��(l��i)Դ��AM home��������֮��
�ڽ����������칤ˇ��,�����ڲ�ͬ��ԭ����ʽ�������ĩ,������,��Ƭ�ģ����F(xi��n)�˸��N�������죨AM�����g(sh��),������,����ĩԭ���������켼�g(sh��)�����۳��^С,��ӡˢ�����^�߶�������A,������(j��)��ĩݔ��ϵ�y(t��ng)��Ҫ�֞��ĩ�����ڣ�PBF���Ͷ����ܳ��e��DED�����
PBF���g(sh��)�����x���Լ����ۻ���SLM����������ۻ���EBM�������ͷۺк͵�Ƭ��ԭ����ɢ���ڳ��ͅ^(q��)��,��Ȼ��ͨ�^(gu��)�۽��������x���Ե��ۻ����ٷ�ĩ,��
DED���g(sh��)�����������ڳ��e��LMD���ͼ���̎������Σ�LENS����ͨ������ͬ�S����ͬ�r(sh��)����ĩ������ݔ�͵�Ŀ��(bi��o)�^(q��)�����γ����,�����ڛ](m��i)�з�ĩ��,����˲���ҪÓ�۳����cPBF���,��DED����Ҫ�A(y��)���e��ĩ��,������m����������ޏ�(f��)��Ϳ�ӡ�����,��DED�ѱ��V����(y��ng)����������в�ͬ�������ԵĹ����Էּ�(j��)/�M�����,��ԭλ��ĩ��������ʹ��\(y��n)��(d��ng)����ʹ��ɞ������ĺ͜p������������x��

640.jpg (77.29 KB, ���d��(sh��): 142)
���d����
2024-3-5 16:14 �ς�
DED��ˇ�漰�����ۻ�,����׃,������(d��o)/��(du��)������ĩ����õȶ��������(ch��ng),���@ʹ�îa(ch��n)Ʒ�|(zh��)����(du��)�������,���ͷ����ʡ�����ʵȹ�ˇ����(sh��)����,������(sh��)����(d��ng)��(hu��)��(d��o)�¸��N����ȱ�������a(ch��n)Ʒ����,����ǰ���о���������DED�^(gu��)����,�����ڸ��N���ؿ��ܕ�(hu��)���F(xi��n)����ȱ�ݣ������_(k��i)��,����϶�ʡ�ұ��Y(ji��)������,��ȱ���ۺϺ͚�����(y��ng)����,����ˣ���Ҫ�_(k��i)�l(f��)ԭλ�z�y(c��)�ͱO(ji��n)�ط�����(l��i)�z�����,���Ա㌍(sh��)�F(xi��n)������·��(l��i)�������셢��(sh��),�����ڙz�y(c��)��ȱ�ݕr(sh��)��ȡ��Ҫ�Ĵ�ʩ��
�o(w��)�p�u(p��ng)����NDE�����g(sh��)�V�����ڲ��ϱ���,��ȱ���R(sh��)�e�ͼӹ��O(ji��n)�y(c��),��������(hu��)��(du��)�������κΓp�ġ������(l��i),�����N�o(w��)�p�z�y(c��)���g(sh��)������DED��ˇ�е�ȱ�ݙz�y(c��),������X�侀���t������,����l(f��)��y(c��)ԇ,�����⾀����ͳ����z�y(c��)��UT��,�����У�UT���ھ���Ч�ʸ�,������ȸ�,����(du��)���ϓp�����жȸߵȃ�(y��u)�c(di��n),���dz��аl(f��)չ?ji��)����?br />
�ǽ��|ʽ���ⳬ��LU���z�y(c��)�����Ɏׂ�(g��)�о�С�M�_(k��i)�l(f��)����(y��ng)�������������^(gu��)�̵ęz�y(c��)�ͱO(ji��n)�y(c��),�����磬LU����ʹ����������Rayleigh wave���z�y(c��)DED���a(ch��n)��316L䓘�Ʒ�е�ȱ���,��F(xi��n)���īI(xi��n)��(qi��ng)�{(di��o)��ʹ�ó�������(du��)DED�^(gu��)���M(j��n)��ԭλ���ھ��O(ji��n)�y(c��)����Ҫ�ԺͿ�����,��
�����(sh��)�P(gu��n)���������쳬�z�y(c��)���īI(xi��n)���������w�e�K��Ʒ�ϡ������������a(ch��n)����һ���Ҫ����������ڽY(ji��)��(g��u),��DED�ѽ�(j��ng)�C�����䃞(y��u)�ڂ��y(t��ng)����ͼӹ����g(sh��)�ă�(y��u)��(sh��),��DED���a(ch��n)�ı��ڽY(ji��)��(g��u)�đ�(y��ng)�ÿ����ڜu݆�C(j��)�⚤��ֱ���C(j��)�l(f��)��(d��ng)�C(j��)ȼ����,��ȼ?x��)�݆�C(j��)�Ś�����ҵ�,�����˹��̑�(y��ng)���⣬�����������о��ˆT���о�ȱ���γəC(j��)�ƺ��_(k��i)�l(f��)�µ�DED���g(sh��)�r(sh��),����(j��ng)��ʹ�ñ��ڽY(ji��)��(g��u)����y(c��)ԇ��Ʒ,���c�w�Y(ji��)��(g��u)��ȣ����ڽY(ji��)��(g��u)�����׳��F(xi��n)Сȱ��,�����_(k��i)��/�Ӻͱ�������,����Ҫ�_(k��i)�l(f��)���ٜ�(zh��n)�_��ԭλ�z��ͱO(ji��n)�y(c��)������(l��i)�z�鱡�ڽY(ji��)��(g��u)��DED���죬�M�ܵ�Ŀǰ��ֹ���](m��i)��ᘌ�(du��)��Y(ji��)��(g��u)�����P(gu��n)�о�,��
�������mķ���e�m�ϙz�y(c��)����Y(ji��)��(g��u),����?y��n)鲨�����Y(ji��)��(g��u)����������˥�p��С,�����w100%�ęz�y(c��)�^(q��)��,�������Կ��ٺY�x�͙z���@Щ�Y(ji��)��(g��u)��(n��i)����ȱ�ݡ��Ěvʷ�Ͽ�,����(d��o)�����g(sh��)�ѳɹ���(y��ng)���ڙz���O(ji��n)�y(c��)���y(t��ng)��ʯ��/��Ȼ��ܵ�,���w�C(j��)�C(j��)���Y(ji��)��(g��u)�͏�(f��)�ϰ�ȡ�
���ڴ�,����ۿƼ���W(xu��)���о��ˆT�_(k��i)�l(f��)��һ�N���Ì�(d��o)���z�y(c��)DED���ڽY(ji��)��(g��u)���·���,��ԓ����ʹ��ճ���ڻ����ϵ������U��PZT����늓Q������(l��i)���l(f��)��(d��o)������(d��o)�����鲨��(d��o)���������ڂ���,��Ȼ��,����(d��o)��������ӡ�ı��ڲ��ւ��������ɷǽ��|ʽ����y(c��)��x�y(c��)��,��������һ�N��ģ��,�����ڿ����A(y��)�y(c��)Lamb�����r�ױڽY(ji��)��(g��u)�еĮa(ch��n)���͂���,����ͨ�^(gu��)��(sh��)ֵ�͌�(sh��)�(y��n)�о��M(j��n)�����(y��n)�C��Ȼ��,����(y��ng)��ԭ�͙z�y(c��)ϵ�y(t��ng)��(l��i)�u(p��ng)��DED����ij�Ʒ���ڽY(ji��)��(g��u)��ȱ�ݙz�y(c��)����,�����ڹ̶���Ʒ��6�S�\(y��n)��(d��ng)ƽ�_(t��i)���ڈ�(zh��)�В���y(c��)������߀ģ�M���挍(sh��)DED�^(gu��)�����d���_(t��i)���\(y��n)��(d��ng),���·������Լ��ɵ���ӡ�h(hu��n)����,���Ԍ�(sh��)�F(xi��n)��(du��)DED�^(gu��)�̵ıO(ji��n)�ء����P(gu��n)�о��ɹ����ڽ��հl(f��)���������c���w�������^(q��)�s־Ultrasonics��,��
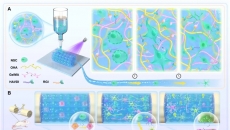
ԓ�о����õČ�40 mm,����20 mm����1.34 mm�Ćαژ�Ʒ���������аl(f��)��DEDϵ�y(t��ng)����,����D1a��ʾ,��ԓϵ�y(t��ng)��500 W��ģ�B�m(x��)�����Դ��ͬ�S����,����ĩݔ��ϵ�y(t��ng),����W(xu��)��ݔ�;۽�ϵ�y(t��ng)��6�Sƽ���\(y��n)��(d��ng)ƽ�_(t��i)�������аl(f��)�Ŀ������ȽM��,��
���ò��P�316L��ĩ����ԭ��,��������ò���ߴ緶����20~50 ��m,��316L��ĩ�Ę�(bi��o)�Q�ɷ����ڱ�1��,������(g��)ӡˢϵ�y(t��ng)��������
�������^(gu��)����,���ڱ������x���ij��eλ���A(y��)�O(sh��)�˲�һ�µĹ���ݔ�����Ķ��a(ch��n)�����˞�ȱ��,����D1b��ʾ,���y(c��)�����Ѽy�L(zh��ng)�ȼs��1.5 mm�����x���ļs15 mm,���ڳ�ԇ�(y��n)��,������(j��ng)�^(gu��)DED̎����ӡ�Ƶı��ژ�Ʒ�c����һ�������u(p��ng)�����_(k��i)�l(f��)�ęz�y(c��)������
640-1.jpg (63.02 KB, ���d��(sh��): 104)
���d����
2024-3-5 16:14 �ς�
640-2.jpg (38.45 KB, ���d��(sh��): 128)
���d����
2024-3-5 16:14 �ς�
��������ڿ��ٙz�y(c��)ӡˢ�Ľ��ٱ��ڽY(ji��)��(g��u)��(d��o)���z�y(c��)ϵ�y(t��ng)��D3��ʾ,��PZT����ճ���ڻ������,���c����^(q��)��һ�����x��������PZT���l(f��),����ͨ�^(gu��)���屻����(d��o)��������,�����Ì�(d��o)�����h(yu��n)�̂�������,���@�N���ÿ��Ա���ɔ_DED�C(j��)�����\(y��n)�У��p�ٸ����ߌ�(du��)�������������ܵ�Ӱ�,��
640-3.jpg (47.33 KB, ���d��(sh��): 129)
���d����
2024-3-5 16:14 �ς�
���xPZT�ijߴ�飺�L(zh��ng)30 mm,����5 mm����0.5 mm,����D4a��ʾ,��PZT�c����֮�g�ľ��x��16 mm��һ��(g��)�����l�ʞ�1000 kHz��Hann������ͻ�l(f��)��̖(h��o)�ɲ��ΰl(f��)��������,��֮�����x���@��(g��)�l��ֵ,������?y��n)���Ԝy(c��)�������ϵď�(qi��ng)A0ģʽLamb��,������(l��)��̖(h��o)�ɹ��ʷŴ����Ŵ�,��ʹ�ü���y(c��)��xͨ�^(gu��)�؉����ϵ�ˮƽ�������(l��i)�y(c��)���������(d��ng)����D4b��ʾ,��
640-4.jpg (96.87 KB, ���d��(sh��): 148)
���d����
2024-3-5 16:14 �ς�
640-5.jpg (82.26 KB, ���d��(sh��): 116)
���d����
2024-3-5 16:14 �ς�
�ڈD12a���L����11��15��(g��)�z�y(c��)�c(di��n)��С��ϵ��(sh��),����?y��n)�����λ��ȱ��λ�õ����·������ұ������z�y(c��)�c(di��n)�y�������c�p�����P(gu��n)����Ϣ,��ֵ��ע�����,���ڴ�s32.6 ��s̎���ĸБ�(y��ng)�c(di��n)11��14�^�쵽���@��푑�(y��ng),���@���Ԛw���ځ�(l��i)��ȱ�ݵ�ֱ�ӷ�����̖(h��o),�����⣬��37.4 ��s����,�����Ա�e��һ��(g��)ͻ����푑�(y��ng),�������ϱ�߅�練��IJ�����13̖(h��o)̽�y(c��)�c(di��n)Ҳ�^�쵽һ��(g��)���@��ɽ�ȅ^(q��)��,���@����?y��n)�ȱ�ݵ��ӰЧ�?y��ng)�́�(l��i)�ԉ���픲��ķ��䲨�ںܴ�̶��ϱ������,�����ڼ���y(c��)��x�Ĝy(c��)���������@�l���M(j��n)�еģ���ˈD12b�@ʾ��ȱ�ݿ��gλ�õēp�����P(gu��n)�D,��
640-6.jpg (88.56 KB, ���d��(sh��): 129)
���d����
2024-3-5 16:14 �ς�
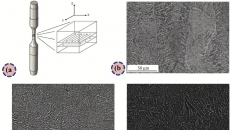
�D13a���Y(ji��)�����Ђ����c(di��n)�ĽY(ji��)��,����ֱ�^�،���������B����D�Ķ��܉�z�y(c��)�Ͷ�λȱ��,�����䲨��ȱ�ݵ�ֱ�ӷ��䲨֮�g�ĕr(sh��)�g���t�_����0.98 ��s,������(j��)�_(k��i)�l(f��)����Փģ�ͣ�A�IJ���0Ӌ(j��)�������(n��i)1000 kHz��ģʽ��3223 m/s,�����,��ȱ�ݺ͒��辀֮�g�ľ��x��Ӌ(j��)�s��1.6 mm��ͨ�^(gu��)�c6�S�\(y��n)��(d��ng)�d���_(t��i)ͬ��,�����d���_(t��i)������(bi��o)��(sh��)��(j��)�Ы@ȡ����ÿ��(g��)����y(c��)���c(di��n)�Ŀ��gλ�õČ�(sh��)�r(sh��)��Ϣ,���b�ڒ��辀λ�ڻ����Ϸ�13 mm�ĸ߶�,����˿����ڱڃ�(n��i)�s14.6 mm�ĸ߶Ⱥͼs1.5 mm���L(zh��ng)��̎�R(sh��)�eȱ�ݡ�����,�����䲨�c���w��߅�練�䲨֮�g�ĕr(sh��)�g���t��5.74 ��s,���A(y��)�Ɖ��ӵĸ߶ȹ�Ӌ(j��)�s��22.3 mm���@Щ�y(c��)���Y(ji��)���c��(sh��)�Hӛ䛵Ĕ�(sh��)��(j��)�������P(gu��n),��
640-7.jpg (26.89 KB, ���d��(sh��): 112)
���d����
2024-3-5 16:14 �ς�
640-8.jpg (82.61 KB, ���d��(sh��): 131)
���d����
2024-3-5 16:14 �ς�
�@�(xi��ng)���������һ�N�µĻ��ڌ�(d��o)���ęz�y(c��)ϵ�y(t��ng),�����ڙz�y(c��)�Ͷ�λDED-AM�a(ch��n)���ı��ڽY(ji��)��(g��u)��Сȱ�ݡ�
PZT��(zh��)��������ճ�����h(yu��n)�x�����^(q��)��Ļ�����,����(du��)�����^(gu��)�̵�Ӱ���С,������ͨ�^(gu��)���屻����(d��o)�������ϣ��ٱ��D(zhu��n)�Q���رڂ������mķ��,���ǽ��|ʽ����y(c��)��x���ڜy(c��)�������ϵ�����(d��o)����̖(h��o),��
������һ�N��ģ�́�(l��i)�A(y��)�y(c��)��(d��o)�����r�ͱ����еĮa(ch��n)���͂�������ͨ�^(gu��)��(sh��)ֵģ�M��ԇ�(y��n)�(y��n)�C��ԓģ�͵���Ч��,��Ȼ��,����ԓϵ�y(t��ng)���ڙz�y(c��)DED���a(ch��n)�ı��ژ�Ʒ�����ĩݔ�Ͳ�һ�¶���(d��o)�µ�ȱ�ݡ��x���l���Ǟ�����ߜy(c��)���`����,��ͨ�^(gu��)��������Č�(d��o)����̖(h��o),���Ē���D���гɹ��z�y(c��)�Ͷ�λȱ�ݣ�ȱ�ݵęM��ߴ�Ҳ����(zh��n)�_�R(sh��)�e,��
Ŀǰ,��ԓ�о��������@ʾ����(y��ng)�Ý�����ͨ�^(gu��)��(d��o)���z�y(c��)�·���,����PZT�����(zh��)����,���ǽ��|ʽ����y(c��)��x�����������������δ��(l��i)DED�^(gu��)�̵��ھ��z�y(c��)�ͱO(ji��n)�y(c��),��ԓϵ�y(t��ng)߀���Բ���DED�����h(hu��n)��,�����Ҳ���(hu��)�ɔ_�����^(gu��)�̡�
|








 �ղ�
�ղ� �D(zhu��n)��
�D(zhu��n)�� ֧��
֧�� ����(du��)
����(du��)
 �����W(w��ng)����11010802043351
�����W(w��ng)����11010802043351