���պ��졢ģ�ߡ����I(y��)�������ȬF(xi��n)�����I(y��)�߶��b�����Դ��ͻ����߅���(sh��)���O�ː��ӗl�������c�ɿ������L(zh��ng)��Ŀ��(bi��o)���ٰl(f��)չ����ʹ��⁺Ͻ�ģ��䓵��P(gu��n)�I���ٲ����ߴ�����(l��i)���Y(ji��)��(g��u)�����(f��)�s������Ҫ����څ��ߣ���(du��)���켼�g(sh��)Ҳ����˸��ߵ�Ҫ���Â��y(t��ng)�p�����켼�g(sh��)���a(ch��n)�������͡����Ρ����w�������ܽ��ٲ��������H��Ҫ�f(w��n)����(j��)���ϵ���������O(sh��)�估�������ģ�ߣ����Ҳ��ϓp�Ĵ������ʵ͡��ɱ��ߡ���(gu��)�Hڅ��(sh��)������⁺Ͻ�ģ��䓵��y�ӹ����ٴ����P(gu��n)�I�������켼�g(sh��)�ѽ�(j��ng)�ɞ����һ��(g��)��(gu��)���ش�߶��b������I(y��)ˮƽ�ߵ͵Ļ���(zh��n)��
�������켼�g(sh��)��AM���܉�ֱ�ӳ��ΙC(j��)е���܃�(y��u)�����Y(ji��)��(g��u)��(f��)�s�Ľ��٘�(g��u)�������Ђ��y(t��ng)�ӹ������o(w��)���ȔM�ă�(y��u)�c(di��n)�����ԓ���g(sh��)�����麽�պ��졢��(gu��)�����I(y��)�ش��b���д����y�ӹ����٘�(g��u)���������ṩһ�l���١����ԡ��ͳɱ��ļ��g(sh��)��;��[3]��������δ����Ч��Q�����^(gu��)���С���/��(n��i)��(y��ng)����������(n��i)��ȱ�ݡ��ȿ��Ɔ�(w��n)�}����ʹ��������߀�y�ԑ�(y��ng)���ں��պ����P(gu��n)�I����������(g��u)�������͏�(f��)�sģ�ߵȸ߶��I(l��ng)��
���ľ��������켼�g(sh��)�l(f��)չ���R�Ć�(w��n)�}�c����(zh��n)����(ji��n)Ҫ���������������̎�����Լ��g(sh��)����(bi��o)��(zh��n)��ӆ�l(f��)չ�F(xi��n)�ָ���������P(gu��n)�I���ٲ������ļ��g(sh��)�İl(f��)չ���̑�(y��ng)�ã�������ȡ�Q�ڸ����ܷ��w�����Ƃ估���������^(gu��)���Ѓ�(n��i)��ұ��ȱ�ݵęC(j��)���о�������̶���ȡ�Q��Ӱ����������P(gu��n)�I���ٲ����M�����ܵĺ�̎�����g(sh��)���O(sh��)���̽����ȡ�
1. �����������R��(w��n)�}
����������С������ܷ��w�Ƃ䡱������(f��)�s�Y(ji��)��(g��u)ֱ�����족����������Ρ�������̎�����ԡ�һ�w���Ī�(d��)���������ԬF(xi��n)�A�������ļ����x�^(q��)�ۻ��������켼�g(sh��)����[4]��ԓ���g(sh��)�IJ��Ϸ�ƽ������ұ��͟������^(gu��)��ʮ�֏�(f��)�s��ͬ�r(sh��)�l(f��)�����������c���w���۳��c�۴��Ľ������á��ۅ^(q��)���ߜ��ݶȺ͏�(qi��ng)�s�����µĿ������̡���(g��u)����(n��i)���M����׃��ѭ�h(hu��n)�l���ᑪ(y��ng)���ݻ��ȬF(xi��n)����ˣ������������R�����(w��n)�}���ڴ�ӡ�^(gu��)���У���(g��u)��䁷ی��c䁷ی�֮�g����һ䁷یӃ�(n��i)���Ⱦֲ��^(q��)��a(ch��n)���ĸ��N����ă�(n��i)��ȱ�ݣ����ĩ�F(tu��n)�ۡ���ĩ�]�l(f��)�w�R����/��(n��i)��(y��ng)�������g�ֲ�δ�ںϡ���϶�������Ժ������Ԛ�ס���(x��)�մɊA�s���(n��i)�������Ѽy�����������κ��c�L(zh��ng)��ȣ�������Ӱ���K���β����ă�(n��i)���|(zh��)�������W(xu��)���ܺͲ����ķ���ʹ�ð�ȫ[5]����(sh��)�ϣ���(n��i)��ұ��ȱ�ݿ���һֱ����������ؽ�����˵��P(gu��n)�I���g(sh��)֮һ��

�Ž؈D_20181202194340.png (153.12 KB, ���d�Δ�(sh��): 51)
���d����
2018-12-2 19:45 �ς�
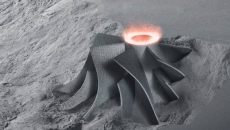
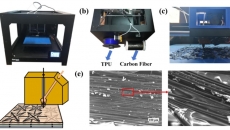
�D1 ���������^(gu��)���Юa(ch��n)���ĸ��(l��i)ȱ��(a) ��ĩ�F(tu��n)�ۣ�(b) ��ĩ�]�l(f��)�w�R��(c)��� ��(gu��)��(n��i)���ٻ�3D��ӡ��(zhu��n)���ձ錢���������^(gu��)���г��F(xi��n)��(n��i)��ұ��ȱ�ݵ�ì�^ָ����w���ϻ��A(ch��)��(w��n)�}�Լ����������(n��i)������ұ��ȱ�ݵĻ����������γəC(j��)�������Ʒ����о��������롣�P��ͨ�^(gu��)�c��������3D��ӡ���ό�(zhu��n)�ң��Ĵ��������g(sh��)�ƌW(xu��)�c����ԺԺʿ���ɼ{ʲ��W(xu��)���������������΅����A���ڡ�����(gu��)·��˹����������W(xu��)���ɕF���ڵĺ��������У����Y(ji��)�����������ڽ��ٻ����w�Ƃ䷽��Ľ�(j��ng)�(y��n)������w��(hu��)����Ҫ�ĸ����Ͻ�Q�L(zh��ng)���Ƽs�P(gu��n)�I���ٲ����������켼�g(sh��)�l(f��)չ�͑�(y��ng)�õă�(n��i)��ȱ�݆�(w��n)�}���Άο����ϻ��A(ch��)��(w��n)�}�c���������^(gu��)���еă�(n��i)��ȱ�ݙC(j��)���о��Dz���ġ��Ї�(gu��)����I(y��)�ā�(l��i)���ǡ������p�ᡱ���������ܷ�ĸ����ϵõ����ԣ��ܴ�̶���ȡ�Q�ں�̎����ˇ�c�O(sh��)�䡣�P���J(r��n)�飬��������IJ�����횽�(j��ng)�^(gu��)���m(x��)����o�����_(k��i)ģ�������ܻ�̎���Լ����İѻ𡱣�����˻𡢻ػ����𣩵ȟ�̎����ˇ������ӆ����ˇ��(bi��o)��(zh��n)�����ĸ����Ϝp�ٻ��������������P(gu��n)�I���ٲ������ڵġ���(n��i)���|(zh��)������ұ��ȱ�ݡ��������@�M���ȣ���(w��n)�}��
2. ���������̎�����Լ��g(sh��)�l(f��)չ�F(xi��n)��
��՟�̎�����g(sh��)���Пo(w��)�������o(w��)��Ⱦ�������|(zh��)���ߡ�׃��С��ͻ�����c(di��n)���Ǯ�(d��ng)ǰ��(gu��)�H��̎�����g(sh��)�l(f��)չ�ğ��c(di��n)�����y(t��ng)���ٲ����ĸ��ԟ�̎�����g(sh��)��ֻҪ��������ӆ�m�������������I(l��ng)��Ĺ�ˇ����(bi��o)��(zh��n)����Փ�ϿɘO��ظ������������(n��i)��ȱ�ݵĆ�(w��n)�}[6-7]���P���J(r��n)�飬���^���������̎�����Լ��g(sh��)�������ڽ��ٟ�̎���I(l��ng)������ǧ��vʷ�ġ��Ļ��⣬߀��(y��ng)��������o�����_(k��i)ģ�������ܻ�̎���������̎�����Б�(y��ng)��̎�����Լ����W(xu��)��̎�����B̼/�B�����ȡ�
2.1 ����o�����ܻ�̎��
����o����HIP����һ�N���ߜء��߉���һ�w�Ĺ�ˇ���a(ch��n)���g(sh��)�����ӹ����ڸߜظ߉��Ĺ�ͬ�����£���������܉����ʼӹ��a(ch��n)Ʒ�����ܶȸߡ������Ժá����܃�(y��u)���������AԺʿ�½��_(k��i)�l(f��)�Ľ������Ο���o����ˇ���c��(gu��)��(n��i)�Ј�(ch��ng)�֟���o����ˇ��Ȼ��ͬ����(j��ng)ԓ���g(sh��)̎�����������첿���������������ˌ�(sh��)�|(zh��)��ߣ��e�����^(gu��n)�M���c�C(j��)е���ܷ��汣�ָ߶ȵ�һ�����c�؏�(f��)�ԡ������AԺʿָ�������������^(gu��)���в��ɱ�����ڿ��cȱ�ݣ���Ҫ�����������Á�(l��i)��������HIP���o(w��)�Ɇ�(w��n)������x��֮һ������o����ˇʹ���ϰl(f��)����׃������׃�Σ��Ķ����^С��׃�θ��Ʋ�����(n��i)���Ŀ�϶��ȱ�ݡ���
�Ž؈D_20181202194418.png (96.91 KB, ���d�Δ�(sh��): 57)
���d����
2018-12-2 19:45 �ς�
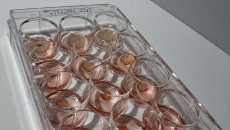
�D2 �Ӽ���(j��ng)HIP̎��ǰ��(du��)�� (a) HIP̎��ǰ��(b) HIP̎����
2.2 ��մ��/�ػ�̎��
�����õ���s���|(zh��)��ͬ����մ��̎���ɷ֞��ʹ㡢��㡢ˮ��ȡ���մ���Ĺ��������������̼��Ó̼��ʹ�����г���Ħ���ͽ��|��(y��ng)���Įa(ch��n)Ʒ���繤ģ��H43䓵�ʹ�É�������ߎױ��������ߡ��c�����B(t��i)�þ���ͬ����Ҫ���x���Ǵ����ߴ���Π�׃��С��һ���ʡȥ�ޏ�(f��)׃�εęC(j��)е�ӹ����Ķ���߽�(j��ng)��(j��)Ч�沢���a(b��)��������ɱ��ߵIJ��㡣
��ջػ�Ŀ���nj���ͨ�^(gu��)���������������ٲ�����(y��u)��(sh��)���a(ch��n)Ʒ����������Ó̼������������o(w��)���g��Ⱦ�ȣ�������(l��i)�����������(y��ng)������(w��n)���M������(sh��)�`�C��������������TC4��������(j��ng)��ջػ�̎�����䏊(qi��ng)���c��Ҏ(gu��)Ч������o(w��)�ף������ԅs���@����ˡ�
2.3 ����˻�/����̎��
����˻����Ҫ�_(d��)����׃?c��)���������ٲ������w�Y(ji��)��(g��u)����(x��)���M����������(y��ng)���ȸ���Ŀ�����⣬߀Ҫ�l(f��)�]��ռӟ�ɷ�ֹ����Ó̼������Ó֬��ʹ���������l(f��)��Ч�����Ķ��M(j��n)һ����߱�������Ⱥ����W(xu��)���ܡ�
����ȿ�����������������ٲ�������K��̎����Ҳ���������A(y��)��̎������������˻�������������W(xu��)���ܣ�һЩ��������Ĺ���������ɴ����{(di��o)��̎��������K��̎������(ji��n)����̎����ˇ��Ҳ�������øБ�(y��ng)�ӟ᷽���M(j��n)�б�����ǰ���A(y��)���̎����
2.4 ��՝B̼/�B��̎��
�B̼/�B����Ŀǰ��(y��ng)����V����һ�N���W(xu��)��̎�����������ǝB̼���B�����|(zh��)�ڹ�������a(ch��n)���Ļ���ԭ�ӣ���(j��ng)�^(gu��)�������պ͔U(ku��)ɢ��̼�����B�빤����ӣ��Ա㌢�������͵͜ػػ���@��������ӵ�Ӳ�ȡ���(qi��ng)�ȣ��e��ƣ�ڏ�(qi��ng)�Ⱥ���ĥ�ԣ���о���Ա���һ���ď�(qi��ng)�Ⱥ����õ��g�ԡ�
3. ��(gu��)��(n��i)���������켼�g(sh��)��(bi��o)��(zh��n)����
�S���������켼�g(sh��)��������죬�c֮���P(gu��n)�Ę�(bi��o)��(zh��n)������Ҳ��څ���S[8]����2002�꣬����(gu��)��܇(ch��)���̎��f(xi��)��(hu��)�l(f��)���˵�һ��(g��)�������켼�g(sh��)��(bi��o)��(zh��n)���˻�Ti-6Al-4V⁺Ͻ���e�a(ch��n)Ʒ���ԁ�(l��i)���ѽ�(j��ng)���m(x��)�m(x��)�C����19�(xi��ng)��(bi��o)��(zh��n)���@Щ��(bi��o)��(zh��n)���w�ˮa(ch��n)Ʒ���˻�͟���o����ˇ�ƶȡ����������^(gu��)�����Ƽ���������(y��ng)���˻��ƶȼ�Ҫ���Լ��˻�����o����ĕr(sh��)Ч�ƶȣ���ӳ�ˇ�(gu��)���ѽ�(j��ng)�ڿ��ƃ�(n��i)��ȱ�ݡ�����������(y��ng)�����p��׃�η���ȷ����_(k��i)չ�˴������о�������
���^(gu��n)��(gu��)��(n��i)���҇�(gu��)�������켼�g(sh��)��(bi��o)��(zh��n)�İl(f��)չ����ڇ�(gu��)�⣬�](m��i)�ܳ�ַ�ӳ��(gu��)��(n��i)���g(sh��)�l(f��)չ��ˮƽ������ȱ�ٌ�(du��)�������칤ˇ�^(gu��)�̵ı��������ƺ��J(r��n)�C�Ę�(bi��o)��(zh��n)�����g(sh��)�Ĵ��ƏVʹ���ܵ��Ƽs�����еļ��g(sh��)��(y��u)��(sh��)���](m��i)���܉�Ѹ���D(zhu��n)����a(ch��n)Ʒ��(y��u)��(sh��)���Ј�(ch��ng)��(y��u)��(sh��)�����������Ҫ�_(k��i)չ�������켼�g(sh��)�Ę�(bi��o)��(zh��n)���������e���P(gu��n)���M�������{(di��o)�صğ�̎���ƶȼ��O(sh��)���(bi��o)��(zh��n)�����O(sh��)������
4. ���������̎�����g(sh��)���O(sh��)��̽��
��՟�̎�����g(sh��)���S����՟�̎���O(sh��)��İl(f��)չ���l(f��)չ�ġ�����(gu��)���_(t��i)��՟�̎���O(sh��)��ijɹ����ƣ����_(k��i)������˻�/���ˇ�đ�(y��ng)�á���һ���b�䣬һ�����g(sh��)��һ�����ϡ����b����֧�Σ���ˇ���g(sh��)���܌�(sh��)�F(xi��n)�������Ƃ���б��ϡ���(gu��)��(n��i)��I(y��)����ע�ز����䷽�c���w��ˇ�Č�(sh��)ʩ���������b���ڲ����Ƃ��^(gu��)���е���Ҫ�ԣ��@�c(di��n)�����������̎���I(l��ng)���@���Ȟ�ͻ������(sh��)�ϣ����p�ٻ��������������P(gu��n)�I���ٲ������ڵġ���(n��i)���|(zh��)������(w��n)�}����������ں�̎�����g(sh��)���O(sh��)���̽����ȡ�
4.1 �Pʽ�p����՚����ʹ��b��
ԓ�O(sh��)����Ҫ������������ģ��䓣�H43�ȣ����ߏ�(qi��ng)䓡�����䓡��Ͻ�䓵��P(gu��n)�I���ٲ�������՟�̎����������ɵĹ�ˇ��(n��i)�ݰ���������ʹ㡢��՚�㡢����˻��c��ջػ�ȹ���
�Ž؈D_20181202194431.png (132.78 KB, ���d�Δ�(sh��): 53)
���d����
2018-12-2 19:45 �ς�
�D3 �Pʽ�p����՚����ʹ��b��Y(ji��)��(g��u)ʾ��D �Pʽ�p����՚����ʹ��b��������Ƽ��аl(f��)����һ�����M(j��n)�߶��O(sh��)�䣬���ϡ����I(y��)4.0�������Ї�(gu��)����2025���l(f��)չ����څ��(sh��)������Ҫ�أ���ȫ�������M(j��n)�ğ�̎���b��֮һ������Ҫ�������1��ʾ��
�Ž؈D_20181202194452.png (25.9 KB, ���d�Δ�(sh��): 55)
���d����
2018-12-2 19:45 �ς�
4.2 ��ʽ����p�Ҵ���b��
��ʽ����p�Ҵ��t������Ƽ���һ���߶˟Ṥ�b�䣬Ҳ�ǡ��Ї�(gu��)��̎���c��Ӹ��Լ��g(sh��)·��(xi��n)�D��ָ�������c(di��n)���P(gu��n)�O(sh��)�䣬���ЏV���đ�(y��ng)��ǰ����
��ʽˮ��t���H�m����⁺Ͻ�ˮ����̎����߀���ԔU(ku��)չ�����X�Ͻ�懻���Ⓕ��ߏ��ԺϽ�3J21�������I(l��ng)��17-4PH��410���P䓡��u���߱��غϽ�����ˮ����̎����
�Ž؈D_20181202194458.png (121.38 KB, ���d�Δ�(sh��): 38)
���d����
2018-12-2 19:45 �ς�
�D4 ��ʽ����p��ˮ���b��Y(ji��)��(g��u)ʾ��D
ԓ�O(sh��)����������@�����g(sh��)���c(di��n)����������ʽ���ˮ��t����ɹ���̎�����H�费ֱ���䣬�o(w��)�����\(y��n)��܉�E�������\(y��n)�D(zhu��n)�r(sh��)�g����(du��)�s�̣����_(d��)����6s���ҟo(w��)ˮ������Ⱦ��ձýM������Pʽ���ˮ��t�@ʾ�˘O��ă�(y��u)Խ�ԡ�����֮�⣬������ʽ�Y(ji��)��(g��u)��ʮ���m���ڴ��Բ���(qi��ng)���L(zh��ng)�U��Y(ji��)��(g��u)�Ħ�+��⁺Ͻ��㲿���Ĺ��ܟ�̎������׃��ʮ��С��
�Ї�(gu��)ij��˾ʹ��VVWQ3030��ʽ���ˮ��t�O(sh��)�䌣(zhu��n)�T(m��n)̎����������TC4⁺Ͻ���Ʒ����ˇ��(n��i)�ݣ�����+�r(sh��)Ч��ȡ�������õ�Ч����
���^(gu��n)������̎���ꮅ����������o(w��)����ɫ�����ԣ���20mm�����(n��i)ȫ��������׃�����^С��ȫ����(d��ng)������0.02mm���C(j��)е���ܴ����ߣ����w���2��ʾ��
�Ž؈D_20181202194503.png (8.78 KB, ���d�Δ�(sh��): 42)
���d����
2018-12-2 19:45 �ς�
4.3 �Pʽ�p����ո߉�����b��
ԓ�O(sh��)���m���ڸ��(l��i)���ա������I(l��ng)�����������쌣(zhu��n)�ø߉����̎���������X�����~�����y����懻�����������P䓡���(f��)�ϲ��ϡ��ߜغϽ�ĸ߉����̎����Ŀǰ��ACME���o���հl(f��)��(d��ng)�C(j��)�~Ƭ����S(ch��ng)�������O(sh��)�䡣
�Ž؈D_20181202194509.png (93.44 KB, ���d�Δ�(sh��): 45)
���d����
2018-12-2 19:45 �ς�
�D5 �Pʽ�p����ո߉�����b��Y(ji��)��(g��u)ʾ��D
ԓ�O(sh��)����еļ��g(sh��)���c(di��n)���3��ʾ��
�Ž؈D_20181202194515.png (16.53 KB, ���d�Δ�(sh��): 54)
���d����
2018-12-2 19:45 �ς�
4.4 �Pʽ�p����՝B̼�b��
ԓ�b����Ҫ����20CrMnTi��12Cr2Ni4A��12Cr2Ni3A�ȽY(ji��)��(g��u)䓡��ߺϽ�B̼䓵ĝB̼���B̼��Ĵ��1Cr13�Ȳ��P䓵ĝB̼���B̼��Ĵ�𣬹�ģ��䓵Ĵ���Լ��X݆�(l��i)������S���(l��i)����������S�С��ͱ�����C(j��)е�������ܙC(j��)������ȵĴ���˻�ȡ��似�g(sh��)�����飺
��1���Pʽ�p�ҽY(ji��)��(g��u)��1��(g��)�B̼�Һ�1��(g��)����ң������|(zh��)����(j��)��(sh��)�H���x��
��2����\ʽʯī�ӟ�tđ�Ͼ��������B̼���|(zh��)ע�뇊�죬�_����վ���
��3����(sh��)�F(xi��n)1050���¸ߜ؝B̼���O��Ŀs���˝B̼���ڣ�
��4������D(zhu��n)����܇(ch��)���fƽ��(w��n)����(zh��)�С���-��-�����\(y��n)�й�(ji��)�ģ��D(zhu��n)�ƕr(sh��)�g�̣�
��5�������}�_��տ��ƣ���(du��)ä�םB̼�����Ѓ�(y��u)��(sh��)��
�Ž؈D_20181202194521.png (87.52 KB, ���d�Δ�(sh��): 58)
���d����
2018-12-2 19:45 �ς�
�D6 �Pʽ�p����՝B̼�b��Y(ji��)��(g��u)ʾ��D
4.5 ��՟ቺ�b��
ԓ�b����Ҫ���ڸ��(l��i)���ٲ��ϡ���(f��)�ϲ��ϡ��ߌ�(d��o)����ϡ�SiC�մɡ���ĥ�(l��i)���ϵ����/����µĸߜ�?z��)ቺ��B(t��i)�µ����ܻ���ˇ������Ҫ�������£�
��1�����ҡ���(n��i)�ᡢ��ڡ��Pʽ�Y(ji��)��(g��u)�����w���þo��������
��2�����b��Һ����(zhu��n)�É����C(j��)�_��ϵ�y(t��ng)���Ƽ��d������(zh��n)�_��
��3���Ӊ���ʽ���x�����Ӊ����p��?q��)����?br />
��4�����(ch��ng)�ɑ���ʯī��������ȫ���ٸ�������
��5�����d�����ɑ���30T��35T��100T��200T��400T��500T��800T��1000T��
��6����՟ቺ�t�ضȿ��x��1500�桢1800�桢2000�桢2300�桢2500�棻
��7�����^���Ͽ��x����o��ʯī��TZM�Ͻ�
�Ž؈D_20181202194526.png (88.47 KB, ���d�Δ�(sh��): 53)
���d����
2018-12-2 19:45 �ς�
�D7 ��՟ቺ�b��Y(ji��)��(g��u)ʾ��D ����֮�⣬߀�и��(l��i)�طN��՟�̎���b�䣬�ɏV����(y��ng)���ڽ��ٻ�3D��ӡ��(g��u)���ĺ�̎���������Pʽ������˻��b�䡢��ʽ���b�ϸ�����˻��b�䡢����ջػ��b��ȡ�
5. �Y(ji��)���Z(y��)
��1���������P(gu��n)�I���ٲ������ļ��g(sh��)�İl(f��)չ���̑�(y��ng)�ã�������ȡ�Q�ڸ����ܷ��w�����Ƃ估���������^(gu��)���Ѓ�(n��i)��ұ��ȱ�ݵęC(j��)���о�������̶���ȡ�Q��Ӱ����������P(gu��n)�I���ٲ����M�����ܵĺ�̎�����g(sh��)���O(sh��)���̽����ȣ�
��2���ӿ��҇�(gu��)�������켼�g(sh��)��(gu��)�Ҙ�(bi��o)��(zh��n)��ӆ���e�����������̎�����g(sh��)����ˇ���P(gu��n)��(gu��)�Ҽ��g(sh��)��(bi��o)��(zh��n)ʮ�ֱ�Ҫ��
��3������Ƽ��F(xi��n)����՟�̎���߶ˮa(ch��n)Ʒ�����������Ї�(gu��)�����M(j��n)��ˮƽ���r(sh��)���x��������Ƽ�؟(z��)���cʹ�������Ӵ��_(k��i)�l(f��)���ϡ����I(y��)4.0�������Ї�(gu��)����2025��څ��(sh��)�ĸ߶˟�̎���b�����ȣ��M(m��n)��������������P(gu��n)�I���ٲ�����(du��)�M�������{(di��o)�صĺ�̎������
���ߣ��� �� �� �Y���R�l(w��i)�|
| 



 �ղ�
�ղ� �D(zhu��n)��
�D(zhu��n)�� ֧��
֧�� ����(du��)
����(du��)
 �����W(w��ng)����11010802043351
�����W(w��ng)����11010802043351