供稿人:曹繼偉,、魯中良
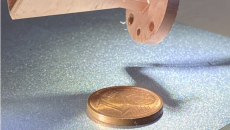
復(fù)雜精細(xì)結(jié)構(gòu)陶瓷零件往往由于陶瓷自身硬脆的特性,,在脫脂、燒結(jié)過(guò)程中易在細(xì)小結(jié)構(gòu)出現(xiàn)變形,、開(kāi)裂等現(xiàn)象,。針對(duì)這一問(wèn)題,新加坡國(guó)立大學(xué)研究課題采用直寫(xiě)成型首先實(shí)現(xiàn)釔穩(wěn)定二氧化鋯(YSZ)陶瓷微細(xì)結(jié)構(gòu)成型,;然后通過(guò)后二次成型工藝進(jìn)行陶瓷坯體的宏觀結(jié)構(gòu)成型,;最后在經(jīng)過(guò)脫脂燒結(jié)工藝完成零件制造。最終通過(guò)這種先微細(xì)結(jié)構(gòu)后宏觀結(jié)構(gòu)的成型方式,,成功制造了復(fù)雜精細(xì)結(jié)構(gòu)陶瓷零件,,如圖1所示。所制備陶瓷零件密度達(dá)到理論密度的99.0%以上且具有良好的機(jī)械剛性,。

Jietu20191010-121506.jpg (176.67 KB, 下載次數(shù): 52)
下載附件
2019-10-10 12:15 上傳
圖1 復(fù)雜結(jié)構(gòu)陶瓷零件的制造方法與工藝流程 在成型微細(xì)結(jié)構(gòu)陶瓷坯體時(shí),,該技術(shù)以多元醇為塑化劑,并通過(guò)控制固相含量來(lái)調(diào)節(jié)直寫(xiě)漿料的剪切模量,進(jìn)而可控制打印素坯的彈性模量,,如圖1a所示,。當(dāng)固相含量低于34.0 vol.%時(shí),所成形陶瓷坯體為柔性體,,其宏觀結(jié)構(gòu)保型能力較弱,;當(dāng)固相高于34.0vol.%時(shí),所成形陶瓷坯體為彈性體,,宏觀結(jié)構(gòu)保型能力較強(qiáng),。該研究團(tuán)隊(duì)針對(duì)這兩種不同特性的陶瓷坯體,分別進(jìn)行了不同的二次成型工藝,。
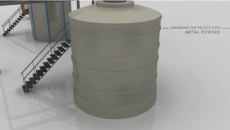
對(duì)于剛性陶瓷坯體,,采用自組裝輔助成型工藝(Self Assembly-assisted Shaping,,SAS)完成零件的宏觀結(jié)構(gòu)成型,,如圖2所示。在陶瓷坯體兩端預(yù)設(shè)計(jì)-打印出接觸點(diǎn),,然后通過(guò)這些接觸點(diǎn)將坯體首尾拼合裝配成型,。再通過(guò)UV光輻射來(lái)引發(fā)坯體內(nèi)有機(jī)物的聚合。待坯體內(nèi)有機(jī)物完全固化后,,加熱完成零件脫脂與燒結(jié)工藝,。
Jietu20191010-121516.jpg (160.39 KB, 下載次數(shù): 57)
下載附件
2019-10-10 12:15 上傳
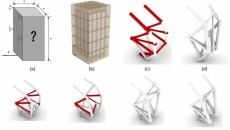
圖2 彈性陶瓷坯體宏觀結(jié)構(gòu)成型方法 柔性陶瓷坯體其保型能力較差,研究課題通過(guò)模具輔助成型方法(Mold-Assisted Shaping,,MAS)完成陶瓷零件宏觀結(jié)構(gòu)成型,,如圖3所示。將直寫(xiě)成型柔性陶瓷坯體置入陶瓷/樹(shù)脂模具中,,加壓加熱,。待陶瓷坯體內(nèi)塑化劑(多元醇)揮發(fā)殆盡后去除陶瓷/樹(shù)脂模具。最終獲得結(jié)構(gòu)完整的復(fù)雜結(jié)構(gòu)陶瓷零件,。
Jietu20191010-121530.jpg (166.76 KB, 下載次數(shù): 53)
下載附件
2019-10-10 12:15 上傳
圖3 柔性陶瓷坯體宏觀結(jié)構(gòu)成型方法 通過(guò)最初的直寫(xiě)成型與后續(xù)柔/彈性陶瓷坯體的二次成型方法完成了陶瓷零件精細(xì)結(jié)構(gòu)和復(fù)雜外形的成型,。最終可實(shí)現(xiàn)低固相陶瓷坯體向高致密(99.0%)異形結(jié)構(gòu)陶瓷零件的轉(zhuǎn)變。此外,,利用光固化陶瓷懸浮液優(yōu)于水性陶瓷懸浮液的優(yōu)點(diǎn),,可以實(shí)現(xiàn)多功能、多相復(fù)雜結(jié)構(gòu)陶瓷的制備,。該技術(shù)簡(jiǎn)單易行使其成為一種制備獨(dú)特宏觀結(jié)構(gòu)陶瓷制品的方法,,且豐富了目前最先進(jìn)的陶瓷增材制造技術(shù)。
參考文獻(xiàn):
D. Zhang, E. Peng, R. Borayek, J. Ding. Controllable Ceramic Green‐Body Configuration for Complex Ceramic Architectures with Fine Features. Advanced Functional Materials. 2019, 29 (12): 1807082.
供稿人:曹繼偉,、魯中良
供稿單位:機(jī)械制造系統(tǒng)工程國(guó)家重點(diǎn)實(shí)驗(yàn)室
|







 收藏
收藏 轉(zhuǎn)播
轉(zhuǎn)播 支持
支持 反對(duì)
反對(duì)
 京公網(wǎng)安備11010802043351
京公網(wǎng)安備11010802043351