��Դ: PuSLĦ���߾���
�����M(j��n)���켼�g(sh��)�I(l��ng)��,�����S��3D���Y(ji��)��(g��u)���Ƃ似�g(sh��)�ѽ�(j��ng)�ɞ����P(gu��n)��Ҫ��̽������֮һ,�����O(sh��)Ӌ(j��)��������Ъ�(d��)�ع��ܵ������ṩ�˾��������S�Y(ji��)��(g��u)��Ҫ�֞�ɲ��֣�(i)��ͬ�Π�����S���w�Y(ji��)��(g��u),����ii�����w�Y(ji��)��(g��u)�ϵĸ��Nǻ�w�Y(ji��)��(g��u)��������,���ۡ�ͨ���ȣ�,���M��3D��ӡ���g(sh��)��(du��)�ڏ�(f��)�s3D�Y(ji��)��(g��u)�ѽ�(j��ng)��(sh��)�F(xi��n)��Ҏ(gu��)ģ��(g��)�Ի�����,��Ȼ����ǻ�w�Y(ji��)��(g��u)�ľ������췽�棬���ӡǻ�w�ľ����Դ���һ���ľ�����,�����ֱ�Ӳ���3D��ӡ���g(sh��)�Ƃ�߾���ͨ���Y(ji��)��(g��u),����֬�Ě�����(hu��)��(d��o)��ǻ�w�Y(ji��)��(g��u)�Ķ��������ԃHʹ��3D��ӡ���g(sh��)�y���_(d��)��ͨ����������ĸ߾���Ҫ��,�����,��������Ҫ�µļӹ��������a(b��)3D��ӡ���g(sh��)�IJ��㡣��Q�@һ����ȱ��,����(du��)��������������쾫�����P(gu��n)��Ҫ,��
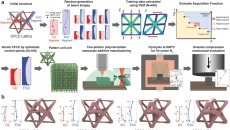
��ˣ�����������W(xu��)����Ժʿ,���n�����о��T�F(tu��n)�(du��)�����һ�N��������߾������S�Y(ji��)��(g��u)�ļӹ��������D1��,��ԓ�F(tu��n)�(du��)����Ħ��������ͶӰ���w��̣�PµSL��3D��ӡ���g(sh��)���w�뼤��ؐ���������ƿ���Y(ji��)�ϵķ�����(chu��ng)���˾��и߶ȶ��ơ����_�Y(ji��)��(g��u)�������ߴ羫�Ⱥ���ȣ���Ч�ӹ������S�Y(ji��)��(g��u),������ԓ���g(sh��)�ɹ���(y��ng)���ڶ���ᘵ����a(ch��n),������б��ᘺͶ��ᘣ��C����ԓ���g(sh��)���ЏV��,����Ч���ӹ�����,����ֵ�ƿ��ٶȿ��_(d��)ÿ��20�f��(g��)�ס��@�(xi��ng)���g(sh��)���H�����������(x��)ǻ�w�Y(ji��)��(g��u)�����S�����ṩ�˄�(chu��ng)�·���,�����Ҿ��ЏV���Ĺ��I(y��)��(y��ng)��ǰ��,��
ԓ�о��ɹ����}�顰Fabrication of customized microneedle with high 3D capability and high structural precision�� �ڼӹ������I(l��ng)��ę�(qu��n)���W(xu��)�g(sh��)�ڿ���Additive Manufacturing���ϰl(f��)��������������W(xu��)�����{�����о����Tʿ��ꐳ������n�}�M���팍(sh��)�(y��n)�����Ǟ鹲ͬ��һ����,���n�����о��T��ͨӍ����,��

640.jpg (102.99 KB, ���d��(sh��): 14)
���d����
2024-11-22 10:10 �ς�
�D1.��ͶӰ���w����c�w�뼤��ؐ���������ƿ���Y(ji��)�ϵ��������췽��ԭ��D
�о��F(tu��n)�(du��)�x��Ħ������BIO����������ԣ���֬�����ӡ���ϣ���ʹ��microArch® S230�����ȣ�2��m��3D��ӡ�O(sh��)���M(j��n)�Ќ�(sh��)�(y��n),�������о���3D��ӡ��Ʒ�Ĺ�W(xu��)���Ȍ�(du��)�w�뼤��ؐ���������ƿ�������Ӱ�,����̽���˲�ͬ��Ƭ����?q��)��w�뼤��ؐ�����ƿ׳ɿ�������Ӱ푡���(sh��)�(y��n)�Y(ji��)������,���M����Ƭ���Ԍ�(sh��)�F(xi��n)��(w��n)������,������ͨ�^�ӹ��ſ��ؿ���Ƭ�ķ�ʽ���C����ԓ�ӹ������܉������S��ӡ��(sh��)�w�Юa(ch��n)���B�m(x��)��(w��n)���ĸ�����Y(ji��)��(g��u),��
640-1.jpg (158.87 KB, ���d��(sh��): 12)
���d����
2024-11-22 10:10 �ς�
�D2.ģ����Ƭ����?q��)���ӡ�?sh��)�w��W(xu��)���ȵ�Ӱ�
640-2.jpg (122.46 KB, ���d��(sh��): 11)
���d����
2024-11-22 10:10 �ς�
�D3.�w�뼤��ؐ���������ڃɷN��Ƭ�����¼ӹ��ĽY(ji��)��
�����F�R�������`�(d��o)����ؐ���������Ļ�׃,�����������ؐ���������S����ϰ�μӹ��וr(sh��)����(hu��)�a(ch��n)����F(xi��n)�D4�����mȻʹ��ؐ�����������S���°�μӹ����Ա��ⱻ�ӹ����г��F(xi��n)��,��Ȼ��,�����e����(hu��)��(d��o)��ؐ�������������Ĵ����pʧ������(du��)�ӹ���������������,�����Æ��}�_̎���ğo��(c��)�~���L�ȱ�������550 ��m�ԃ�(n��i),���@Ȼδ�ܳ������ؐ���������ĝ���������о��F(tu��n)�(du��)�����p�}�_ؐ�����������g(sh��),��ͨ�^˲�B(t��i)�{(di��o)�ؾֲ���Ӡ�B(t��i)�������꣨�D5��,����(d��ng)?sh��)�һ��(g��)�}�_������ϕr(sh��)�a(ch��n)���˴�����������ӣ��@Щ������Ӹ�׃�˲��ϵ�˲�r(sh��)�ֲ�����,���練���ʺ�����,���Ķ������˲��ό�(du��)�ڶ����}�_���������գ���(d��o)������½�,��������(du��)�������Ӱ푅^(q��)������(du��)�^��,����(d��o)�����S���ӹ���ȵĜpС����u˥�p������ԓ�����ӹ����ɵğo�����L�Ⱦ����چ��}�_�l���o�������ӹ����,���Ҿ����^800 ��m,���ѽӽ���(d��ng)ǰ����l���µļӹ���ȘO�ޡ�
640-3.jpg (183.94 KB, ���d��(sh��): 15)
���d����
2024-11-22 10:10 �ς�
�D4.�w�뼤��ؐ���������ɿ���F(xi��n)��
640-4.jpg (135.39 KB, ���d��(sh��): 11)
���d����
2024-11-22 10:10 �ς�
�D5.�p�}�_��(y��u)��ؐ���������ɿ�
������w�eС��,���Y(ji��)��(g��u)��(f��)�s,������������M(j��n)���ӹ��r(sh��)�����^�ڴ���e��ƽ���Ʒ�ļӹ�����,�����ߴ����@���,�����ȣ�ᘵĴ�ӡ�Ӻ�ȵIJ��ֱ�ӌ�(d��o)�����γɵ��׳ߴ���F(xi��n)����(y��ng)��׃��,�����D6��,�����ڲ�ͬ�Ӻ�ᘵĹ̻��̶ȵIJ�ͬ����(d��o)�²�ͬ�Ӻ��ᘲ���ģ����ͬ,��ʹ������ͬ�ļ���l����,���^���ӡ�ӵ���܉��γɸ���ֱ���Ŀ�ǻ������ӡ�Ӹ����������ڴ�ӡ�^���и���׃��,��Ӱ���ᘵ�����,���M(j��n)���pС������ȡ����,���߅�L��ͬ��ͬһ��ϵIJ�ͬλ�üӹ����������Ҳ������ͬ���D7��,���@�������ڴ�ӡ�^���в�ͬλ�õ��տs�ʲ��(hu��)��(d��o)�²��σ�(n��i)���a(ch��n)����(n��i)��(y��ng)�����@Щ��(n��i)��(y��ng)����Ҫ�����ڴ�ӡ������߅��,�����S���x߅�����x�����Ӷ��pС������ᘳߴ�С��߅��������֮�g�ľ��x�ܶ�,������(g��)���ܵ���(n��i)��(y��ng)����Ӱ푺ܴ�,���Ķ�����������ȣ�������߅������������ȸ�С,���S���ᘼ�ֱ���ĜpС,���ӹ�λ���c߅��֮�g�ľ��x�pС����(d��o)��(n��i)��(y��ng)������,���M(j��n)һ�������������,���������ܟo���γ��ס���˷��@һ�y�},���о��F(tu��n)�(du��)����˃ɶ�ʽ�ƿ��g(sh��)���D8��,��ԓ�������C���m���ڸ��N������ϵ��ӹ���
640-5.jpg (129.99 KB, ���d��(sh��): 11)
���d����
2024-11-22 10:10 �ς�
�D6.��ӡ�Ӻ�(du��)ؐ���������ɿ�Ӱ�
640-6.jpg (159.7 KB, ���d��(sh��): 11)
���d����
2024-11-22 10:10 �ς�
�D7.��ͬ�߅�L����ϲ�ͬ�ӹ�λ�õ�ؐ���������ɿ�
640-7.jpg (165.66 KB, ���d��(sh��): 13)
���d����
2024-11-22 10:10 �ς�
�D8.��������ă��A���ƿ��g(sh��)
�b�چ�(g��)��w�eС,�����dˎ����ȡ������Ȼ����,����ˣ����ְl(f��)�]ᘹ�Ч,��ͨ�������е���ʽʹ��,���Ԍ�(sh��)�F(xi��n)Ч������о��F(tu��n)�(du��)���ÈD���R(sh��)�e���g(sh��)��(du��)ÿ��(g��)��M(j��n)�о��_��λ,���_��ؐ���������܉_�،�(du��)��(zh��n)ÿ��(g��)ᘵļ������,���Ķ��γɾ������Π�Ҏ(gu��)�t���ס��ڴ_���ӹ��|(zh��)����ͬ�r(sh��),��ؐ���������Ć��}�_���יC(j��)��߀�ṩ�˸�Ч�ļӹ��ٶ�,����(sh��)�F(xi��n)��ÿ����_(d��)20�f��(g��)�ķ�ֵ�ƿ��ٶȡ�
640-8.jpg (115.94 KB, ���d��(sh��): 12)
���d����
2024-11-22 10:10 �ς�
�D9.�������е��Ƃ估������ӹ�����չʾ
�C������,������P��SL���g(sh��)���w�뼤��ؐ����������Y(ji��)�ϵķ���,���܉�?q��)��F(xi��n)����ϸ�������Ƃ䡣ԓ�����C���ˌ�(sh��)�F(xi��n)ֱ���s1��m���Ŀ�����,�����Ҿ��ИO�ߵ��ƿ�Ч��,�����䌦(du��)����ȡ��(x��)�������ݺ�С����ˎ���f�͵��I(l��ng)����ЏV韑�(y��ng)��ǰ�����@�(xi��ng)���g(sh��)����ͨ�^�����ԁ턓(chu��ng)�����Ѓ�(n��i)��ͨ���ď�(f��)�s���S����,���Ķ�����(qi��ng)�������\����ί�,��
ԭ��朽ӣ�https://doi.org/10.1016/j.addma.2024.104509
|









 �ղ�
�ղ� �D(zhu��n)��
�D(zhu��n)�� ֧��
֧�� ����(du��)
����(du��)
 �����W(w��ng)����11010802043351
�����W(w��ng)����11010802043351