來源: EngineeringForLife
3D打印,尤其是光固化式成型工藝,已經(jīng)成為構(gòu)建精細(xì)三維結(jié)構(gòu)最有前途的方法之一。但是仍然存在很大局限性,在材料利用率方面,未固化的樹脂需要在打印前大量覆蓋整個(gè)料槽,這不僅增加了材料成本,還會(huì)造成浪費(fèi)。此外,由于UV樹脂是放熱的,散熱不足以滿足連續(xù)打印的要求,特別是對于需要高UV強(qiáng)度的高速打印。隨著固化結(jié)構(gòu)表面殘留的樹脂,以及樹脂在激發(fā)光下的連續(xù)照射,包括UV投影儀的余輝,會(huì)產(chǎn)生額外的固化和不穩(wěn)定性,從而降低3D打印的分辨率。為此,中科院化學(xué)所的宋延林、吳磊研究了打印過程中三相接觸線(TCL)的后退現(xiàn)象,在nature communications上發(fā)表了題為"Continuous 3D printing from one single droplet"的研究成果,極大提高了光固化3D打印的材料利用率。
從界面的角度來看,基體的化學(xué)成分和表面粗糙度對三相接觸線(TCL)的動(dòng)態(tài)有很大的影響。根據(jù)對天然蓮花和豬籠草表面的觀察,表面的空氣或液體會(huì)大大降低界面在基底上的粘附,從而導(dǎo)致液滴的球形接觸或液體接觸這些表面時(shí)的滑動(dòng)現(xiàn)象。研究人員受這些現(xiàn)象的啟發(fā),展示了一種從單個(gè)液滴中制造三維結(jié)構(gòu)的界面操作方法,具有較高的材料利用率。該系統(tǒng)采用低液體樹脂附著力和低固化樹脂附著力的固化界面,使3D打印過程具有可伸縮的三相接觸線。有效地減少了印刷過程中殘留樹脂的量,樹脂利用率顯著提高。此外,該工藝也防止了在高打印速度下高紫外線強(qiáng)度所造成的額外固化。
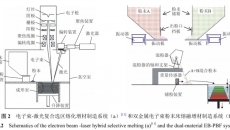
單液滴連續(xù)光固化打印主要可以分為四個(gè)步驟,如Figure1所示,(1)在輻照平面上滴一滴液態(tài)樹脂;(2)成型平面下降,接觸液滴;(3)通過將UV圖案連續(xù)投射到固化界面上并以恒定的速度提升成型面,液體樹脂可固化為顯示的UV圖案;(4)在印刷過程中,樹脂液滴的TCL隨著液體樹脂的消耗而下降。最后,將液滴固化成所需的3D固化結(jié)構(gòu),且在基板上幾乎沒有殘留物。如Figure1 b-e所示,采用24mm長的固化圓柱形網(wǎng)格結(jié)構(gòu),樹脂利用率為99.6%。由于液體樹脂與成型面之間的粘附作用,剩余0.4%的液體樹脂留在成型面上。

Jietu20201012-091212.jpg (43.51 KB, 下載次數(shù): 480)
下載附件
2020-10-12 09:13 上傳
圖1 單液滴連續(xù)光固化打印過程的原理圖和相應(yīng)的時(shí)序圖
要實(shí)現(xiàn)單滴3D打印,對固化界面的基本要求是液體樹脂的TCL能在固化界面上消退。通過調(diào)整化學(xué)成分降低表面能,或通過微/納米結(jié)構(gòu)修飾表面,不僅可以使表面具有更高的拒液性(更大的接觸角),還可以增強(qiáng)液滴的運(yùn)動(dòng)性能。
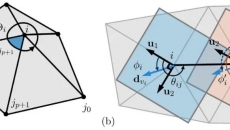
研究人員選擇了三種典型的襯底,即氟化石英(F-石英)襯底、蠟燭煙基超雙疏基襯底和注入潤滑油的聚二甲基硅氧烷(S-PDMS)光滑襯底,以研究固化界面特性對單滴3D打印過程的影響。Figure2 d-g、j-m、p-s分別顯示了樹脂滴在F -石英、超雙疏水性和注入潤滑油的PDMS基質(zhì)上的詳細(xì)UV固化過程。所有的襯底都能促進(jìn)液滴TCL的后退。但三者存在一定區(qū)別。比較與F-石英襯底和超雙疏水性襯底破裂面與側(cè)壁條紋,S-PDMS襯底是單液滴3D打印的最佳選擇。
Jietu20201012-091218.jpg (72.51 KB, 下載次數(shù): 314)
下載附件
2020-10-12 09:13 上傳
圖2 自底向上紫外照射的單液滴打印工藝原理與實(shí)際打印過程
進(jìn)一步研究了固化界面對控制TCL后退行為和3D打印結(jié)構(gòu)的影響。基于以上實(shí)驗(yàn),相對于固化界面的接觸角,界面的粘附效果對單液滴3D打印更為關(guān)鍵。通過對所研究界面的粘附性分析,如Figure3b所示,單液滴3D打印過程需要滿足兩個(gè)條件。首先,液態(tài)樹脂和固化樹脂之間的附著力應(yīng)大于液體樹脂和固化界面之間的附著力,因此TCL 可以在打印過程中保持后退,這決定了將液滴固化得到到所需的三維結(jié)構(gòu);第二,液體樹脂與固化界面之間的粘附力應(yīng)大于固化樹脂與固化界面之間的粘附力,只有這樣,固化后的樹脂才能脫離固化界面,實(shí)現(xiàn)連續(xù)的固化過程,從而實(shí)現(xiàn)連續(xù)的3D打印。
材料利用效率是評(píng)價(jià)打印效率的重要因素。因此,研究人員進(jìn)一步研究了反映單液滴打印過程中凈材料利用率的干燥結(jié)構(gòu)與初始液體樹脂的重量比,如Figure3 c-d。結(jié)果表明,在單液滴3D打印過程中,UV圖案的變化會(huì)從本質(zhì)上影響到固化結(jié)構(gòu)上的接觸線形態(tài)和液體樹脂的三維分布,從而決定打印的3D結(jié)構(gòu)的形態(tài)。且具有較高材料利用效率的單液滴3D打印工藝不僅可以減少殘留,還可以提高打印精度。
Jietu20201012-091228.jpg (99.72 KB, 下載次數(shù): 329)
下載附件
2020-10-12 09:13 上傳
圖3 液滴重量和紫外模式對樹脂利用效率的影響
在材料利用效率提高的鼓舞下,研究人員進(jìn)一步展示了單液滴3D打印工藝在打印牙齒結(jié)構(gòu)方面的能力,如Figure4。通過在固化界面上連續(xù)投影逐層的UV圖,牙齒結(jié)構(gòu)可以連續(xù)固化,而樹脂滴的TCL在固化界面上不斷消退。
Jietu20201012-091238.jpg (91.43 KB, 下載次數(shù): 328)
下載附件
2020-10-12 09:13 上傳
圖4 通過單液滴3D打印制作的精細(xì)牙齒結(jié)構(gòu)
界面性質(zhì)調(diào)節(jié)的概念使得樹脂的TCL在UV固化過程中逐漸消退,從而使樹脂能夠高效固化到所需的3D結(jié)構(gòu)。通過調(diào)節(jié)液滴尺寸和UV圖案參數(shù),可以很好地控制液體樹脂在固化結(jié)構(gòu)上的三維分布和脫濕力,使液體樹脂殘留量最小化,提高材料利用效率。由于液滴系統(tǒng)的自由接觸表面特性,可以防止突出和側(cè)壁的額外固化。隨著膠束的收縮,內(nèi)滴液循環(huán)增加,液態(tài)樹脂、固化樹脂和樹脂池之間的粘接性能降低。這種從單個(gè)液滴高效地構(gòu)建精細(xì)三維結(jié)構(gòu)的策略對按需三維制造具有重要意義。
論文鏈接:
https://www.nature.com/articles/s41467-020-18518-1
| 







 收藏
收藏 轉(zhuǎn)播
轉(zhuǎn)播 支持
支持 反對
反對
 京公網(wǎng)安備11010802043351
京公網(wǎng)安備11010802043351