��������� ������ �� 2024-2-27 17:32 ��
2024�ꣲ��27�գ��ϘO�ܫ@Ϥ,������(n��i)��÷¡��W(xu��)��ƥƝ����W(xu��)���о��ˆT���Q,��ᘌ���������ĩ�����ڣ�PBF-LB���տs��϶ȱ�݆��}�����һ�N�µ���Փ��

11.jpg (139.91 KB, ���d��(sh��): 86)
���d����
2024-2-27 17:21 �ς�
�����
�о��ˆT�������м�(x��)�о�PBF-LB��ˇ����(sh��)���Ӱ��^�Y(ji��)��(g��u),���s����l(f��)�F(xi��n)����ԓ��ˇ�б���ҕ������ȱ�ݡ�
�տs��϶�ǽ����T���г�Ҋ��ȱ��,��ͨ���ڽ��ُ�Һ�w�D(zhu��n)׃?y��u)���w�r�γ�,���ڂ��y(t��ng)�����T���У�Niyama��(zh��n)�t�����ڜ�(zh��n)�_�A(y��)�y�s�ɵ��γ�,��Ȼ��,����ǰ��δ̽���^���@�N��������PBF-LB������,�����@��о�֮ǰ,��߀�]����֪�Ć��l(f��)ʽ���������Ԝ�(zh��n)�_�A(y��)�y��������ĩ������3D��ӡ�е��տs��϶��,��
�о��ˆTͨ�^�^�Y(ji��)��(g��u)�����ͷ�������ģ��,���ɹ���PBF-LB 3D��ӡ���տs��϶���γ��ṩ���µĽ�ጡ�
��(j��ng)�^�о�,���о��F(tu��n)꠰l(f��)�F(xi��n)Niyama��(zh��n)�t����Ч�A(y��)�y����3D��ӡ�^���пs�İl(f��)��������ھ���,�����⣬�о��l(f��)�F(xi��n)�����,�������ٶȺͳ��e�ضȵ�3D��ӡ��ˇ����(sh��)ֱ��Ӱ��տs��϶��,��
�Y(ji��)Փ����������������s���ʵ���ģ��,�����Կɿ����A(y��)�yPBF-LB���������еĿs����,��ԓ�F(tu��n)�߀�l(f��)�����տs��϶�����̈D����ͨ�^�{(di��o)��3D��ӡ����(sh��)�������տs��϶��,��
����(n��i)��÷¡��W(xu��)�C(j��)е����ϵ��������Sneha Prabha Narra��ʾ�����@���״����˻������̺�L-PBF�ӹ�ԭ�����ጿs�İl(f��)��,���҂�߀�܉�?q��)���ӳ���ӹ��l���ĺ���(sh��)�������о��ˆT���̎������������ʽ�ʬF(xi��n)�@Щ��Ϣ,���@һ�ɹ��������Ŀ�Ŀ�W(xu��)�ƺͅf(xi��)�����|(zh��),����
A-graphical-abstract-of-the-shrinkage-porosity-study.-Image-via-Acta-Materialia-.jpg (131.62 KB, ���d��(sh��): 84)
���d����
2024-2-27 17:21 �ς�
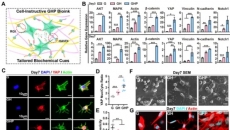
���տs��϶���о��ĈD��ժҪ
�˷�LB-PBF�е��տs��϶��
�ڽ�����s�����̕r,�������w�e�տs,�����ܕ����F(xi��n)�s�F(xi��n)������@�N�տs�]�б�ʣ���Һ�B(t��i)�������a(b��),�����ڽ�������·�������̵��^�Y(ji��)��(g��u)����,����K�IJ������ܕ����F(xi��n)���ȱ��,���@�Nȱ�ݕ�Ӱ푙C(j��)е���ܣ���(d��o)��й©,������K���ͽ��ٲ����Ĺ��ܺͿɿ���,��
������PBF-LB 3D��ӡ�^���У�����@Щ�s�׳��F(xi��n)�ڱ��渽��,������ͨ�^���ۻ���3D��ӡ��ļӹ���ȥ��,��Ȼ���������϶�γ��ڽ�����̎,���t�o��ȥ��,��
�о�������Frieden Templeton��ጵ������@Щȱ�ݰl(f��)�����^�Y(ji��)��(g��u)�ij߶��ϣ������]���A(y��)�ϵ�����,����ĺ��y�l(f��)�F(xi��n),��ʹ�ù�W(xu��)�@�R������ͨ�,���������С�Ē��ℝ��,����
ͨ�^�о�,���ƌW(xu��)�҂��l(f��)�F(xi��n)PBF-LB�еĿs����Ҫ���ɶ���֦�������L�(q��)�ӵ�,������֦�������L���ڽ����^�Y(ji��)��(g��u)���̕r�l(f��)���ġ�
�ڜyԇ�^����,���о��ˆT��һϵ�м���ʡ������ٶȺͳ��e�ض���,��ʹ��EOS M 290 3D��ӡ�C(j��)��ӡ�˴���PBF-LB�Ͻ�718���,��Ȼ���Y(ji��)�����ӵ���(sh��)��(j��)����,�������{(di��o)������|(zh��)��,��
�о�С�M�l(f��)�F(xi��n)���տs��϶�ć�(y��n)�س̶��cijЩ3D��ӡ�ӹ��l�������缤���,�������ٶȺͳ��e�ضȣ�֮�g�������@�����P(gu��n)��,���S���ضȺͼ���ʵ������Լ������ٶȵĽ��ͣ��s��׃�ø��Ӈ�(y��n)��,���������۳����γɵø���,��
�����@Щ�l(f��)�F(xi��n)���о��ˆT���������о��Y(ji��)����չʾ���տs��϶���^�̈D,���@Щ�����ڽ�����������Ĺ�ˇ�O(sh��)Ӌ�Ϳ����A�μ�������,��ʹ�������܉�ͨ�^3D��ӡ����(sh��)��p�ٺͷ�ֹ�s�ס�
Templeton�a(b��)��������@�����о��ˆT�������̮a(ch��n)���e���Ӱ�,������������������_�l(f��)��ˇ����(sh��),���Ա��ڽӽ� 500��C �ĸߜ����M(j��n)�д�ӡ,���Լ���ӡ���ֲܾ��ض�����Ӱ푵ď�(f��)�s���Π��,���
Illustration-of-shrinkage-porosity-formation-in-solidifying-metal.-Image-via-Act.jpg (162.05 KB, ���d��(sh��): 105)
���d����
2024-2-27 17:21 �ς�
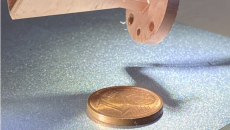
�����̽������տs��϶�γɵĈDʾ
�о�����(qi��ng)��ĩ������3D��ӡ���g(sh��)
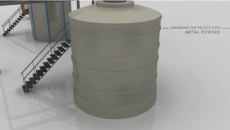
�����ڶ�����(y��ng)���о�ԺL-PBFؓ(f��)؟(z��)��Philipp Kohlwes����˼����������о�,���������ߣ�D��ӡ��ˇ40���ķ�(w��n)���ԡ�
����(j��)Kohlwes���f��,�����y(t��ng)�������ĸ�˹��������������ֲ�����,�����g�����^�ࡣ�@���܌�(d��o)�²������������۳��܇��a(ch��n)�������ݶ�,���Ķ�����w�R,������ļӟ��^��߀���ڹ���·���܇��a(ch��n)�������������Y(ji��)�w�������۳�,��
���˿˷��@Щ����(zh��n),��Kohlwes�������΄�(chu��ng)����ͬ�Π�ļ��������Ԍ��F(xi��n)������������ֲ�,������,��������Ȧ��݆��������ʹ�۳��еĜضȷֲ�����һ�¡������������ݔ����K�����۳��Юa(ch��n)����������,���@���ڱ��ֹ�ˇ��(w��n)���Ե�ͬ�r,����������a(ch��n)�ʣ������˳ɱ�,��
Kohlwes�ڏ�(qi��ng)�{(di��o)���������о��������ĝ����r�f�����������݆���c����(y��ng)��(y��ng)�õ�ƥ���Խ��,������ݔ������P(gu��n)��ˇ�ķ�(w��n)���Ծ�Խ���,���
|
��һƪ�������t(y��)�W(xu��)�����A��3D��ӡ��Q������ȫ�����g���ٹ�����ؽ����ɹ��@�C��һƪ���ʼ�ī����������W(xu��)������3D��ӡ�����ϣ����I(l��ng)�ȵĺ��պ���Ͻ���(qi��ng)�ȸ� 50%
|








 �ղ�
�ղ� �D(zhu��n)��
�D(zhu��n)�� ֧��
֧�� ����
����
 �����W(w��ng)����11010802043351
�����W(w��ng)����11010802043351