��Դ�� ���������������
���a(ch��n)���칤�߲��ǹ����\(y��n)�еģ����c�����ι�ˇ�o�ܽY(ji��)�ϣ�ֻ�Ю�(d��ng)�@�N�Y(ji��)�ϳɹ��r(sh��)�������Ѓr(ji��)ֵ��Ҫ�ɹ���(sh��)ʩ�����������죨AM���Q3D��ӡ�����a(ch��n)���̣���Ҫ�IJ��H�H�ǰ��b�Ͳ���һ�_(t��i)��ӡ�C(j��)�����u(p��ng)�����x�y(c��)ԇ�͌�(sh��)ʩ����3D��ӡ��Q�����r(sh��)����횿��]����(g��)AM �������̡�
����AM��ˇ���Eȡ�Q���S�����أ��������g(sh��)���O(sh��)�䡢�ИI(y��)�͑�(y��ng)�á����Ľ�B�m���ڴ����(sh��)��r�Ĺ������̣���Ҫ�֞��傀(g��)���֣��O(sh��)Ӌ(j��)���A(y��)̎������ӡ����̎�����|(zh��)�����C��

640.webp.jpg (201.24 KB, ���d��(sh��): 169)
���d����
2024-7-24 10:49 �ς�
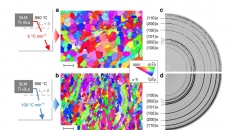
�������칤ˇ���E�D���DԴ��Metal AM
�O(sh��)Ӌ(j��)
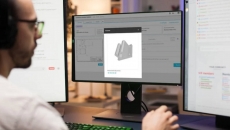
�O(sh��)Ӌ(j��)�ǹ������̵ĵ�һ��������AM�O(sh��)Ӌ(j��)�����R������(zh��n)�͙C(j��)�����x��F(xi��n)������M(j��n)�д�ӡ߀�DŽ�(chu��ng)��������O(sh��)Ӌ(j��)������
��(du��)�ڬF(xi��n)������O(sh��)Ӌ(j��)��Ŀ��(bi��o)ͨ�����x��һ�Nֻ�茦(du��)����M(j��n)�������ĵ����a(ch��n)��ˇ���@�ӿ��Խ��������O(sh��)Ӌ(j��)������(bi��o)���ijɱ������@�N��r�£�3D��ӡ���̘I(y��)�r(ji��)ֵȡ�Q�ڕr(sh��)�g�����a(ch��n)�ɱ��Ĺ�(ji��)ʡ�������Ǯa(ch��n)Ʒ���ܵ���ߡ�����x��F(xi��n)�е�����O(sh��)Ӌ(j��)��������������ăr(ji��)ֵ��(sh��)�F(xi��n)�r(sh��)�gͨ���^�̡�
��(du��)��ȫ�µ��O(sh��)Ӌ(j��)���O(sh��)Ӌ(j��)Ҫ��a(ch��n)Ʒ���ܺͿ������ԡ���3D��ӡ���O(sh��)Ӌ(j��)�����ģ����������߮a(ch��n)Ʒ���ܣ��ɞ��̘I(y��)�r(ji��)ֵ�ĝ����(q��)��(d��ng)����ÿ�N����AM��ˇ�����Լ����O(sh��)Ӌ(j��)Ҏ(gu��)�t���@ЩҎ(gu��)�t����������Ď��Π���Q�����ڴ�ӡ�^����֧���������ĽY(ji��)��(g��u)��"֧��"���O(sh��)Ӌ(j��)�����̎���?c��)���Խ��ز��������O(sh��)Ӌ(j��)����?f��)�?y��u)�����3D��ӡ�M(j��n)���O(sh��)Ӌ(j��)���Ј�(ch��ng)��Ҳ���F(xi��n)������(y��ng)���¹��ߡ�
640.webp (1).jpg (91.35 KB, ���d��(sh��): 183)
���d����
2024-7-24 10:50 �ς�
��܇׃����֧�ܣ��DԴ���A��߿�
�A(y��)̎���ʹ�ӡ
�A(y��)̎�������O(sh��)Ӌ(j��)�ʹ�ӡ֮�g�ĸ���(g��)���E����һ��(g��)�A(y��)̎�����E�nj�CAD�ļ��D(zhu��n)�Q�ɴ�ӡ�C(j��)�Á혋(g��u)�����ÿһ�ӵ�ָ��@Щָ��ͨ�^��Ƭ��(chu��ng)������CADģ���г�Ƭ�ӣ������ӡ�^�����ɹ���·��������·����������·����Ϣ�ʹ�ӡ�^�̅���(sh��)�����������ۻ����ٵĹ��ʣ���һ�Θ�(g��u)�������ж���(g��)���������@�N��r�£��ژ�(g��u)��������Ч��?c��i)[�Ų�����һ��(g��)�~��IJ��E��
��(du��)��ijЩ���g(sh��)���ԣ����x��ˇ����(sh��)��һ��(g��)��(f��)�s���跴��(f��)�������^�̣���?y��n)��ӡ���ٵ��|(zh��)���;��Ȍ�(du��)�@Щ����(sh��)�dz����С����������a(ch��n)�У���ӡ����(sh��)ͨ���ǹ̶��ģ�Ȼ��ͨ�^���m(x��)�ęC(j��)��У��(zh��n)�M(j��n)�оS�o(h��)����ijЩ���g(sh��)�У���ˇ����(sh��)ͨ�^�]�h(hu��n)��ˇ�����M(j��n)�Ќ�(sh��)�r(sh��)������
ܛ���A(y��)̎���ͅ���(sh��)�_�l(f��)��ɺ����O(sh��)��������O(sh��)�ã�������
1���b�d����(du��)�R��(g��u)��������
2����(zh��n)���ӡ������Ԛ���Է�ֹ����
3�����ӡ�C(j��)��(zh��n)����b�dԭ�ϡ�
�@Щ���E�ď�(f��)�s�̶�ȡ�Q��ԭ����͡����磬���ٷ�ĩ������ȼ�ԡ����Ժ��������Զ����Ҏ(gu��)̎����
��̎��
��̎���Еr(sh��)���(hu��)�ȴ�ӡ�^�̱��������F�����ĕr(sh��)��
���NAM��ˇ���O(sh��)�䡢��(y��ng)�õȵĺ�̎�����Eǧ���f�e����M�����������Ҫ���羫�ȡ�����ֲڶȡ���(qi��ng)�ȵȣ����@Ҳ�����̲��E�(y��n)�Cͨ����Ҫ�����͜y(c��)ԇ����һ��(g��)�I(l��ng)�����(sh��)�P(gu��n)�I���E�������¡�
1������ӡ���Bͬ��(g��u)������O(sh��)����ȡ����
2�������(g��u)������ж���IJ��ϣ����ĩ��
3���z�龫�ȡ����ڷӡ������|(zh��)����֧�θ����ȡ�
4���������x��ʹ��늻ӹ�����䏻�C(j��)е�ӹ��Ę�(g��u)�����ϲ�ж�����������Ƕ��Ŀ�Ķ��B�Ӳ������t�������ı˴��g�Ƴ���
5���Ć�(g��)����ϲ���֧�μ���ͨ����Ҫʹ�ü��ЙC(j��)��늻ӹ�����䏻�C(j��)е�ӹ���֧�μ���жҲ���ڶ��μӹ����E����ɣ���
6����(du��)��ճ�Y(ji��)����ˇ���ȥճ�Y(ji��)���͟��Y(ji��)���������������Һ���L(zh��ng)�_(d��)��(sh��)�죬��ȥ�������е�ճ�Y(ji��)���ϡ����Y(ji��)ǰһ���E�еĸ߿�϶��������Խ��Ϳ�϶�ʡ�
7���C(j��)е�ӹ���ȥ��ʣ��֧�Ρ�ƽ�����桢�����P(gu��n)�I�������_(d��)���P(gu��n)�I���������Ҫ���ƊA�߁��̶���ӡ�����Ա��M(j��n)�ж��μӹ������������Π��(f��)�s���@Щ�A�ߵ��O(sh��)Ӌ(j��)������Ϳ��ܺ��M(f��i)�����YԴ��
8�����撁�⣺����ӹ��o���_(d��)������ֲڶ�Ҫ��ı��档�L����菊(qi��ng)������ƽ����/��ӹ�Ӳ�����棬��ȥ��δ�ӹ��������ɢ��ĩ��
9����̎��(HT)����ȥ����(g��u)�����M(j��n)�П�̎�����Ԏ�������������(y��ng)����
9������o��(HIP)��ͨ���ڲ������x�����ڷ�ĩ��ˇ���Ԝp�ٿ�϶�ʲ��M(j��n)һ��ጷő�(y��ng)����
10���۠t���Y(ji��)����ĩճ�Y(ji��)����ˇ��ȥ��ճ�Y(ji��)������Ҫʹ�á��@��(hu��)��(d��o)�´����տs�͎��Π�ƫ�ơ��@������O(sh��)Ӌ(j��)�A���M(j��n)�������a(b��)�������c�|(zh��)�����C���T������ϡ�
11���ڼӹ�ǰ�M(j��n)�иߜ�̎�����Ԍ�(du��)�����M(j��n)�лػ���Ӳ�ȣ����ڴ����(sh��)���ٴ�ӡ��ˇ�еĿ�����s�����Ͽ���̎���y�Լӹ��ĸ�Ӳ�Ƞ�B(t��i)����
12���C(j��)�ӹ����M(j��n)�иߜػػ����_(d��)����KӲ��Ҫ���Լ������ұ����;����Y(ji��)��(g��u)��
640.webp (2).jpg (197.05 KB, ���d��(sh��): 144)
���d����
2024-7-24 10:51 �ς�
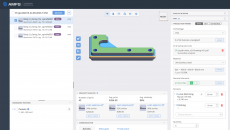
����̎��ǰ���ͺ��ң���������DԴ��Unionfab
�|(zh��)�����C
AM���|(zh��)�����C (QA) ����һ��(g��)��һ�IJ��E������������(g��)���������Ј�(zh��)�е�һϵ�Йz�顢�y(c��)����������ӛ䛡�
����AM���|(zh��)�����C�Ǫ�(d��)һ�o���ġ��c�����(sh��)���y(t��ng)���칤ˇ��ͬ�������(sh��)����AM��ˇ�Ŀ��؏�(f��)�Զ�����������(d��ng)Ȼ�ġ�ijЩ��ˇ��(du��)�y�Կ��Ƶ�ԭ���Ϻ�ˇ׃���e���С��@������Ҫᘌ�(du��)ܛ����Ӳ���Ͳ����ƶ���(qi��ng)�������|(zh��)�����C��(zh��n)�ԡ��܉�ֱ�Ӝy(c��)���Ϳ��ƽ��ٳ��e�^�̵Ĺ�ˇ�����߃�(y��u)��(sh��)��
����
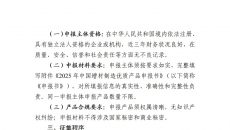
��������̈D�@ʾ�˰��b������(gu��)��(gu��)�Һ��պ���֣�NASA��"��(ji��n)��"̖(h��o)����܇�ϵ��傀(g��)3D��ӡ�⚤���������a(ch��n)�������̡��@Щ�p�|(zh��)���ڲ�����Ҫ��(j��ng)�^��݆��̎���͙z�y(c��)����Ͷ��ʹ�á�
640.webp (3).jpg (132.91 KB, ���d��(sh��): 162)
���d����
2024-7-24 10:52 �ς�
��������ʾ��D���DԴ��Metal AM
�����Y�ϣ�
[1] www.digitalalloys.com
[2] https://www.additivemanufacturing.media/
| 







 �ղ�
�ղ� �D(zhu��n)��
�D(zhu��n)�� ֧��
֧�� ����(du��)
����(du��)
 �����W(w��ng)����11010802043351
�����W(w��ng)����11010802043351