供稿人:汪鑫 田小永
供稿單位:機械制造系統(tǒng)工程國家重點實驗室
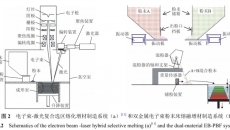
連續(xù)液體界面3D打印技術(shù),是一種基于面成型的高速3D打印技術(shù),可以通過氧氣來控制固化過程,防止形成與底板粘粘的“死區(qū)(Dead Zone)”。通過這一改進,3D打印速度被提高了兩個數(shù)量級。然而,由于固化時的聚合反應(yīng)是放熱的,在高速打印下,散熱問題是該技術(shù)的巨大挑戰(zhàn),限制打印速度和打印物體尺寸的瓶頸。
因此,美國西北大學(xué)的Mirkin等人,提出一種無死區(qū)的光固化高速3D打印方法HARP(high-area rapid printing),利用氟化油代替氧氣,并將液態(tài)樹脂浮于氟化油流動床上,通過冷卻循環(huán)系統(tǒng)釋放聚合反應(yīng)產(chǎn)生的熱量。同時,液體流動能進一步降低粘附力,產(chǎn)生固液滑移邊界,并在循環(huán)過濾時去除打印中產(chǎn)生的微小固體顆粒,防止分辨率的降低。此外,利用氟化油替代氧氣,使更多空氣敏感的液體樹脂成為可打印“油墨”。

Jietu20201020-093916.jpg (58.18 KB, 下載次數(shù): 115)
下載附件
2020-10-20 09:39 上傳
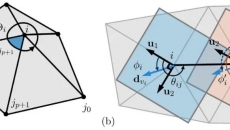
圖1 3D打印工藝的原理示意圖 同時,Mirkin等人使用硬質(zhì)聚氨酯丙烯酸酯樹脂,在120 μm/s的垂直打印速率速度、100μm的光學(xué)分辨率下,打印橫截面為5cmX5cm的樣品,比較三種不同打印策略下的溫度的變化(圖2)。圖中三種策略分別為:A、靜態(tài)的打印界面;B、流動的打印界面;C、不斷冷卻的流動打印界面。在完全沒有散熱的情況下,打印的溫度將超過樹脂的煙點(樣品發(fā)煙時的溫度,>120 °C),打印物體發(fā)生變形,打印失敗。通過對打印樹脂不斷流動冷卻,零件的表面溫度在100到120°C之間保持穩(wěn)定。
Jietu20201020-093922.jpg (80.46 KB, 下載次數(shù): 115)
下載附件
2020-10-20 09:39 上傳
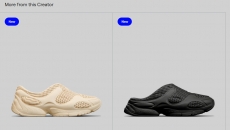
圖2 三種打印策略下的紅外熱成像圖 之后,Mirkin等人利用HARP技術(shù)對三種不同的樹脂“墨水”進行了打印:硬質(zhì)聚氨酯丙烯酸酯、碳化硅陶瓷先驅(qū)體以及彈性丁二烯橡膠,以生成具有不同性能的三種不同類型的材料,可以看到所有樹脂都可與HARP技術(shù)兼容。目前,Mirkin等人已經(jīng)可以在1小時45分鐘內(nèi)打印了一個38 cm×61 cm×76 cm的零件,他們的工作可能會徹底改變汽車和飛機零件的制造。
Jietu20201020-093930.jpg (129.41 KB, 下載次數(shù): 118)
下載附件
2020-10-20 09:39 上傳
圖3 三種不同材料的打印 參考文獻(xiàn):
Walker D A, Hedrick J L, Mirkin C A. Rapid, large-volume, thermally controlled 3D printing using a mobile liquid interface[J]. Science, 2019, 366(6463): 360-+.
|
上一篇:3D打印CCF/PA6復(fù)合材料:微觀孔隙對力學(xué)性能的影響下一篇:巴塞羅那研究人員開發(fā)出具有更高天線效率的3D打印RFID標(biāo)簽
|








 收藏
收藏 轉(zhuǎn)播
轉(zhuǎn)播 支持
支持 反對
反對
 京公網(wǎng)安備11010802043351
京公網(wǎng)安備11010802043351