��������� Сܛ�� �� 2017-5-4 16:45 ��
�������켼�g����Ҫ�đ������ƺ��պ����I��,����������������·���D���Ѻ��պ�������������������ĵ�һλ���I(y��)����Ŀ��,������,��GE,�������f��,�����ϣ��•�R���������������պ�����I(y��)���������������섓(chu��ng)���о�����NAMII���ijɆT��λ���Ĵ�����������2012��2������֧��һ헺��պ����I������Ե��Ŀ���Ͱl(f��)�әC�������켼�g��,��2012��9��,��Ӣ�����g��(zh��n)��ί�T���e���ҽM��һ���}�顰Shaping our National Competency in Additive Manufacturing���Č��}����У�Ҳ�Ѻ��պ������������� �켼�g����Ҫ�����I��,��

QQ�؈D20170504160326.png (437.6 KB, ���d�Δ�(sh��): 133)
���d����
2017-5-4 16:04 �ς�
1 �������켼�g�ă�(y��u)��
��3D��ӡ���켼�g����,��������Ϣ�������켼�g�ĸ߶��ں�,��3D��ӡ�܉F(xi��n)�������s�Y����������ğoģ��,�����١�ȫ����,����������,���e�nj��ڼ������w���κ��ޏ͵�����������W����ͬ呼������ஔ,���ɞ��ˑ������հl(f��)�әC�cȼ��݆�C�I���g����(zh��n)������¼��g;��,���������y(t��ng)���켼�g��3D��ӡ���g��������ʮ���ڃ�(y��u)��,��
��1�� ��������ɱ�,�����ڂ��y(t��ng)���죬�a(ch��n)Ʒ�Π�Խ���s,������ɱ�Խ��,��3D��ӡ�������a(ch��n)Ʒ�Π�ď��s�̶���߶����ĸ���ĕr�g��ɱ���ᘌ����հl(f��)�әC�������ܶ��ʬF(xi��n)�Ĵ����Π���s���������,��3D��ӡ�o�ɾ��Ѓ�(y��u)��,��
��2�� �m�ڮa(ch��n)Ʒ���ӻ������հl(f��)�әC�������ǡ�ԇ�����ġ��a(ch��n)Ʒ,�������^����Ҫ��η������OӋ,�����y(t��ng)��ÿһ݆���M����Ҫ��ģ���M���IJ���������ɱ���3D��ӡ����Ҫᘌ��a(ch��n)Ʒ���Π��׃����ģ��,��
��3�� ��С���b��͜p��,��ͨ�^�ؓ䃞(y��u)���OӋ��3D��ӡ���Դ�ӡ�M�����,���p�ٮa(ch��n)Ʒ�b�䲢���ͮa(ch��n)Ʒ����,��
��4�� ���r������3D��ӡ�������ӡ,���Ķ���s���հl(f��)�әC�����L���������ԇ������,��
116749818.jpg (42.52 KB, ���d��(sh��): 115)
���d����
2017-5-4 16:04 �ς�
��5�� ��չ�OӋ���g���܂��y(t��ng)���췽ʽ���ƣ��a(ch��n)Ʒֻ�ܸ���(j��)��ˇ�ĿɌ��F(xi��n)�ԁ��OӋ,���纽�հl(f��)�әC�u݆�~Ƭ�Ϛ��,����Π�ֻ���LjA�Ρ�3D��ӡ����ʹ�u݆�~Ƭ�Ě��,�����(j��)��sЧ��Ҫ���OӋ�əE�A�λ����������Π�,��
��6�� ���ͼ���Ҫ�����y(t��ng)��,�����հl(f��)�әC�ܶ�������쌦�����ˆT�����кܸ�Ҫ��,���������F(xi��n)�^���e���ֻ����1�˻��ٔ�(sh��)������������Ρ�3D��ӡ���OӋ�ļ��Ы@ȡ���Nָ��,������ͬ�ӏ��s�Įa(ch��n)Ʒ,��3D��ӡ�C����IJ��������h���ڂ��y(t��ng)�T�졣
��7�� ��y����,�����y(t��ng)���T��,�����һ��H��������O��С�Įa(ch��n)Ʒ��3D��ӡ�C�{ԇ�ú�,����ӡ�O����������Ƅ�,��������������O��߀Ҫ��Įa(ch��n)Ʒ��
��8�� �������M,���c���y(t��ng)�ӹ��p�������෴,��3D��ӡ��������������죬���հl(f��)�әC�cȼ��݆�C��ʹ�õĴ������y(t��ng)���ټӹ�,������ԭ���϶��ڼӹ��^���б��U��,����3D��ӡ�ġ������Ρ�����p�ٽ����������M����
��9�� ���ϽM��,�����ڂ��y(t��ng)���հl(f��)�әC�cȼ��݆�C���췽ʽ���v,������ͬ���ϽM�ϣ��T�졢���ȣ��Ɇ�һ�a(ch��n)Ʒ�dz����y,��3D��ӡ����������ͬԭ�����ں���һ��,��
��10�� ���_���w���ơ�����ڔ�(sh��)���ļ�����,��3D��ӡδ�팢ʹ�Ô�(sh��)�֏��ƔUչ�����w�I��,�����F(xi��n)����������ơ�
54f02b1650b76.jpg (49.22 KB, ���d��(sh��): 96)
���d����
2017-5-4 16:04 �ς�
2 ���ìF(xi��n)��
2.1 ֱ�������I��
���������ֱ����������ļ��g��˼,��������(li��n)�ϼ��g�о����ģ�UTRC����1979���������,���䑪�Ì���������캽�հl(f��)�әC�u݆�P[2]��1994��,�����H���հl(f��)�әC��˾֮һ��Ӣ���_��˹•�_��˹��˾��Rolls-Royce���cӢ��Crankfield��Wһ��̽�����հl(f��)�әC�Cϻ�ļ������w���Σ�LSF�����켼�g,��2000��,������������˾������������LSF���g���������⁺Ͻ������F-22��F/A-l8E/F�w�C�ϫ@�Ñ��ã�����2001���ƶ���LSF���g���������Ҙ˜ʣ�ԓ�˜���2011���M������ӆ��,���ɴ���ȫ�������˽������ֱ����������ĵ�һ�Οᳱ,��
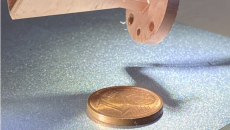
2005�꣬�������I(y��)��W��LSF���g�c�T�켼�g��Y��,����������M�����켼�g,����Q�˺��հl(f��)�әCIn961+GH4169�Ͻ��ͺ��S�к�Cϻ[4]�������y�}�����C�����Ͱl(f��)�әC���ư��r�b�Cԇ܇,�� �����,���S������ֱ���������켼�g����ȵ���u��ߣ��e�ǽ���ֱ�����������b������û�,�����ý���ֱ���������켼�g�M�к��հl(f��)�әC�㲿���ij�����������u�ܵ��ˇ����⺽�հl(f��)�әC��˾���о��C������ҕ,���D1�@ʾ�˵�EOS��˾��չʾ���������a(ch��n)���x���Լ����ۻ���SLM�� �b���ں��հl(f��)�әC�㲿������đ��Ý�����
QQ�؈D20170504151204.png (626.04 KB, ���d�Δ�(sh��): 130)
���d����
2017-5-4 15:13 �ς�
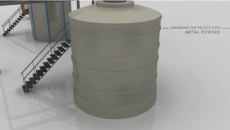
�����Avio��˾�������Arcam��˾�����a(ch��n)��������ۻ��b�䣨EBM�����a(ch��n)��TiAl�͉��u݆�~Ƭ,����MTU���հl(f��)�әC��˾,�����ˌ�LSF���g�����ں��հl(f��)�әC�㲿�����ޏ�֮��,������Ҳ�_ʼ�yԇ����SLM���gֱ������ĺ��հl(f��)�әCС�͉���C�o�Ӽ�,���_��˹•�_��˹���հl(f��)�әC��˾ͬ��Ҳ�ڿ��]������ֱ���������켼�g�����������M���հl(f��)�әC���p����������ֱ�����졣�ջݹ�˾��Pratt&Whitney���t����MTU���հl(f��)�әC��˾,��Ҳ���_չSLM���gֱ������PurePower PW1100G-JM ���հl(f��)�әC�㲿���Ĝyԇ����,����D2��ʾ��
QQ�؈D20170504151212.png (350.89 KB, ���d�Δ�(sh��): 102)
���d����
2017-5-4 15:13 �ς�
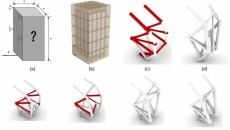
Ŀǰ,������GE��˾�ѓ��и����ֱ�����������b��300���_��,���ں��հl(f��)�әC���������ֱ���������췽�������ڇ��Hǰ�С�����,������GE��˾�����亽�հl(f��)�әC�߶����ֱ�����������,��ͨ�^��ُ����Morris��˾�������Avio��˾�����c�_չ�˺��հl(f��)�әC�����SLM��EBM�����о������P�yԇ,������Morris��˾����SLM���g���a(ch��n)�˴����ĺ��հl(f��)�әC���,����D3��ʾ���ѽ�(j��ng)���г��^20�_�����M��SLM�O��,��2013���,��GE��˾������������SLM���g������һ����GE Leap�l(f��)�әC���a(ch��n)������,��ÿ��Įa(ch��n)�����_��40000��,��GE��˾�l(f��)�F(xi��n)������SLM���g���a(ch��n)����,�����a(ch��n)���ڿɿs��2/3,�����a(ch��n)�ɱ�����50%��ͬ�r�ɿ��Եõ��˴�����ߡ�
QQ�؈D20170504151219.png (665.69 KB, ���d�Δ�(sh��): 140)
���d����
2017-5-4 15:13 �ς�
2.2 �����ޏ��I��
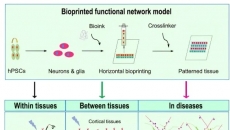
���հl(f��)�әC�����Ŀ��̭h(hu��n)���Q�����䌦��������Ҫ��O��,���ں��Lһ�Εr�g��,������ֱ�������������c߀�������ں��հl(f��)�әC�㲿�����ޏ͡�������ʹLSF���g���û�������Optomec Design��˾,���ь�LSF���g������T700������܊�w�C�l(f��)�әC�����ĥ�p�ޏ�,����D4��ʾ�����F(xi��n)����ʧЧ����Ŀ���,���ͳɱ���������,����MTU��˾�c�h�Z�������о����Ąt��LSF���g���ڜu݆�~Ƭ�ڲ��M�����Ӳ�� ���ӻ�֏͎γߴ硣
��Fraunhofer�о����t���c�о���LSF���g��⁺Ͻ�ߜغϽհl(f��)�әC�p�������ޏ�������đ���,��Ӣ��Rolls-Royce���հl(f��)�әC��˾�t��LSF���g���ڜu݆�l(f��)�әC�������ޏ�,����ʿ��ɣ�����WԺW. Kurz���ڵ��о��M����LSF���g���F(xi��n)�˸ߜغϽ��ξ��~Ƭ���ޏ͡� �ڇ���,���������I(y��)��W����LSF���g�_չ��ϵ�y(t��ng)�ļ�������ޏ͵��о��c���ù���,���ѽ�(j��ng)ᘌ��l(f��)�әC�����ļ�������ޏ�ˇ���M�����ܿ���һ�w�����g�M�����^��ϵ�y(t��ng)���о�������С,����,�����ͺ��հl(f��)�әC�Cϻ���~Ƭ,���~�P,���ܵ���Ҫ�P�I������ޏ��Ы@�ÏV�����ã���D5��ʾ,��
QQ�؈D20170504151225.png (633.17 KB, ���d�Δ�(sh��): 142)
���d����
2017-5-4 15:13 �ς�
3 ����ǰ��
GE��˾ͨ�^GRABCAD�f(xi��)���e�k��һ�λ��ڽ���ֱ���������켼�g⁺Ͻ�l(f��)�әC֧�ܵ����OӋ��ِ,������56�����ҵ��OӋ�ۺ����ύ��697����ِ��Ʒ�����й�܊�OӋ��֧�ܵ�������ԭ�OӋ��2.033kg�p�p��327g,���p���_84%,�����ڲ��û��ڷ�ĩ����SLM���g�y�Ա�����������a(ch��n)�Юa(ch��n)��С�������ƣ�����ܽ���,������GE��˾���f,������SLM���g���a(ch��n)�������Ҫ�������a(ch��n)���ι�·���T�������,��GE��˾ͬ�rҲ��̽�����û���ͬ���������M���g��LSF���g���a(ch��n)���������ܺ��հl(f��)�әC���,��
QQ�؈D20170504151236.png (1.01 MB, ���d�Δ�(sh��): 117)
���d����
2017-5-4 15:13 �ς�
�D6�@ʾ��GE��˾�����������I(y��)��WLSF���g�������GE 90�l(f��)�әC�ͺϲ��ό����L���~Ƭ⁺Ͻ��M��߅�ߜغϽ�Cϻ������,��⁺Ͻ��M��߅�L1000mm,���ں�0.8~1.2mm����K�ӹ�׃�H 0.12mm,��ͨ�^��GE��˾�Ĝyԇ,�� �D7��ʾ��GE��˾�AӋ���ں��հl(f��)�әC����λ���ý���ֱ�����������㲿����ʾ��D,��GE��˾�AӋ���ý���ֱ����������������δ����ռ���հl(f��)�әC�㲿����50%,��ʹ���аl(f��)�Ĵ��ͺ��հl(f��)�әCÿ�_���ٜp��454kg,��
QQ�؈D20170504151244.png (545.24 KB, ���d�Δ�(sh��): 115)
���d����
2017-5-4 15:13 �ς�
����ֱ���������켼�g�ѽ�(j��ng)�ں��հl(f��)�әC�㲿�����������@ʾ����Ҫ�đ��Ý����͏V韵đ���ǰ�������^,�����ڼ��gԭ�� ������ɱ�,���κ�һ헼ӹ����g�����c�����m��������Y�����c�����ں��հl(f��)�әC�㲿��������ͬ�����,�,����ڽ���ֱ���������켼�g�ij��ξ��ȡ�Ч�ʺͳɱ����c,���@헼��g�dz��m��������l(f��)�әC�о����p����Ҫ��ď��s����,���e�ǎ��ЃȲ���·����·�Ę���,�����Џ��s�����_�Ę���,�����Џ��s���͵Ę��������з��]���_��C�Y���Ę����ͼ��ɮ���ͨ·�Ę���,��
QQ�؈D20170504151251.png (285.31 KB, ���d�Δ�(sh��): 90)
���d����
2017-5-4 15:13 �ς�
�����ϘO��
���ߣ��������к����ú��հl(f��)�әC����؟�ι�˾��,�O�S���Ϻ��н�(j��ng)������Ϣ��ί�T����
������x��
GE����Խ���S�_ʼ�\�I,�������a(ch��n)��3D��ӡ���ٲ����ć���l(f��)�әC
Aerojet���3D��ӡ����l(f��)�әC����ͨ�^�c��yԇ���M���p��10��
|
��һƪ������������2�|��3D��ӡ����,���@���յȴ���֧����һƪ������3D��ӡ�C�f����
|







 �ղ�
�ղ� �D��
�D�� ֧��
֧�� ����
����
 �����W(w��ng)����11010802043351
�����W(w��ng)����11010802043351