來(lái)源:長(zhǎng)三角G60激光聯(lián)盟
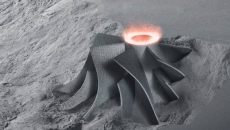
德國(guó)開(kāi)姆尼茨理工大學(xué)、波蘭奧波萊理工大學(xué)、盧森堡科技學(xué)院(LIST)、德國(guó)開(kāi)姆尼茨弗勞恩霍夫機(jī)床和成型技術(shù)研究所的科研人員報(bào)道了短纖維氧化物陶瓷基復(fù)合材料的增材制造:工藝分析與材料性能的研究。相關(guān)研究成果以“Additive manufacturing of short fiber oxide ceramic matrix composite: Process analysis and material properties”為題發(fā)表在《International Journal of Applied Ceramic Technology》上。

640.jpg (80.32 KB, 下載次數(shù): 223)
下載附件
2024-7-9 14:20 上傳
這項(xiàng)工作研究了基于材料擠壓的純氧化鋁基氧化物陶瓷基復(fù)合材料增材制造(AM)工藝鏈,從材料選擇、大規(guī)模復(fù)合成球、AM工藝本身、脫脂和燒結(jié)以及微觀結(jié)構(gòu)和力學(xué)表征開(kāi)始。復(fù)合顆粒中粘合劑(聚乙烯醇縮丁醛[PVB]、聚乙二醇[PEG]和硬脂酸)和氧化鋁(Al2O3、氧化鋁粉末和Nextel 610氧化鋁纖維)各占 50%,燒結(jié)后纖維體積占40%。這種材料在工業(yè)規(guī)模上的復(fù)合速度約為10 公斤/小時(shí),基于材料擠壓的AM工藝速度可達(dá) 1000毫米/秒。進(jìn)料速度的變化導(dǎo)致表面粗糙度顯著增加,質(zhì)量增加30%,厚度增加12%,寬度增加25%。四點(diǎn)彎曲試驗(yàn)中的抗彎行為可以用快速達(dá)到第一個(gè)峰值來(lái)描述,并在隨后出現(xiàn)第一條裂紋后達(dá)到更高的抗彎強(qiáng)度,平均值為23.8±3.6 MPa,低于.1%的伸長(zhǎng)率。斷裂面顯示了預(yù)期的破壞機(jī)制,如拉出和裂紋偏轉(zhuǎn)。打印樣品中的纖維長(zhǎng)度平均為140µm。
640-1.jpg (139.34 KB, 下載次數(shù): 202)
下載附件
2024-7-9 14:19 上傳
圖1:(A)雙螺桿擠出機(jī)通過(guò)熱模擠出進(jìn)行混合和均化。(B) 雙傳送帶風(fēng)干。(C)以約10公斤/小時(shí)的速度造粒。(D)收集顆粒。
640-2.jpg (95.84 KB, 下載次數(shù): 214)
下載附件
2024-7-9 14:19 上傳
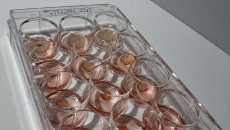
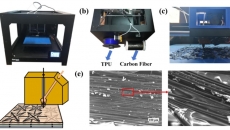
圖2:(A) 采用固定擠出機(jī)頭和移動(dòng)工作臺(tái)的材料擠出打印工藝。(B) 演示器的制造。
640-3.jpg (85.98 KB, 下載次數(shù): 196)
下載附件
2024-7-9 14:19 上傳
圖3:擠出機(jī)螺桿轉(zhuǎn)速分別為 10 rpm、11 rpm和 15 rpm 時(shí)生產(chǎn)的綠色樣品的表面質(zhì)量差異。
640-4.jpg (90.52 KB, 下載次數(shù): 183)
下載附件
2024-7-9 14:19 上傳
圖4:以10轉(zhuǎn)/分的螺桿轉(zhuǎn)速和不同的底座速度生產(chǎn)的綠色板材。
640-5.jpg (74.42 KB, 下載次數(shù): 214)
下載附件
2024-7-9 14:19 上傳
圖5:(A) 不同壁厚的箱體演示。(B) 箱體演示器的俯視圖及其尺寸
640-7.jpg (86.64 KB, 下載次數(shù): 184)
下載附件
2024-7-9 14:19 上傳
圖6:兩個(gè)不同尺寸、帶內(nèi)肋和不帶內(nèi)肋的箱形樣板。
640-8.jpg (53.06 KB, 下載次數(shù): 205)
下載附件
2024-7-9 14:19 上傳
圖7:10 rpm 批次樣品24的部分輪廓測(cè)量。
640-9.jpg (248.17 KB, 下載次數(shù): 210)
下載附件
2024-7-9 14:20 上傳
圖8:樣品8、11、17 和 21 斷裂表面的掃描電子顯微鏡(SE)圖像(SE,10 kV,2000×)。
截屏2024-07-09 下午2.21.53.png (169.3 KB, 下載次數(shù): 200)
下載附件
2024-7-9 14:22 上傳
圖9:掃描電子顯微鏡(SEM)圖像(SE,10 kV)。(A)整體(63×)。(B)用40 Vol.% 的纖維增強(qiáng)(72×)。
640-10.jpg (304.55 KB, 下載次數(shù): 204)
下載附件
2024-7-9 14:20 上傳
圖10:(A) 增材制造 (AM) 樣品和 (B) 陶瓷注射成型(CIM) 樣品的橫向切割 CT 圖像。
在未來(lái)的工作中,重點(diǎn)將放在進(jìn)一步完善打印工藝上,以增強(qiáng)打印之間的粘附性和整合性,從而提高抗彎強(qiáng)度。還將探索在3D打印中加入連續(xù)纖維的先進(jìn)技術(shù),重點(diǎn)是優(yōu)化纖維分布和排列,以提高承重能力。此外,還將繼續(xù)研究和開(kāi)發(fā)以載荷為導(dǎo)向的設(shè)計(jì)方法,以提高各種應(yīng)用中打印組件的結(jié)構(gòu)完整性和性能。此外,還將繼續(xù)開(kāi)發(fā)以應(yīng)用為導(dǎo)向的演示器,展示擬議技術(shù)在滿(mǎn)足特定行業(yè)需求方面的實(shí)際可行性。這些未來(lái)的努力將推動(dòng)AM和連續(xù)纖維增強(qiáng)材料的發(fā)展,促進(jìn)創(chuàng)造具有更強(qiáng)機(jī)械性能和結(jié)構(gòu)彈性的高性能、特定應(yīng)用 CMC產(chǎn)品。
論文鏈接:https://doi.org/10.1111/ijac.14842
| 



 收藏
收藏 轉(zhuǎn)播
轉(zhuǎn)播 支持
支持 反對(duì)
反對(duì)
 京公網(wǎng)安備11010802043351
京公網(wǎng)安備11010802043351