作者:張亦舒
來源:安世亞太
電子束熔融(EBM)技術(shù)經(jīng)過密集的深度研發(fā),現(xiàn)已廣泛應(yīng)用于快速原型制作、快速制造、工裝和生物醫(yī)學(xué)工程等領(lǐng)域。EBM技術(shù)使用電子束,,將金屬粉末一層一層的融化生成完全致密的零件。
電子束熔融技術(shù)具有沉積效率高,、成件內(nèi)部質(zhì)量好,、降低成本、可靠性高,,控制靈活等優(yōu)勢,。利用電子束增材制造(EBAM)技 術(shù)設(shè)計(jì)研制大型復(fù)雜火箭噴管,,涉及學(xué)科廣泛,,技術(shù)復(fù)雜,因此相關(guān)項(xiàng)目運(yùn)用于實(shí)際應(yīng)用的案例較少,,目前大部分技術(shù)仍停留在科研 階段,。基于電子束增材制造技的大型復(fù)雜火箭噴管需解決的難點(diǎn)及關(guān)鍵技術(shù)包括:如何在高真空室內(nèi)復(fù)雜溫度場環(huán)境下,,進(jìn)行高精度 機(jī)械運(yùn)動(dòng)結(jié)構(gòu)的研制,;以及如何對復(fù)雜溫度場進(jìn)行設(shè)計(jì)及控制等。
接下來,,針對電子束增材制造(EBAM)噴管設(shè)計(jì)的難點(diǎn) ,,通過對打印腔室內(nèi)處于不同打印進(jìn)程的工件與打印腔室壁面之間的熱輻射的模擬計(jì)算研究,為后期復(fù)雜噴管產(chǎn)品設(shè)計(jì)提供參考依據(jù),。
電子束由位于真空腔頂部的電子束槍生成,。電子槍是固定的,,而電子束則可以受控轉(zhuǎn)向,到達(dá)整個(gè)加工區(qū)域,。電子從一個(gè)絲極發(fā)射出來,,當(dāng)該絲極加熱到一定溫度時(shí),就會放射電子,。電子在一個(gè)電場中被加速到光速的一半,。然后由兩個(gè)磁場對電子束進(jìn)行控制。第一個(gè)磁場扮演電磁透鏡的角色,,負(fù)責(zé)將電子束聚焦到期望的直徑,。第二個(gè)磁場將已聚焦的電子束轉(zhuǎn)向到工作臺上所需的工作點(diǎn)。因此EBM工藝具有直接加工復(fù)雜幾何形狀的能力,,非常適于小批量復(fù)雜零件的直接量產(chǎn),。應(yīng)用CAD軟件設(shè)計(jì)3D模型,該工藝可以獲得用其它制造技術(shù)無法形成的幾何形狀,,使零件定制化成為可能,。它直接使用CAD數(shù)據(jù),一步到位,,所以速度很快,。
電子束熔融(EBM)技術(shù)又分為電子束熔絲沉積成形(見圖1a所示)和電子束選區(qū)熔化成形(見圖1b所示)。電子束熔絲沉積成形技術(shù)中,,金屬絲材通過送絲裝置送入熔池并熔化,,同時(shí)熔池按照預(yù)先規(guī)劃的路徑運(yùn)動(dòng)使金屬材料逐層凝固堆積。電子束選區(qū)熔化成形技術(shù)中,,電子束按預(yù)先規(guī)劃的路徑掃描,,熔化預(yù)先鋪放的金屬粉末;完成一個(gè)層面的掃描后,工作艙下降一層高度,,鋪粉器重新鋪放一層粉末,,如此反復(fù)進(jìn)行,層層堆積,。

640.png (77.52 KB, 下載次數(shù): 338)
下載附件
2020-1-16 12:29 上傳
圖1 電子束熔融(EBM)技術(shù)示意圖 a. 電子束熔絲沉積成形,, b. 電子束選區(qū)熔化成形
相比于激光熔覆技術(shù),電子束熔覆技術(shù)具有以下優(yōu)點(diǎn):
1,、該技術(shù)的沉積效率高,。電子束可以很容易實(shí)現(xiàn)數(shù)大功率輸出,可以在較高功率下達(dá)到很高的沉積速率,,對于大型金屬結(jié)構(gòu)的成形,,電子束熔絲沉積成形速度優(yōu)勢十分明顯。
2,、成件的內(nèi)部質(zhì)量好,。電子束是形成的熔池相對較深,,能夠消除層間未熔合現(xiàn)象;同時(shí),利用電子束掃描對熔池進(jìn)行旋轉(zhuǎn)攪拌,,可以明顯減少氣孔等缺陷,。
3、真空環(huán)境有利于零件的保護(hù),,能有效避免空氣中有害雜質(zhì)(氧,、氮、氫等)在高溫狀態(tài)下混入金屬零件,,非常適合鈦,、鋁等活性金屬的加工。無需消耗保護(hù)氣體,,僅消耗電能及不多的陰極材料,,且未熔化的金屬粉末可循環(huán)使用,因此可降低生產(chǎn)成本,。
4,、電子束輸出功率可在較寬的范圍內(nèi)調(diào)整,并可通過電磁場實(shí)現(xiàn)對束流運(yùn)動(dòng)方式及聚焦的靈活控制,,無機(jī)械運(yùn)動(dòng),,可靠性高,控制靈活,,反應(yīng)速度快,。利用面掃描技術(shù),能夠?qū)崿F(xiàn)大面積預(yù)熱及緩冷,,實(shí)時(shí)調(diào)節(jié)控制零件表面溫度,,減少缺陷與變形;利用多束流分束加工技術(shù),,可以實(shí)現(xiàn)多束流同時(shí)工作,,在同一臺設(shè)備上,既可以實(shí)現(xiàn)熔絲沉積成形,,也可以實(shí)現(xiàn)深熔焊接,。
利用電子束增材制造(EBAM)技術(shù)設(shè)計(jì)研制大型復(fù)雜火箭噴管目前在國內(nèi)基本空缺,國際上也很難見到,。它涉及學(xué)科廣泛,技術(shù)復(fù)雜,,因此相關(guān)項(xiàng)目運(yùn)用于實(shí)際應(yīng)用的案例比較少,,目前大部分技術(shù)仍停留在科研階段。
640.jpeg (17.19 KB, 下載次數(shù): 324)
下載附件
2020-1-16 12:29 上傳
圖2 電子束增材制造設(shè)備 a. 正視圖 b. 三維圖
需解決的難點(diǎn)及關(guān)鍵技術(shù):
1,、高真空室內(nèi)復(fù)雜溫度場環(huán)境下,,高精度機(jī)械運(yùn)動(dòng)結(jié)構(gòu)的研制:
在高真空室內(nèi)復(fù)雜溫度場環(huán)境下,,工件由于受到高溫影響會熱變形。這就要求打印材料耐高溫,,潤滑油要耐高溫,,打印工件承載性能高等。因此在設(shè)計(jì)過程中在材料選用,,溫度場控制,,機(jī)械結(jié)構(gòu)設(shè)計(jì)等方面與傳統(tǒng)設(shè)計(jì)有很大差異。
2,、復(fù)雜溫度場的設(shè)計(jì)及控制:
復(fù)雜溫度場的設(shè)計(jì)及控制是指針對所有零部件及工件溫度的需要進(jìn)行溫度場設(shè)計(jì),。在對已設(shè)計(jì)的結(jié)構(gòu)進(jìn)行溫度場分析,將滿足不了的溫度場部位,,從新進(jìn)行溫度場結(jié)構(gòu)設(shè)計(jì),,來滿足所有零部件及工件溫度的需要的設(shè)計(jì)。通過對溫度場的設(shè)計(jì)及控制實(shí)現(xiàn)對打印成品的精度要求,。
如上文所述,,打印工件處于高真空室內(nèi)復(fù)雜溫度場環(huán)境,在長時(shí)間的打印工程中為避免腔體內(nèi)溫度梯度過大而使工件發(fā)生熱變形,,在打印過程中需要向系統(tǒng)傳輸熱量,。而該電子束增材制造設(shè)備體積較大,腔體的表面積也相對較大,,因此加劇了整個(gè)系統(tǒng)的散熱效率,。而本文僅對打印腔室內(nèi)處于不同打印進(jìn)程的工件與打印腔室壁面之間的熱輻射進(jìn)行初步模擬計(jì)算,為后期的產(chǎn)品設(shè)計(jì)提供一個(gè)參考依據(jù),。
計(jì)算模型設(shè)置
計(jì)算中假設(shè)打印腔體的頂部及側(cè)面與外界直接接觸的區(qū)域?yàn)槭覝�,,底部與打印機(jī)底板接觸的區(qū)域絕熱。打印工件為恒定高溫,,故模型中部矩形區(qū)域?yàn)楹愣?00°C,。單壁面導(dǎo)熱模型邊界條件見圖3所示。
640-1.png (20.3 KB, 下載次數(shù): 378)
下載附件
2020-1-16 12:29 上傳
圖3邊界條件意圖:單壁面導(dǎo)熱設(shè)計(jì)
本文重點(diǎn)探究打印工件表面與打印腔室內(nèi)表面的輻射傳熱,,并依此計(jì)算底部加熱板對打印工件的傳熱以保證打印工件維持恒定高溫,。分析估計(jì)打印腔體的隔熱性與腔體壁面對熱量的吸收率很大程度上影響了系統(tǒng)熱量的變化。本次計(jì)算考慮最終成型件對打印中及打印完成時(shí)印工件表面與打印腔室內(nèi)表面的輻射傳熱的不同模型進(jìn)行模擬(表格1),。
640-2.png (1.91 KB, 下載次數(shù): 357)
下載附件
2020-1-16 12:29 上傳
結(jié)果分析及結(jié)論
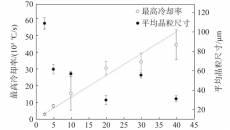
通過仿真計(jì)算分析,,為了更直觀的體現(xiàn)隔熱材料對腔體內(nèi)溫度的影響,圖4a和圖4b分別展示了當(dāng)吸收率為0.1時(shí)有隔熱材料與無隔熱材料的腔體內(nèi)溫度云圖,。
640-3.png (33.53 KB, 下載次數(shù): 331)
下載附件
2020-1-16 12:29 上傳
圖4腔體內(nèi)溫度云圖 a無隔熱層 b有隔熱層
根據(jù)工程判斷,,打印工件向外輸出的熱量全部通過輻射形式傳出給墻面。表2計(jì)算了不同工況下打印工件表面向外輻射的熱功率,。
640-4.png (58.68 KB, 下載次數(shù): 326)
下載附件
2020-1-16 12:29 上傳
表2工件表面總熱功率(kw)計(jì)算數(shù)據(jù)
通過表2可知,,對于導(dǎo)熱與隔熱兩種幾何模型來說,,S2S和DO模型在熱輻射計(jì)算結(jié)果來看差別不大,尤其是隔熱模型,,當(dāng)腔體內(nèi)壁面吸收率較小時(shí)兩模型之間的數(shù)值差異可忽略不計(jì),。對比導(dǎo)熱模型(單層壁面)和隔熱模型(雙層壁面)的工件表面輻射功率可知,隔熱層的應(yīng)用會大幅度減小系統(tǒng)內(nèi)的熱量散失,。另外,,工件表面向外部環(huán)境輻射的總功率隨內(nèi)壁面對熱量吸收率的減小而減小,即工件向外輻射能量隨壁面反射率增大而減小,。通過分析還發(fā)現(xiàn)內(nèi)壁面對熱量吸收率對導(dǎo)熱模型的影響大于對隔熱模型的影響,。
作者:張亦舒
安世亞太增材設(shè)計(jì)仿真部流體咨詢工程師,美國Colorado State University環(huán)境工程學(xué)士,,環(huán)境流體力學(xué)碩士,。參與國內(nèi)外多個(gè)工程項(xiàng)目,專長紊流仿真模擬,,傳熱分析等,。在3D打印機(jī)機(jī)型方面,對FDM與DMD機(jī)型均有仿真計(jì)算經(jīng)驗(yàn),。
|








 收藏
收藏 轉(zhuǎn)播
轉(zhuǎn)播 支持
支持 反對
反對
 京公網(wǎng)安備11010802043351
京公網(wǎng)安備11010802043351