作者:賀進(jìn)
來(lái)源:安世亞太
的確,,似乎沒(méi)人喜歡支撐結(jié)構(gòu),,不但影響生產(chǎn)的產(chǎn)量和成本。這些額外的支撐結(jié)構(gòu)還增加構(gòu)建時(shí)間,,構(gòu)建成本以及后期處理時(shí)間和后期處理的復(fù)雜性,。這就帶來(lái)了三個(gè)層面的減少與優(yōu)化支撐的努力方向,一個(gè)層面是通過(guò)設(shè)備與工藝技術(shù)來(lái)實(shí)現(xiàn)更少的支撐,,一個(gè)層面是通過(guò)調(diào)整組件的構(gòu)建角度,,達(dá)到最大的構(gòu)建自由度,使用優(yōu)化的支撐結(jié)構(gòu),,避免了變形發(fā)生,,并使可以很容易地后期去除支撐結(jié)構(gòu)。還有一個(gè)層面是通過(guò)仿真優(yōu)化支撐的設(shè)計(jì),。
本期增材專欄文章《金屬SLM選區(qū)金屬熔化工藝仿真中關(guān)于支撐的分析研究》將分為兩篇,,此為上篇,安世亞太的仿真專家從CAE仿真的角度來(lái)分析支撐在SLM選區(qū)金屬熔化工藝仿真過(guò)程中的作用以及SLM仿真過(guò)程中對(duì)支撐的處理方式,。
本文通過(guò)(上篇)支撐類型的區(qū)分,,支撐結(jié)構(gòu)的有限元網(wǎng)格劃分,支撐強(qiáng)度等效處理,,(下篇)不同支撐形式對(duì)SLM選區(qū)金屬熔化工藝仿真的影響,,不同支撐等效強(qiáng)度對(duì)SLM選區(qū)金屬熔化工藝仿真的影響,利用仿真分析對(duì)零件進(jìn)行支撐優(yōu)化,,來(lái)揭示CAE仿真對(duì)優(yōu)化支撐設(shè)計(jì)的作用,。

WX20190705-144714.png (444.66 KB, 下載次數(shù): 102)
下載附件
2019-7-5 14:47 上傳
以激光選區(qū)熔化成型(Selective Laser Melting,SLM)工藝為例,零件成型過(guò)程中常出現(xiàn)翹曲變形,,產(chǎn)生變形的原因除了與零件本身的結(jié)構(gòu)特征,、機(jī)器粉末的穩(wěn)定性,、成型工藝參數(shù)以外還受成型過(guò)程中支撐設(shè)計(jì)的影響。
與非金屬增材工藝如光固化立體成型(Stereolithography Apparatus,,SLA)相同,,SLM選區(qū)金屬熔化在成型過(guò)程中常需要添加支撐以保證零件成型。但由于金屬材料在熱,、力性能方面與非金屬材料有著較大差別(如密度大,、熔點(diǎn)高、彈性模量大等),,成形過(guò)程中工件更易變形,。因而在成形過(guò)程中,不僅要考慮支撐在重力作用下的固定和定位作用,,其對(duì)傳熱,、抗變形性能也要求更高。
國(guó)內(nèi)外學(xué)者通過(guò)實(shí)驗(yàn)手段對(duì)不同支撐設(shè)計(jì)情況下零件的變形已開(kāi)展了大量的研究,,而本文將從CAE仿真的角度來(lái)分析支撐在SLM選區(qū)金屬熔化工藝仿真過(guò)程中的作用,,以及SLM仿真過(guò)程中對(duì)支撐的處理方式。
支撐的作用及類別
-金屬SLM選區(qū)金屬熔化成形中支撐起到的作用
金屬SLM選區(qū)金屬熔化成形過(guò)程中對(duì)于有懸垂結(jié)構(gòu)的部位,,通常來(lái)說(shuō),,目前大多數(shù)金屬SLM選區(qū)金屬熔化設(shè)備所支持的加工工藝當(dāng)懸垂結(jié)構(gòu)與水平方向的夾角小于45°時(shí)需要考慮支撐結(jié)構(gòu)設(shè)計(jì),當(dāng)然有的設(shè)備可以達(dá)到夾角小于10°時(shí)才需要考慮支撐結(jié)構(gòu)設(shè)計(jì),。支撐結(jié)構(gòu)可以加強(qiáng)和支持零件與構(gòu)建平臺(tái)的穩(wěn)定性,,可以帶走零件構(gòu)建過(guò)程中多余的熱量,可以防止零件翹曲以及減少零件構(gòu)建過(guò)程中的失敗幾率,。
支撐的作用詳細(xì)解釋如下:
1)為下一層的成形提供支持,,防止塌陷
雖然在SLM選區(qū)金屬熔化成形過(guò)程中金屬粉末可以為下一層的成形提供支持,但對(duì)于工件懸垂部位粉末熔化形成的熔池會(huì)在自身重力和毛細(xì)作用下塌陷,,如果沒(méi)有支撐下層鋪粉時(shí)刮刀會(huì)直接將已成型部分刮走,;此外,SLM選區(qū)金屬熔化成形時(shí)也需要在零件和基板之間添加支撐結(jié)構(gòu),,方便后續(xù)的線切割操作,。
2)熱量傳導(dǎo),防止熱變形
金屬熔點(diǎn)高,,SLM選區(qū)金屬熔化成形過(guò)程中在激光作用下粉末將經(jīng)歷熔化和凝固的熱循環(huán)過(guò)程,,且整個(gè)熱循環(huán)作用時(shí)間極短,這種驟熱驟冷會(huì)積聚大量的熱量,,若熱量不能及時(shí)傳導(dǎo)出去就會(huì)形成熱應(yīng)力集中造成零件的變形,。懸垂部位若沒(méi)有支撐結(jié)構(gòu),積聚的熱量只能通過(guò)周圍的粉末進(jìn)行傳導(dǎo),而粉末的導(dǎo)熱系數(shù)僅為實(shí)體的幾十分之一,,這些粉末近似起絕熱作用,,因此在這些部位極易造成熱應(yīng)力集中導(dǎo)致零件的變形。良好的支撐設(shè)計(jì)可以將積聚的熱量進(jìn)行有效的傳導(dǎo),,從而避免熱變形,。
3)防止刮刀碰撞
由熱應(yīng)力集中造成的變形通常是沒(méi)有固定的方向性。對(duì)于不同的結(jié)構(gòu),,熱引起的變形可能是水平方向上的膨脹或收縮也有可能造成豎直方向的翹曲,,而當(dāng)熱引起的變形在豎直方向上超出刮刀的安全距離將會(huì)造成刮刀碰撞。發(fā)生刮刀碰撞時(shí),,后續(xù)的鋪粉動(dòng)作將會(huì)受到很大的影響,,一旦造成鋪粉不均或鋪粉不成功那么后續(xù)的打印過(guò)程就將無(wú)法進(jìn)行。對(duì)于這種情形,,在支撐設(shè)計(jì)時(shí)除了要考慮支撐的熱傳導(dǎo)作用外還需要對(duì)所設(shè)計(jì)的支撐的剛度進(jìn)行評(píng)估,,即支撐的剛度要足以抵抗由熱應(yīng)力引起的翹曲變形。
除了上述作用外,,SLM選區(qū)金屬熔化成形過(guò)程中引入支撐還會(huì)起到“副”作用,例如添加支撐結(jié)構(gòu)以后將造成打印成本的上升(原材料和時(shí)間),,和后處理成本的上升(人工和機(jī)加工),;此外支撐的引入有時(shí)候會(huì)對(duì)零件的表面質(zhì)量造成影響。
- 金屬SLM選區(qū)金屬熔化成形中主要的支撐類別
在支撐的具體類別上,,SLM選區(qū)金屬熔化主要用到薄壁型的面片支撐和具有一定厚度的實(shí)體支撐形式,。其中面片支撐在數(shù)據(jù)形式上是一組沒(méi)有厚度的STL文件,打印時(shí)激光按照路徑進(jìn)行單道曝光,,所形成的支撐厚度就是單道熔池的寬度,,面片支撐常用于變形較小的部位起到支持和熱傳導(dǎo)的作用。如下圖1就是利用ANSYS SpaceClaim軟件設(shè)計(jì)的面片型支撐,,結(jié)合零件的具體特征,,在對(duì)面片支撐進(jìn)行設(shè)計(jì)時(shí)還可以對(duì)與零件接觸的齒進(jìn)行不同的參數(shù)設(shè)計(jì),此外考慮到后續(xù)粉末的去除還經(jīng)常在面片支撐上預(yù)留出粉口,,有時(shí)為了避免支撐加載在零件上還對(duì)面片支撐設(shè)有一定的角度偏移,。
640.jpeg (60.63 KB, 下載次數(shù): 78)
下載附件
2019-7-5 14:45 上傳
圖1 利用ANSYS SpaceClaim設(shè)計(jì)的面片支撐
區(qū)別于面片支撐,實(shí)體支撐是指具有一定厚度的結(jié)構(gòu),,如用Magics設(shè)計(jì)的樹(shù)枝型支撐錐形支撐和圓柱形支撐等都是實(shí)體支撐,。這種實(shí)體支撐在打印時(shí)通常有對(duì)應(yīng)的工藝參數(shù)(激光功率、掃描速度以及掃描策略等),,且在切片時(shí)為了與面片支撐和實(shí)體零件加以區(qū)分,,在切片后的文件命名方式上就加以體現(xiàn)。例如切片后的零件往往以part.cli命名,,面片支撐以s_part.cli命名,,而實(shí)體支撐則以part_s.cli進(jìn)行命名(不同的設(shè)備廠家在命名上會(huì)有所區(qū)別),。
除此之外,對(duì)于存在大變形風(fēng)險(xiǎn)的結(jié)構(gòu),,金屬3D打印的工藝設(shè)計(jì)人員也常利用CAD軟件(如UG,、SolidWorks)等對(duì)零件進(jìn)行一些輔助的實(shí)體支撐設(shè)計(jì),這種實(shí)體支撐與Magics生成的實(shí)體支撐相比,,主要區(qū)別在于其打印加工時(shí)用到的工藝參數(shù)和零件工藝參數(shù)相同,,可以將其視為零件的一部分,只是在打印完成以后需要借助機(jī)加工的方式去除,。實(shí)體支撐相比較于面片支撐具有更好的熱傳導(dǎo)性和較高的剛度,,但打印后也更難去除。
SLM仿真過(guò)程中對(duì)支撐的處理
目前針對(duì)金屬SLM選區(qū)金屬熔化的工藝仿真主要是對(duì)成形過(guò)程中的宏觀應(yīng)力應(yīng)變進(jìn)行分析,,用到的算法有固有應(yīng)變有限元分析方法和熱-結(jié)構(gòu)耦合的熱彈塑性有限元分析方法兩種,。為了在有限元計(jì)算時(shí)將零件和支撐進(jìn)行區(qū)分,需要對(duì)支撐進(jìn)行一些等效處理,。這里以ANSYS Additive Print(基于固有應(yīng)變有限元分析)和ANSYS Workbench Additive(基于熱-結(jié)構(gòu)耦合的熱彈塑性有限元分析)為例,,來(lái)講解工藝仿真時(shí)對(duì)支撐的處理方式。
-支撐類型的區(qū)分
根據(jù)零件的實(shí)際支撐設(shè)置情況,,在進(jìn)行有限元分析時(shí)需要對(duì)導(dǎo)入計(jì)算的支撐進(jìn)行區(qū)分,。目前ANSYS Additive Print和ANSYS Workbench Additive對(duì)面片支撐和實(shí)體支撐都進(jìn)行了區(qū)分導(dǎo)入,如下圖2所示是利用ANSYS Additive Print對(duì)懸臂梁模型進(jìn)行分析時(shí)可以選擇支撐類型,,其中Volume-less STL對(duì)應(yīng)的是面片型支撐,,Standard STL對(duì)應(yīng)的是實(shí)體型支撐。此外,,有限元分析軟件也可以根據(jù)零件的幾何特征對(duì)需要加支撐的面進(jìn)行識(shí)別并自動(dòng)生成支撐,,如圖3所示是利用ANSYS Workbench Additive自動(dòng)生成的支撐。
640-1.jpeg (35.58 KB, 下載次數(shù): 84)
下載附件
2019-7-5 14:45 上傳
圖2 ANSYS Additive Print中對(duì)支撐的區(qū)分
640-2.jpeg (33.64 KB, 下載次數(shù): 65)
下載附件
2019-7-5 14:45 上傳
圖3 ANSYS Workbench Additive自動(dòng)生成的支撐
-支撐結(jié)構(gòu)的有限元網(wǎng)格劃分
目前無(wú)論是用固有應(yīng)變有限分析方法還是熱-結(jié)構(gòu)耦合的熱彈塑性有限元分析方法進(jìn)行SLM選區(qū)金屬熔化的宏觀工藝仿真,,對(duì)于模型的網(wǎng)格劃分都用到體素法(Cartesian Mesh)如下圖4所示,。
640-3.jpeg (127.83 KB, 下載次數(shù): 75)
下載附件
2019-7-5 14:45 上傳
圖4 SLM選區(qū)金屬熔化工藝仿真時(shí)的體素法網(wǎng)格劃分(Cartesian Mesh)
如圖4所示,在利用體素法對(duì)模型進(jìn)行網(wǎng)格劃分時(shí)網(wǎng)格的質(zhì)量較差,,特別是模型的局部細(xì)節(jié)特征不能夠很好的進(jìn)行表征,。而對(duì)于面片型支撐而言,由于支撐是無(wú)厚度的stl型數(shù)據(jù),,若直接用零件的體素大小對(duì)支撐進(jìn)行劃分將會(huì)造成很大的計(jì)算誤差,。因此ANSYS Additive Print和ANSYS Workbench Additive對(duì)支撐進(jìn)行有限元網(wǎng)格劃分時(shí)將采用亞體素法(subvoxel)的方式進(jìn)行。
640-4.jpeg (25.72 KB, 下載次數(shù): 79)
下載附件
2019-7-5 14:45 上傳
圖5 支撐的亞體素劃分模型
所謂亞體素法就是首先支撐會(huì)根據(jù)體素法進(jìn)行網(wǎng)格的初劃分,,網(wǎng)格生成以后通過(guò)調(diào)整sample rate這個(gè)系數(shù)對(duì)一個(gè)體素單元進(jìn)行二次劃分,,例如當(dāng)sample rate被設(shè)置成2時(shí),則體素單元將被劃分成8(2╳2╳2)個(gè)亞體素;當(dāng)sample rate被設(shè)置成5時(shí),,則體素單元將被劃分成125(5╳5╳5個(gè)亞體素),,再計(jì)算支撐所占有的亞體素?cái)?shù)目與整個(gè)亞體素?cái)?shù)的比例,利用所占的亞體素密度來(lái)表征支撐的網(wǎng)格密度如上圖5所示,。
-支撐強(qiáng)度等效處理
實(shí)際打印過(guò)程中支撐和零件所用到的材料是一致的但打印工藝參數(shù)是不相同的,,因此加工出來(lái)的力學(xué)性能也不相同。在利用固有應(yīng)變進(jìn)行SLM選區(qū)金屬熔化的工藝仿真時(shí),,材料的屈服強(qiáng)度和彈性模量對(duì)固有應(yīng)變的大小有直接的影響,,為了在仿真時(shí)對(duì)零件和支撐加以區(qū)分需要對(duì)支撐的強(qiáng)度進(jìn)行等效處理。
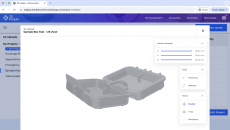
如在ANSYS Additive Print中就引入了support yield strength ratio來(lái)對(duì)支撐的屈服強(qiáng)度和彈性模量進(jìn)行弱化處理,;在剛度等效方面,,根據(jù)實(shí)際打印過(guò)程中支撐的厚度(主要針對(duì)面片型支撐),在進(jìn)行工藝仿真時(shí)也同樣給支撐賦予與實(shí)際打印相同的厚度從而完成剛度的等效處理如下圖6所示,,在ANSYS Workbench Additive中就可以根據(jù)實(shí)際打印出來(lái)的面片支撐特點(diǎn)在有限元計(jì)算時(shí)對(duì)支撐進(jìn)行設(shè)計(jì),。
640-5.jpeg (31.76 KB, 下載次數(shù): 86)
下載附件
2019-7-5 14:45 上傳
圖6 ANSYS Workbench Additive中面片支撐的設(shè)置
參考文獻(xiàn):
【1】張小川, 康進(jìn)武 , 融亦鳴, 吳朋越, 等.增材制造中的支撐設(shè)計(jì)[J].熱加工工藝, 2018,47(12):1-12
【2】ANSYS Additive Users’ Guider(Print and Science), Realease 2019R2, 2019
—作者—
賀進(jìn)
多年從事于金屬增材制造的設(shè)備開(kāi)發(fā)、工藝開(kāi)發(fā)和材料研究等工作,,現(xiàn)為安世中德咨詢有限公司增材制造與先進(jìn)設(shè)計(jì)應(yīng)用工程師,。
|











 收藏
收藏 轉(zhuǎn)播
轉(zhuǎn)播 支持
支持 反對(duì)
反對(duì)
 京公網(wǎng)安備11010802043351
京公網(wǎng)安備11010802043351