在金屬 3D 打印領(lǐng)域,,綠激光粉末床熔融(LPBF)技術(shù)正嶄露頭角,南極熊將帶您深入了解這一技術(shù),,并與傳統(tǒng)電子束點打印技術(shù)進行全面對比,,涵蓋能量密度、打印效率,、工藝穩(wěn)定性及成本控制等關(guān)鍵維度,。
希禾增材(ADDIREEN)作為專注綠激光金屬增材制造的企業(yè),基于自主研發(fā)的高功率單模光纖綠光激光器,,率先推出綠激光粉床熔融(GL-PBF)設(shè)備,。
1. 綠激光3D打印技術(shù)
希禾增材依托自主研發(fā)的綠光激光器推出GL-PBF設(shè)備,有效解決了純銅及銅合金等高反金屬在打印過程中常見的致密度不足,、飛濺嚴重,、效率低下以及精度不佳等問題,展現(xiàn)出較傳統(tǒng)紅外激光的獨特優(yōu)勢。與現(xiàn)有的電子束點打印技術(shù)相比,,綠激光在同等條件下不僅實現(xiàn)了更高的能量密度,、打印效率和穩(wěn)定性,同時具備出色的精細結(jié)構(gòu)打印能力,,加上設(shè)備成本更具競爭力,使其在高精度及大件金屬打印領(lǐng)域表現(xiàn)出明顯優(yōu)勢,。
1.1 材料吸收特性
如圖所示,,銅材料對綠激光的吸收率遠高于紅外激光,這一優(yōu)勢使得純銅,、銅合金,、黃金、鉑金等高反金屬,、難熔金屬材料在綠激光熔融過程中更為高效,,從而確保了金屬打印的質(zhì)量與效率。

640.jpg (47.01 KB, 下載次數(shù): 11)
下載附件
2025-2-20 16:35 上傳
1.2 激光器與打印質(zhì)量
希禾增材的高功率單模光纖綠光激光器具有波長短,、光束質(zhì)量高和聚焦光斑細小等優(yōu)點,。基于這一綠光激光器的LPBF設(shè)備,,在金屬增材制造過程中,,不僅成型效率更高,細節(jié)呈現(xiàn)更精細,,還具備更大的工藝窗口,,是加工高反金屬和難熔金屬的理想選擇。同時,,設(shè)備也為常規(guī)金屬材料提供了更高效,、更精細的打印可能性。
1.3 設(shè)備與應(yīng)用實踐
目前,,希禾增材推出的綠激光金屬3D打印設(shè)備(XH-M100G,、M160G、M350G,、M660G)已能實現(xiàn)純銅零件的高質(zhì)量打印,,打印件致密度高達到99.8%~99.9%,熱導率可達390 W/m·K,。此外,,使用綠激光設(shè)備打印的散熱及換熱部件,在0.5 mm壁厚下可承受超過8 MPa的水壓,,TPMS散熱結(jié)構(gòu)的最薄壁厚更低至0.08 mm,。這些優(yōu)異的技術(shù)指標已在航空航天、新能源汽車、半導體散熱器件,、感應(yīng)加熱線圈和高速通訊器件等多個領(lǐng)域得到成功驗證,。
640-1.jpg (23.57 KB, 下載次數(shù): 11)
下載附件
2025-2-20 16:35 上傳
截屏2025-02-20 下午4.34.33.jpg (39.42 KB, 下載次數(shù): 12)
下載附件
2025-2-20 16:35 上傳
640-2.jpg (13.17 KB, 下載次數(shù): 12)
下載附件
2025-2-20 16:35 上傳
截屏2025-02-20 下午4.34.40.jpg (32.75 KB, 下載次數(shù): 12)
下載附件
2025-2-20 16:35 上傳
2. 綠激光與電子束點打印技術(shù)對比
2.1 能量密度
能量密度高,有助于實現(xiàn)充分穩(wěn)定的熔融過程,,從而避免因能量不足導致的細節(jié)缺失或打印失敗,,保障復雜結(jié)構(gòu)和高精度零件的順利成型。
以希禾增材XH-M160G綠激光設(shè)備為例,,其最小光斑直徑為0.02 mm,,配備500W激光器時,計算得到能量密度約為1.6×10⁸J/cm2,。相比之下,,電子束技術(shù)束斑直徑通常在0.2 mm左右,如使用3kW電子槍,,計算得到能量密度約為1×10⁷J/cm2,。
640-3.jpg (3.58 KB, 下載次數(shù): 14)
下載附件
2025-2-20 16:35 上傳
其中,E為能量密度,P為激光功率,A為光斑面積,。
由此可見,,在僅用1/6功率的條件下,綠激光技術(shù)的能量密度便達到了電子束技術(shù)的16倍,,高出一個數(shù)量級,。
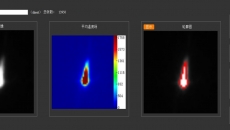
2.2 氧化控制
希禾增材綠激光金屬3D打印設(shè)備,均在惰性氣體(氬氣)的保護環(huán)境下進行打印,,設(shè)備可將工作倉內(nèi)氧含量控制至50ppm以下,,有效隔絕氧氣,降低氧化風險,。同時,,搭配使用純度高達99.95%、含氧量低于20ppm的高性能純銅粉末材料,,從源頭上進一步避免氧化,。
在此條件下,即使是對氧化極為敏感的材料,,也能在打印過程中保持穩(wěn)定的成型質(zhì)量,,避免零件表面發(fā)黑、性能下降等問題,。因此,,氧化影響幾乎可以忽略。
2.3 純銅打印致密度
在純銅打印領(lǐng)域,,希禾增材已實現(xiàn)99.8%~99.9%的高致密度穩(wěn)定批量生產(chǎn),,性能表現(xiàn)顯著優(yōu)于部分傳統(tǒng)打印工藝。2024年10月,,上海交通大學研究團隊依托希禾增材綠激光打印設(shè)備XH-M160G,成功制備出高質(zhì)量純銅部件,,其相對密度超過99.9%,IACS電導率達到98%以上。
640-4.jpg (104.65 KB, 下載次數(shù): 13)
下載附件
2025-2-20 16:35 上傳
2.4 基板預(yù)熱及成型穩(wěn)定性
希禾增材綠激光設(shè)備均配備基板預(yù)熱功能,支持0-200℃的溫度調(diào)節(jié),,能夠有效減少熔池與基板之間的溫差,從而降低熱應(yīng)力的積累,,避免純銅,、銅合金等高導熱材料在打印中出現(xiàn)開裂的情況。
此外,,公司還在研發(fā)支持更高溫度的預(yù)熱技術(shù),以進一步優(yōu)化特殊材料的打印工藝,。目前,,希禾增材綠激光粉末床熔融設(shè)備所有機型,采用合適的工藝參數(shù)進行打印,,銅基材料打印件均不會出現(xiàn)零件開裂問題,,充分驗證了綠激光打印設(shè)備的穩(wěn)定性和工藝可靠性。
2.5 打印工藝
希禾增材綠激光打印設(shè)備已成功開發(fā)多種銅含量超過95%的銅合金打印工藝,。目前,,設(shè)備能夠?qū)崿F(xiàn)40-60μm層厚的穩(wěn)定打印,確保打印過程中的高生產(chǎn)效率和優(yōu)異打印質(zhì)量,。同時,,部分銅合金材料支持高達80μm層厚的打印,這不僅進一步提升了打印速度,,還為不同工業(yè)應(yīng)用提供了更加靈活的工藝選擇,,滿足各種復雜零件的制造需求。
2.6 表面粗糙度與細節(jié)精度
受束斑尺寸和粉末粒徑等因素影響,,電子束技術(shù)常規(guī)打印精度在0.2-0.3 mm左右,,零件表面粗糙度(Ra)相對較高,與鋪粉工藝在零件細節(jié)上的表現(xiàn)差異已成為行業(yè)共識,。
鋪粉式LPBF技術(shù)通常能實現(xiàn)0.1 mm左右的打印精度,。希禾增材綠激光設(shè)備在純銅及銅合金打印中,精度可以控制在0.1 mm及以下,,部分可達0.05 mm,。此外,公司還實現(xiàn)了純銅最小壁厚0.08 mm及最小孔徑0.2 mm的極限工藝,,表面粗糙度(Ra)低至2-6μm,。由此可見,,綠激光技術(shù)具備實現(xiàn)精細加工和優(yōu)良表面質(zhì)量的能力,為精密零件的制造提供可靠保障,。
3. 綜合分析與市場選擇
3.1 設(shè)備與粉末成本
目前市場上,,同等尺寸的電子束設(shè)備價格普遍高于綠激光設(shè)備。然而,,設(shè)備成本受成本管控,、市場定位等多種因素影響,因此二者在設(shè)備價格方面難以一概而論,。
關(guān)于粉末成本,,純銅及銅合金粉末的價格主要取決于產(chǎn)能、原材料成本,、制粉工藝以及粉末粒徑等因素,。希禾增材綠激光設(shè)備常用粉末粒徑規(guī)格包括5-25μm、15-38μm和15-53μm等多種類型,。相比之下,,電子束技術(shù)適配較粗的粉末粒徑,因此粉末成本相對略低,。但總體來看,,不同技術(shù)路線對粉末性能和粒徑要求各異,粉末成本還需結(jié)合具體工藝需求綜合評估,。
3.2 未來展望
總體而言,,金屬3D打印技術(shù)路線多樣,各工藝在打印精度,、材料適配性,、生產(chǎn)效率和成本等方面各具特點,最終的選擇取決于用戶需求和市場反饋,。鋪粉式LPBF技術(shù)憑借精細的打印精度,、較強的材料適應(yīng)能力和廣泛的應(yīng)用場景,在金屬增材制造領(lǐng)域,,尤其在航空航天,、工業(yè)制造等市場占據(jù)主導地位。
未來,,隨著技術(shù)不斷進步和市場需求日益多元,,不同打印工藝將持續(xù)優(yōu)化升級,滿足更復雜的制造需求,。希禾增材將不斷發(fā)展綠激光金屬3D打印技術(shù),,通過設(shè)備性能的提升與工藝積累,不斷拓展更多材料的應(yīng)用邊界,,為金屬增材制造提供更高效,、更可靠的解決方案,。
|
|
 收藏
收藏 轉(zhuǎn)播
轉(zhuǎn)播 支持
支持 反對
反對








 京公網(wǎng)安備11010802043351
京公網(wǎng)安備11010802043351