ĀŪ‘ī£ļÖf(xi®¶)Õ¨łŖŅ∆
ńŌėO–‹Ćß(d®£o)◊x£ļŐ’ī…3DīÚ”°£¨’ż‘ŕ≥…ěť3DīÚ”°––ėI(y®®)ĶńüŠŁc(di®£n)ŕÖĄ›(sh®¨)£¨Ő’ī…ĆŔ”ŕüoôC(j®©)∑«ĹūĆŔ≤ńŃŌ£¨◊ųěť»żīů≤ńŃŌ÷ģ“Ľ£¨∆š3DīÚ”°ľľ–g(sh®ī)ĶńĎ™(y®©ng)”√ÓI(l®ęng)”ÚĚďѶĺřīů°£
Ļ‚ĻŐĽĮŐ’ī…3DīÚ”°‘O(sh®®)āšĶńįl(f®°)’ĻļÜ(ji®£n)Ĺť
1. áÝ(gu®ģ)Õ‚Ļ‚ĻŐĽĮŐ’ī…3DīÚ”°‘O(sh®®)āšĶńįl(f®°)’ĻļÜ(ji®£n)Ĺť
ŃĘůwĻ‚ĻŐĽĮ3DīÚ”°£¨ «‘Ų≤ń÷∆‘žÓI(l®ęng)”Ú◊Ó ‹ög”≠ļÕ◊Ó∆’ĪťĶńľľ–g(sh®ī)÷ģ“Ľ£¨ňŁ”…√ņáÝ(gu®ģ)3D SystemsĻęňĺť_įl(f®°)£¨‘ďĻęňĺ”…Chuck Hull”ŕ1986ńÍĄď(chu®§ng)ŃĘ°£Hull‘ŕ1986ńÍĄď(chu®§ng)‘žŃň°įŃĘůwĻ‚ŅŐ°ĪŖ@“Ľ–g(sh®ī)’Z£¨ňŻĆĘŖ@Ūó(xi®§ng)ľľ–g(sh®ī)∂®ŃxěťÕ®Ŗ^ŖBņm(x®ī)”°ňĘ◊ŌÕ‚ĺÄĻŐĽĮĶńĪ°Ć”ĀŪ÷∆‘ž3DőÔůwĶń∑Ĺ∑®£¨Ŗ@∑Nľľ–g(sh®ī)◊Ó≥űĶń”√Õĺ÷ų“™”√”ŕƶ(du®¨)ľÉĻ‚√Űėš÷¨ůwŌĶĶńĻ‚ĻŐĽĮ≥…–Õ°£”…”ŕ∆š≥…–Õ≤Ľ“ņŔáń£ĺŖ°ĘŅ…“‘◊‘”…‘O(sh®®)”č(j®¨)°ĘėO“◊Ćć(sh®™)¨F(xi®§n)łŖŹÕ(f®ī)Žs≥Ő∂»ė”ľĢĶńīÚ”°£¨≤Ę«“ĺŖ”–īÚ”°ĺę∂»łŖ°ĘĪŪ√śŔ|(zh®¨)ŃŅļ√Ķ»ŐōŁc(di®£n)£¨‘ďľľ–g(sh®ī)÷ū≤ĹŌÚŐ’ī…°ĘĹūĆŔĶ»ÓI(l®ęng)”ÚÕō’Ļ°£‘ŕ…Ō ņľo(j®¨)90ńÍīķ◊Ó≥űť_’ĻĶńĻ‚ĻŐĽĮŐ’ī…3DīÚ”°—–ĺŅ÷–£¨“Ľį„≤…”√Ķń‘O(sh®®)āšĺÕ «ėš÷¨–ÕĻ‚ĻŐĽĮīÚ”°ôC(j®©)£¨ņż»Á√ņáÝ(gu®ģ)√‹–™łýīůĆW(xu®¶)ĶńJohn Halloran°ĘBradyļÕGriffith Ķ»»ň[1-2]≤…”√Ķń «3D SystemsĻęňĺĶńSLA-250/40–Õ‘O(sh®®)āšŖM(j®¨n)––Ő’ī…Ļ‚ĻŐĽĮ≥…–Õ—–ĺŅ°£∂ÝÕ¨ēr(sh®™)∆ŕ∑®áÝ(gu®ģ)ņŻń¶»’īůĆW(xu®¶)ĶńChartierĹŐ ŕąF(tu®Ęn)͆(du®¨)[3-4]‘ŕ—–ĺŅ÷–≤…”√Ķń‘O(sh®®)āš»‘»Ľ «Ľý”ŕėš÷¨Ļ‚ĻŐĽĮ3DīÚ”°‘O(sh®®)āšĶń‘≠ņŪ£¨ľī≤…”√◊ŌÕ‚ľ§Ļ‚∆ų◊ųěťĻ‚‘ī£¨Õ®Ŗ^X-YíŖ√Ť’ŮÁRĀŪ’{(di®§o)’Żľ§Ļ‚Ļ‚¬∑£¨ ĻĶ√ľ§Ļ‚ŖxďŮ–‘Ķń’’…š‘ŕŐ’ī…Ě{ŃŌĪŪ√ś–ő≥…ĻŐĽĮĆ”£¨»ĽļůÕ®Ŗ^∆ĹŇ_(t®Ęi)ŌÚŌ¬“∆Ą”(d®įng)“ĽāÄ(g®®)Ć”ļŮĶńĺŗŽx¶§z£¨‘ŔīőšĀ“ĽĆ”Ě{ŃŌ≤Ę«“ÕÍ≥…–¬“ĽĆ”ĶńĻŐĽĮ°≠£¨Ŗ@ė”Õ®Ŗ^ƔƔĻŐĽĮ∂—ĮBĶń∑Ĺ ĹÕÍ≥…ƶ(du®¨)ė”ľĢĶńīÚ”°°£
∂ÝĻ‚ĻŐĽĮŐ’ī…3DīÚ”°ôC(j®©)’ś’żÕ∆ŌÚ –ąŲ(ch®£ng)£¨ěť –ąŲ(ch®£ng)’J(r®®n)◊R(sh®™)≤Ę«“÷ū≤Ĺ’J(r®®n)Ņ…÷ų“™įl(f®°)…ķ‘ŕ2010ńÍ÷ģļů£¨Ŗ@∆š÷–ĺŖ”–īķĪŪ–‘ĶńŐ’ī…Ļ‚ĻŐĽĮīÚ”°ôC(j®©)ŹSľ“áÝ(gu®ģ)Õ‚÷ų“™”–3D CERAM(ĪMĻ‹3DCERAMĻęňĺ2001ńÍ≥…ŃĘ£¨»Ľ∂ÝňŻāÉ÷ĪĶĹ2015ńÍ≤ŇÕ∆≥Ų ◊ŅÓĻ§ėI(y®®)ľČ(j®™)Ő’ī…3DīÚ”°ôC(j®©)[5])°ĘLITHOZ°ĘADMATEC°ĘProdwaysĶ»£¨Ŗ@–©∆ůėI(y®®)≥…ŃĘĶńēr(sh®™)ťg›S»ÁŌ¬ąDňý ĺ°£

640.jpg (12.26 KB, Ō¬›dīőĒĶ(sh®ī): 19)
Ō¬›dłĹľĢ
2025-5-16 16:34 …Ōāų
°ųąD1 “Ľ–©÷™√ŻĻ‚ĻŐĽĮŐ’ī…3DīÚ”°ŹSľ“Ķń≥…ŃĘēr(sh®™)ťg›S
2. áÝ(gu®ģ)É»(n®®i)Ļ‚ĻŐĽĮŐ’ī…3DīÚ”°‘O(sh®®)āšĶńįl(f®°)’ĻļÜ(ji®£n)Ĺť
Ő’ī…Ļ‚ĻŐĽĮ≥…–Õľľ–g(sh®ī)‘ŕáÝ(gu®ģ)É»(n®®i)∆ū≤ĹŌŗƶ(du®¨)›^ÕŪ£¨Ķę «ŌŗÍP(gu®°n)ĶńĆW(xu®¶)–g(sh®ī)—–ĺŅ‘ĹĀŪ‘Ĺ∂ŗ£¨“≤’Q…ķŃň“Ľ–©“‘Ő’ī…Ļ‚ĻŐĽĮ‘O(sh®®)āšěťĹõ(j®©ng)†I(y®™ng)÷ųůwĶń∆ůėI(y®®)£¨»Ľ∂Ý÷ų“™ĺ÷√ś»‘ «“‘‘ļ–£—–ĺŅěť÷ųůw°£ĪMĻ‹Ő’ī…Ļ‚ĻŐĽĮ≥…–Õ «ńŅ«įáÝ(gu®ģ)É»(n®®i)—–ĺŅĶńüŠťT∑ĹŌÚ£¨Ķę «ŇcáÝ(gu®ģ)Õ‚ŌŗĪ»£¨áÝ(gu®ģ)É»(n®®i)Ő’ī…Ļ‚ĻŐĽĮīÚ”°ľľ–g(sh®ī)/‘O(sh®®)āšŖÄŖ_(d®Ę)≤ĽĶĹ’ś’żĻ§ėI(y®®)ĽĮĎ™(y®©ng)”√Ķńňģ∆Ĺ£¨ŇcáÝ(gu®ģ)Õ‚Ķńľľ–g(sh®ī)ňģ∆ĹŖÄ”–√ųÔ@Ķń≤Óĺŗ£¨ŐōĄe‘ŕłŖĺę∂»łŖŹä(qi®Ęng)∂»Ő’ī…Ļ‚ĻŐĽĮ≥…–Õ‘O(sh®®)āšľį≤ńŃŌĶńģa(ch®£n)ėI(y®®)ĽĮ∑Ĺ√śīś‘ŕ√ųÔ@∂ŐįŚ°£
640-1.jpg (112.73 KB, Ō¬›dīőĒĶ(sh®ī): 15)
Ō¬›dłĹľĢ
2025-5-16 16:34 …Ōāų
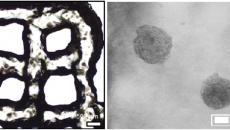
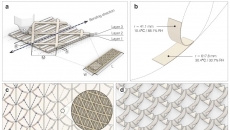
°ųÖf(xi®¶)Õ¨łŖŅ∆Ő’ī…īÚ”°‘O(sh®®)āš
…ÓŘŕÖf(xi®¶)Õ¨Ąď(chu®§ng)–¬łŖŅ∆ľľįl(f®°)’Ļ”–ŌřĻęňĺ£®“‘Ō¬ļÜ(ji®£n)∑Q °į Öf(xi®¶)Õ¨łŖŅ∆ °Ī £©Ļ‚ĻŐĽĮŐ’ī…ąF(tu®Ęn)͆(du®¨) «áÝ(gu®ģ)É»(n®®i)›^‘Áť_ ľŖM(j®¨n)––Ļ§ėI(y®®)ľČ(j®™)Ő’ī…Ļ‚ĻŐĽĮĚ{ŃŌŇš∑Ĺ°ĘĻ§ňáĎ™(y®©ng)”√ť_įl(f®°)ĶńĆ£ėI(y®®)ąF(tu®Ęn)͆(du®¨)÷ģ“Ľ£¨Źń2016ńÍť_ ľ÷ŃĹŮ“—”–‘ďÓI(l®ęng)”Ú?q®Ī)ĘĹŁ ģńÍĶńľľ–g(sh®ī)ņŘ”č(j®¨)£¨ĻęňĺĶńÉě(y®≠u)Ą›(sh®¨)‘ŕ”ŕĆĘĹŁ ģńÍĶńŐ’ī…Ļ‚ĻŐĽĮ≤ńŃŌŇš∑ĹŇcĻ§ňáĶń—–įl(f®°)£¨≤Ę«“…ÓłŻ”ŕłŖľÉ∂»—űĽĮšX°ĘłŖĺę∂»łŖŹä(qi®Ęng)∂»—űĽĮšÜĶ»…ŔĒĶ(sh®ī)é◊∑NüŠťTĎ™(y®©ng)”√Ő’ī…≤ńŃŌĶńť_įl(f®°)£¨Ď™(y®©ng)”√”ŕļĹŅ’ļĹŐž°ĘįŽĆß(d®£o)ůw°Ęĺę√‹Žä◊”Ķ»––ėI(y®®)°£Ļęňĺ‘ŕ2023ńÍ√śŌÚ –ąŲ(ch®£ng)Õ∆≥ŲŃňXT-C100°ĘXT-C200ôC(j®©)–Õ£¨Ŗ@–©Ő’ī…īÚ”°ôC(j®©)ĶńÕ∆≥Ų «ĻęňĺĻ‚ĻŐĽĮŐ’ī…Ě{ŃŌľįĻ§ňáľľ–g(sh®ī)ņŘ∑eŌ¬Ķń—bāš∂®ŌÚť_įl(f®°)°£
Ļ‚ĻŐĽĮŐ’ī…3DīÚ”°ôC(j®©)Ķń∑NÓźľį∆šŐōŁc(di®£n)
Ļ‚ĻŐĽĮŐ’ī…ľľ–g(sh®ī)∑Ĺ√śńŅ«į÷ų“™”–÷ūŁc(di®£n)íŖ√Ť ĹĻ‚ĻŐĽĮļÕ√ś∆ōĻ‚ĻŐĽĮÉ…∑N[6]£¨ŌŗĎ™(y®©ng)ĶńīÚ”°‘O(sh®®)āš∑÷Ąe «“‘◊ŌÕ‚ľ§Ļ‚∆ųěťĻ‚‘īĶńŁc(di®£n)-ĺÄíŖ√Ť ĹĶńĻ‚ĻŐĽĮŐ’ī…3DīÚ”°ôC(j®©)£®“‘Ō¬ļÜ(ji®£n)∑Qīň∑Ĺ ĹěťSLA£©ļÕ“‘ĒĶ(sh®ī)◊÷Ļ‚‘ī£®Digital Light Procession£©ŖM(j®¨n)––√ś∆ōĻ‚ĶńĻ‚ĻŐĽĮŐ’ī…3DīÚ”°ôC(j®©)£®“‘Ō¬ļÜ(ji®£n)∑Qīň∑Ĺ ĹěťDLP£©£¨É…’ŖĶń ĺ“‚ąD»ÁŌ¬[7]£ļ
640-2.jpg (33.33 KB, Ō¬›dīőĒĶ(sh®ī): 21)
Ō¬›dłĹľĢ
2025-5-16 16:34 …Ōāų
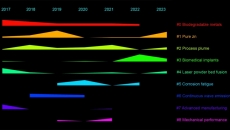
°ųąD2 SLA≥…–Õ∑Ĺ ĹŇcDLP≥…–Õ∑Ĺ Ĺ[7]
∂Ý◊ŌÕ‚Ļ‚‘īĶń∑Ň÷√őĽ÷√”÷õQ∂®Ńň≥…–Õ∆ĹŇ_(t®Ęi)ĶńŖ\(y®īn)––∑Ĺ Ĺ£¨∆š÷–ĆĘĻ‚‘ī÷√”ŕ≥…–Õ∆ĹŇ_(t®Ęi)Ō¬∑ĹŹń∂ÝŌÚ…Ō≥ŲĻ‚ŖM(j®¨n)––≥…–ÕĶń«ťõrŌ¬£¨∆ĹŇ_(t®Ęi)Ŗ\(y®īn)––Ķń∑Ĺ Ĺ «÷ū≤ĹŌÚ…ŌŐŠņ≠Ķń£®ŐŠņ≠ Ĺ£©£ĽĆĘĻ‚‘ī÷√”ŕ≥…–Õ∆ĹŇ_(t®Ęi)…Ō∑ĹŹń∂ÝŌÚŌ¬≥ŲĻ‚ŖM(j®¨n)––≥…–ÕĶń«ťõrŌ¬£¨∆ĹŇ_(t®Ęi)Ŗ\(y®īn)––Ķń∑Ĺ Ĺ «÷ū≤ĹŌÚŌ¬“∆Ą”(d®įng)Ķń£®Ō¬≥Ń Ĺ£©°£“Ľį„SLAŐ’ī…īÚ”°ôC(j®©)…Ŕ”–ĆĘ◊ŌÕ‚ľ§Ļ‚∆ų÷√”ŕ≥…–Õ∆ĹŇ_(t®Ęi)Ō¬∑Ĺ£¨“Úīň –√ś…Ō≥£“äĶńSLAŐ’ī…īÚ”°ôC(j®©)Ķń≥…–Õ∆ĹŇ_(t®Ęi)Ŗ\(y®īn)––∑Ĺ Ĺ“Ľį„ «Ō¬≥Ń ĹĶń£Ľ∂ÝDLPŐ’ī…īÚ”°ôC(j®©)Ątīů∂ŗĒĶ(sh®ī) «ĆĘ◊ŌÕ‚Ļ‚‘ī÷√”ŕ≥…–Õ∆ĹŇ_(t®Ęi)Ō¬∑Ĺ£¨ŖM(j®¨n)∂Ý≤…”√≥…–Õ∆ĹŇ_(t®Ęi)ŐŠņ≠ ĹĶńŖ\(y®īn)––∑Ĺ Ĺ°£
640-3.jpg (46.17 KB, Ō¬›dīőĒĶ(sh®ī): 21)
Ō¬›dłĹľĢ
2025-5-16 16:34 …Ōāų
°ųąD3 Ō¬≥Ń Ĺ£®◊ů£©[8]ŇcŐŠņ≠ Ĺ£®”“£©[9]≥…–Õ∑Ĺ ĹĶńƶ(du®¨)Ī»
÷ģňý“‘‘ŕĻ‚‘īĶńŖxďŮľį≥…–Õ∆ĹŇ_(t®Ęi)ĶńŖ\(y®īn)––∑Ĺ Ĺ…Ō—‹…ķ≥Ų≤ĽÕ¨Óź–ÕĶńĻ‚ĻŐĽĮŐ’ī…3DīÚ”°ôC(j®©)£¨łýĪĺĶń‘≠“Ú“Ľ∑Ĺ√ś «Ć¶(du®¨)ģa(ch®£n)∆∑īÚ”°ĺę∂»°ĘīÚ”°ňŔ∂»°Ęģa(ch®£n)∆∑īů–°£®īÚ”°∑ý√ś£©Ķń∂®őĽ≤ĽÕ¨£¨ŃŪ“Ľ∑Ĺ√śĄt»°õQ”ŕĻ‚ĻŐĽĮŐ’ī…≤ńŃŌĶń†ÓĎB(t®§i)°£SLA‘O(sh®®)āš≤…”√◊ŌÕ‚ľ§Ļ‚£®≤®ťL(zh®£ng)“Ľį„355nm~405nm£©ŖM(j®¨n)––ĺÄíŖ√Ť£¨ľ§Ļ‚Ļ‚įŖ≥ŖīÁľö(x®¨)őĘĶĹ30¶Őm£¨“Ú∂Ýń‹ČÚ÷∆‘ž≥ŲőĘ√◊ľČ(j®™)∑÷Īś¬ ĶńłŖĪŪ√śŔ|(zh®¨)ŃŅŃ„ľĢ£¨Ŗ@ė”SLAĶń≥…–Õ∑Ĺ Ĺń‹Õ¨ēr(sh®™)‘ŕĪ£◊C›^łŖĶńĺę∂»ĶńÕ¨ēr(sh®™)ł≤…wĶĹłŁīůĶńīÚ”°∑ý√ś£¨ņż»ÁńŅ«į –√ś…Ō“—”–īÚ”°∑ý√ś600°Ń600°Ń300mmĶńSLAôC(j®©)–Õ°£
∂ÝDLPĄtŖ\(y®īn)”√Ńň√ņáÝ(gu®ģ)Ķ¬÷›Éx∆ųĻęňĺĶńĒĶ(sh®ī)◊÷őĘÁR‘™ľĢ£®Digital Micromirro Device)£¨DMD «”…ŇcÔ@ ĺąDŌŮŌŮňōŌŗƶ(du®¨)Ď™(y®©ng)ĶńĒĶ(sh®ī)įŔ»fāÄ(g®®)őĘÁRĺō–őÍáŃ–ĹM≥…Ķń–ĺ∆¨°£Õ®Ŗ^žoŽäѶÚĆ(q®Ī)Ą”(d®įng)őĘÁR£¨Ņ…“‘Üő™ö(d®≤)–żřD(zhu®£n)°ņ(10~12)°„£¨∆ūĶĹŅō÷∆≥¨ŅžňŔĻ‚ť_ĽÚÍP(gu®°n)Ķń†ÓĎB(t®§i)[10]°£≥¨ŅžňŔĶńĻ‚ĺÄ«–ďQļÕ’ŻůwÕ∂”į ĻDLPīÚ”°ŐéņŪēr(sh®™)ťgĪ»āųĹy(t®Įng)ĶńSLAŁc(di®£n)£≠ĺÄ£≠√śíŖ√ŤŖ^≥Ő√ųÔ@Ņs∂Ő£¨∂Ý«“Ņ…“‘ę@Ķ√őĘ√◊ľČ(j®™)ĶńŐō’ų∑÷Īś¬ [11]°£
640-4.jpg (52.88 KB, Ō¬›dīőĒĶ(sh®ī): 18)
Ō¬›dłĹľĢ
2025-5-16 16:34 …Ōāų
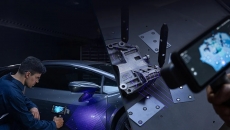
°ųÖf(xi®¶)Õ¨łŖŅ∆Ő’ī…īÚ”°ė”ľĢ
»Ľ∂Ý–ĺ∆¨ĺę∂»ŇcīÚ”°∑ý√śīś‘ŕ÷Ý“ĽāÄ(g®®)√¨∂‹ĶńÍP(gu®°n)ŌĶ£¨ĪMĻ‹ńŅ«į”––©DLPīÚ”°ôC(j®©)“—Ĺõ(j®©ng)≤…”√Ńň4K∑÷Īś¬ Ķń–ĺ∆¨£¨Ķę”…”ŕDLP≤…”√ĶńÕ∂”į Ĺ≥ŲĻ‚∑Ĺ Ĺ£¨ģĒ(d®°ng)īÚ”°ė”∆∑Ķń≥ŖīÁ‘Ĺīůēr(sh®™)£¨∆š«–∆¨Õ∂”į√ś“≤‘Ĺīů£¨Ŗ@ė”‘ž≥…ŃňDLP‘ŕ≥…–Õīů≥ŖīÁė”∆∑ēr(sh®™)∆šīÚ”°ĺę∂»ēĢ(hu®¨)īů∑ýĹĶĶÕ°£ěťŃň ĻDLPŐ’ī…īÚ”°ôC(j®©)ń‹Õ¨ēr(sh®™)ĚM◊„łŖĺę∂»“‘ľįīů∑ý√śĶń–Ť«ů£¨ńŅ«įĶńĹ‚õQ∑Ĺįł÷ų“™”–É…∑N£¨“Ľ∑N «Ņ…“∆Ą”(d®įng) ĹĻ‚ôC(j®©)Ķń∑Ĺ Ĺ£ĽŃŪÕ‚“Ľ∑NĄt «∂ŗāÄ(g®®)Ļ‚ôC(j®©)∆īĹ”Ķń∑Ĺ Ĺ£¨Ŗ@∑NĻ¶ń‹ Ļ‘ďŖ^≥Őń‹ČÚ‘ŕ’ŻāÄ(g®®)ėč(g®įu)Ĺ®∆ĹŇ_(t®Ęi)…ŌĆć(sh®™)¨F(xi®§n)ėOłŖĶń∑÷Īś¬ ļÕ25÷Ń150µmĶńĆ”ļŮ∂»£¨≤Ę«“Õ¨ēr(sh®™)‘O(sh®®)āš∑ý√śŅ…łŖŖ_(d®Ę)°›300°Ń445mmĶń“é(gu®©)ń£°£
–°ĹY(ji®¶)
łýďĢ(j®ī)Market Digits 2024ńÍ4‘¬įl(f®°)≤ľĶń –ąŲ(ch®£ng)—–ĺŅąů(b®§o)łś£¨2023ńÍŐ’ī…3DīÚ”° –ąŲ(ch®£ng)Ér(ji®§)÷Ķěť2.7É|√ņ‘™£¨ÓA(y®ī)”č(j®¨)ĶĹ2032ńÍĆĘŖ_(d®Ę)ĶĹ26É|√ņ‘™£¨‘ŕ∑÷őŲ∆ŕťg‘ŲťL(zh®£ng)28.6%°£3DīÚ”° «“Ľ∑N≤ĽĒŗįl(f®°)’ĻĶń÷∆‘žľľ–g(sh®ī)£¨ŇcĺŘļŌőÔĽÚĹūĆŔĻ§ňáŌŗĪ»£¨Ő’ī…3DīÚ”°»‘»Ľ «“ĽāÄ(g®®)ņŻĽý –ąŲ(ch®£ng)°£‘ŕĻ‚ĻŐĽĮŐ’ī…‘O(sh®®)āšĶń –ąŲ(ch®£ng)ĽĮĎ™(y®©ng)”√∑Ĺ√ś£¨áÝ(gu®ģ)Õ‚Ļęňĺ◊Ŗ‘ŕĻ§ėI(y®®)ĽĮĎ™(y®©ng)”√Ķń«įŃ–£¨“—Ĺõ(j®©ng)‘ŕŠt(y®©)Įü°ĘįŽĆß(d®£o)ůwĺßąA°ĘŽä◊”Ķ»Ļ§ėI(y®®)Ď™(y®©ng)”√÷–»°Ķ√Ńň≤öńŅĶń≥…ŅÉ(j®©)£¨∂ÝáÝ(gu®ģ)É»(n®®i)√śŌÚĻ§ėI(y®®)ĽĮĎ™(y®©ng)”√»‘őīšĀ’Ļť_ĀŪ£¨∂ŗ «Ď™(y®©ng)”√”ŕŅ∆—–‘ļňýĶ»ÜőőĽ°£ĪMĻ‹»Áīň£¨‘ĹĀŪ‘Ĺ∂ŗĶńłŖ–£°ĘŌŗÍP(gu®°n)ŹSľ“ĺý‘ŕīňÓI(l®ęng)”Ú≤ľĺ÷£¨“≤ĪŪ√ųŃňĻ‚ĻŐĽĮŐ’ī…‘O(sh®®)āšĶńĎ™(y®©ng)”√«įĺį›^ěťĻ‚√ų°ĘĚďѶĺřīů°£
*¬ē√ų£ļĪĺőńěťÖf(xi®¶)Õ¨łŖŅ∆ÜTĻ§‘≠Ąď(chu®§ng)£¨řD(zhu®£n)›d’ą(q®ęng)’żī_ėň(bi®°o)√ųĀŪ‘ī°£≤Ņ∑÷ąD∆¨‘ī”ŕĺW(w®£ng)Ĺj(lu®į)£¨«÷ôŗ(qu®Ęn)’ą(q®ęng)¬ď(li®Ęn)ŌĶĄh≥ż°£
ÖĘŅľőńęI(xi®§n)£ļ
[1] G. Allen Brady and John W. Halloran. Stereolithography of ceramic suspensions[J]. Rapid Prototyping Journal, 1997, 3(2): 61-65.
[2] Michelle L. Griffith,John W. Halloran. Freeform Fabrication of Ceramics via Stereolithography[J]. Journal of the American Ceramic Society, 1996, 79(10): 2601-2608.
[3] C. Hinczewski, S. Corbel and T. Chartie. Ceramic Suspensions Suitable for Stereolithogiaphy[J]. Journal of the European Ceramic Society, 1998, 18(6): 583-590.
[4] Franck Doreau , Christophe Chaput and Thierry Chartier. Stereolithography for Manufacturing Ceramic Parts[J]. ADVANCED ENGINEERING MATERIALS, 2000, 2(8): 493-496.
[5] http://www.3dceram-cn.com/index.php/List/8.html
[6] EMAMI M M, BARAZANDEH F, YAGHMAIE F. Scanning -projection based stereolithography: method and structure [J]. Sensors and Actuators A: Physical, 2014, 218£ļ116-124.
[7] J.M. Lee, S.L. Sing, M. Zhou, W.Y. Yeong, 3D bioprinting processes: a perspective on classification and terminology[J]. Int. J. BioPrinting, 2018, 4:1®C10.
[8] Susan Patricia Gentry. Factors Affecting the Resolution of Photopolymerized Ceramics[M]. Doctor thesis of University of Michigan, 2012.
[9] PFAFFINGER Markus, MITTERAMSKOGLER Gerald1, GMEINER Robert, et al. THERMAL DEBINDING OF CERAMIC-FILLED PHOTOPOLYMERS[J]. Materials Science Forum, 2015, 825-826: 75-81.
[10] HORNBECK L. Digital light processing for high-brightness high-resolution applications[C] // EI°Į 97 Proceedings of SPIE Projection Displays III. SanJose: IS&T and SPIE , 1997:27.
[11] ĄĘ”Í, ÍźŹąā•.Ő’ī…Ļ‚ĻŐĽĮ3DīÚ”°ľľ–g(sh®ī)—–ĺŅŖM(j®¨n)’Ļ[J].≤ńŃŌĻ§≥Ő, 2020, 48(9):1-12.
|







 ’≤ō
’≤ō řD(zhu®£n)≤•
řD(zhu®£n)≤• ÷ß≥÷
÷ß≥÷ ∑īƶ(du®¨)
∑īƶ(du®¨)
 ĺ©ĻęĺW(w®£ng)į≤āš11010802043351
ĺ©ĻęĺW(w®£ng)į≤āš11010802043351