌ��օ^(q��),����b�����օ^(q��)��(n��i)�ľֲ���ӡ����c���c�ֲ���ӡ����ֱ�Ĵ�ӡ����,����d-g����ӡ�^���Ќ���(y��ng)��ӡ����IJ�ͬ�����Aб�Ƕ�
���ڷօ^(q��)�Ļ������O(sh��),����������˃ɲ��ߵă�(y��u)����������һ����δ���]�Ҵ��s������ͨ��?f��)�?y��u)���Y(ji��)��(g��u)���l(f��),������(j��)��Y(ji��)��(g��u)���������O(sh��)Ӌ�ֲ���ӡ����,������ڵ�һ���нY(ji��)��(g��u)�̶���׃����õľֲ���ӡ�����ܱ��C��ȫ�ɴ�ӡ/��֧��,�����,���ڿɴ�ӡ�������M��l���r���ڵڶ����нY(ji��)��(g��u)������(j��)��õľֲ���ӡ�����ك�(y��u)��,���Խ��Ͳ��ɴ�ӡ����,���ԈD��(a)��ʾ�đұ����Y(ji��)��(g��u)��������(d��ng)�����w�eռ�Ȟ�0.4�r,����(j��ng)��?f��)�?y��u)����ĽY(ji��)��(g��u)��(g��u)����D��(b)��ʾ,���˕r�Y(ji��)��(g��u)�Ŀ���(y��ng)׃��C = 326.1 N⋅mm����3�S��ӡ����r��,����(d��ng)���Ҵ��ǶȞ�45��r,���Y(ji��)��(g��u)�IJ��ɴ�ӡ������23.63%���ڵ�һ���У����O(sh��)Ӌ�D��(b)��ʾ��ʽ�օ^(q��),������(y��u)���ֲ���ӡ�������D��(c)��ʾ��,���Y(ji��)��(g��u)�IJ��ɴ�ӡ�������͞�9.29%�����д������ɴ�ӡ���ִ���,��������M(j��n)�еڶ����ك�(y��u)��,����(j��ng)�ك�(y��u)����(�D��(d))���Y(ji��)��(g��u)���ɴ�ӡ�������͞�0.0%,���Y(ji��)��(g��u)�ɱ���ȫ��ӡ,��
640-3.jpg (24.51 KB, ���d��(sh��): 104)
���d����
2024-1-18 13:42 �ς�
�D��.�ұ����Y(ji��)��(g��u)��(y��u)�����}��(a)��(y��u)�����}ʾ��D,��(b)�o�s����(y��u)���Y(ji��)��
640-4.jpg (124.27 KB, ���d��(sh��): 117)
���d����
2024-1-18 13:42 �ς�
�D��.���ڶ��S3D��ӡ�đұ�����(y��u)���^��,��(a)�o�s����(y��u)���Y(ji��)����(b)�օ^(q��)ʾ��D,��(c)��ӡ·����(y��u)���Y(ji��)��,��(d)�ك�(y��u)���Y(ji��)��
�ұ������ك�(y��u)�����������^����D����ʾ���ڴ��^����,����(d��ng)?sh��)������?00���r���ѳ��F(xi��n)�����(y��u)��,�����m(x��)�������_������K�Y(ji��)���ķǺڼ��ס������^���нY(ji��)��(g��u)߅�粻�ɴ�ӡ����runpʼ�K����0.1%,����K���S��֧�εă�(y��u)���Y(ji��)���đ�(y��ng)׃�ܞ�C= 332.26 N⋅mm,������ڟo�s����B(t��i)�µ���ѽY(ji��)��(g��u)�����H��1.9%�������ɱ�����,��
640-5.jpg (50.15 KB, ���d��(sh��): 110)
���d����
2024-1-18 13:42 �ς�
�D��.�ұ����ك�(y��u)���^���Ք�����
�c3�S��ӡ��ͬ����,���ڶ��S��ӡ�����ֲ���ӡ�����׃����ӡ���^�ͱ���ӡ�Y(ji��)��(g��u)���ܰl(f��)����ײ������w��ʾ�鮔(d��ng)��ӡ����İ��ݳ̶����ӕr,����ӡ����ײ�L(f��ng)�UҲ����
���D�ߣ�,��ᘌ��@һ���}�����о�ͨ�^ʩ�Ӵ�ӡ��������ƫ�D(zhu��n)�Ǽs����������ײ�L(f��ng)�U,��
640-6.jpg (26.11 KB, ���d��(sh��): 118)
���d����
2024-1-18 13:42 �ς�
�D��.���S��ӡ�^���е���ײ���},��(a) �����ݵĴ�ӡ���� ��𝜙t�^С�������^�͵���ײ�L(f��ng)�U,��(b) ��(y��n)�ذ��ݵĴ�ӡ���� ��𝜙t�^�����^�ߵ���ײ�L(f��ng)�U
ᘌ���ͬ�Ķ��S��ӡ�O(sh��)��,����ͬ�����ƫ�D(zhu��n)�ǔ�(sh��)ֵ���Ա�ʹ�á��ԈD��չʾ���O(sh��)Ӌ���}����,���D��(c)չʾ�������Ҵ��ǶȞ�45��r,�����S��L=200, H=200, F=1�������w�eռ��0.1���ڲ�ͬ���ƫ�D(zhu��n)��((1) 30��,��(2) 45��,��(3) 60��)�������£�������S3D��ӡ�ă�(y��u)���Y(ji��)������������ڟo�s����B(t��i)�µĽY(ji��)��(g��u)��(y��u)���Y(ji��)����C = 43.43 N⋅mm��,�����ܓpʧ�H��(1) 6.0%,��(2) 4.2%��(3) 3.7%,��
640-7.jpg (139.66 KB, ���d��(sh��): 122)
���d����
2024-1-18 13:42 �ς�
�D��.���ڶ��S3D��ӡ�Ķ��S��(y��u)��,��(a) ��(y��u)�����}ʾ��D��(b) �օ^(q��)ʾ��D,��(c) ��(d��ng)���ƫ�D(zhu��n)�ǶȞ� (1) 30��,��(2) 45�㣬(3) 60�� �r�ă�(y��u)���Y(ji��)��
�C������,��ͨ�^���ö��S��ӡ�C���������D(zhu��n)����,�����о���������㷨��Ч�ؽ����˿��]�Ҵ�Ч��(y��ng)���Y(ji��)��(g��u)�������ēpʧ��ͬ�r�˷��˶��S3D��ӡ�^���Н��ڵ���ײ���},��
Փ�İl(f��)��
���о��n�}���㽭��W(xu��)�Tʿ������������Ҫ��������(j��ng)�~���о��T,�� ����Ҳ�ʿ��Ϥ��ָ��(d��o),�����@��Pinelopi Kyvelou�о��T���wꖽ���,��Leroy GardnerԺʿ���x�|��Ժʿ�Č��F���h�͎���,��ԓ�о��ɹ��Ѱl(f��)���ڹ�������피��ڿ���Virtual and Physical Prototyping�� (JCR: Q1, Ӱ�����: 10.96)��
Փ��ԭ��
Jun Ye, Qichen Guo, Hongjia Lu*, Pinelopi Kyvelou, Yang Zhao, Leroy Gardner & Yi Min Xie (2023) Topology optimisation of self-supporting structures based on the multi-directional additive manufacturing technique, Virtual and Physical Prototyping, 18:1, DOI: 10.1080/17452759.2023.2271458
|








 �ղ�
�ղ� �D(zhu��n)��
�D(zhu��n)�� ֧��
֧�� ����
����
 �����W(w��ng)����11010802043351
�����W(w��ng)����11010802043351