Ң§(dЁЈo)ЧxЈәЧоҪьТ»ғЙӮҖ(gЁЁ)ФВЈ¬ОТҮшй_КјҢҰОўиTе‘ҪрҢЩ3DҙтУЎјјРg(shЁҙ)ЯM(jЁ¬n)РРіцҝЪПЮЦЖЈ¬ГАҮшТІй_КјҢҰДіР©ҸН(fЁҙ)әПФцІДЦЖФмјјРg(shЁҙ)ЯM(jЁ¬n)РРіцҝЪ№ЬЦЖЎЈДПҳOРЬ°l(fЁЎ)¬F(xiЁӨn)Ј¬ғЙХЯПЮЦЖәН№ЬЦЖөДЈ¬¶јФЪҮш·АЬҠ№ӨЎўәЛлҠөИоI(lЁ«ng)УтУРЦшҸҠ(qiЁўng)ҙу‘Ә(yЁ©ng)УГқ“БҰөДЦШ№ӨҳI(yЁЁ)ПакP(guЁЎn)өД3DҙтУЎјјРg(shЁҙ)ЎЈ¬F(xiЁӨn)ФЪЈ¬БнТ»·NЯmәПЦШ№ӨҳI(yЁЁ)оI(lЁ«ng)Ут‘Ә(yЁ©ng)УГөДөНіЙұҫЎўёЯР§ВКөДҮш®a(chЁЈn)өИлxЧУ»ЎЛНҪzҪрҢЩ3DҙтУЎПөҪy(tЁҜng)ҒнБЛЎЈ

3.jpg (36.34 KB, ПВЭdҙО”ө(shЁҙ): 272)
ПВЭdёҪјю
2020-10-20 17:11 ЙПӮч
ЎчөИлxЧУ»ЎҪрҢЩ3DҙтУЎіЙРОҢҚ(shЁӘ)ЕД
ИзҪсЈ¬ФцІДЦЖФмТСҪӣ(jЁ©ng)Црқuұ»ҙуұҠХJ(rЁЁn)ЦӘЈ¬ҸДИЛұMҪФЦӘөД·ЗҪрҢЩФцІДЦЖФмЈ¬өҪТтіЙұҫЯ^ёЯ¶шК№әЬ¶алyТФЖуј°өДҪрҢЩФцІДЦЖФмЈ¬ФцІДЦЖФмТСҪӣ(jЁ©ng)ҸДТ»ӮҖ(gЁЁ)»\Ҫy(tЁҜng)өДёЕДојҡ(xЁ¬)·ЦөҪБЛұҠ¶аоI(lЁ«ng)УтЈ¬ІўФЪёчРРёчҳI(yЁЁ)°l(fЁЎ)“]ЦшФцІДЦЖФмӘҡ(dЁІ)УРөДғһ(yЁӯu)„ЭЎЈФЪұИЭ^іЈТҠөДҪрҢЩФцІДЦЖФм·ҪКҪЦРЈ¬Яx…^(qЁұ)јӨ№вИЫ»ҜФцІДЦЖФмЈЁәҶ·QSLMЈ©іЙРОБгјюіЯҙзҝЙҝШЗТҫ«ГЬЈ¬РФДЬЭ^ёЯЈ¬ө«Р§ВКөНЎўіЙұҫёЯЎўіЙРОіЯҙзКЬПЮЈ»јӨ№вҪьғфіЙРОФцІДЦЖФмЈЁәҶ·QLENSЈ©іЙРОБгјюіЯҙз»щұҫІ»КЬПЮЦЖЈ¬УИЖдлSЦшДҝЗ°ИfНЯјӨ№вЖчөДЖХј°Ј¬іЙРОР§ВКөГөҪБЛҳOҙуөДМбЙэЈ¬ЗТРФДЬЕcе‘јюПа®”(dЁЎng)Ј¬ө«Н¬ҳУУЙУЪіЙРОіЙұҫёЯЈ¬лyТФФЪГсУГоI(lЁ«ng)УтҸV·ә‘Ә(yЁ©ng)УГЎЈ
1.jpg (143.97 KB, ПВЭdҙО”ө(shЁҙ): 255)
ПВЭdёҪјю
2020-10-20 17:22 ЙПӮч
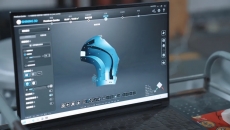
ЎчөИлxЧУ»ЎЛНҪzҪрҢЩ3DҙтУЎёЯңШәПҪрөдРНҝтІҝјюЈЁGH3536Ј¬іЯҙзЯ_(dЁў)980mm*500mm*55mmЈ¬Г«ЕчЦШБҝ80kgЈ©әНVРОјюЈЁGH4169Ј©ЈЁәҪҝХәҪМмЈ©
2020Дк10ФВ21ИХЈ¬ҫ«әПјҜҲF(tuЁўn)ПакP(guЁЎn)Ш“(fЁҙ)Шҹ(zЁҰ)ИЛёжФVДПҳOРЬЈ¬иbУЪҪрҢЩФцІДЦЖФмФЪГсУГоI(lЁ«ng)УтөД‘Ә(yЁ©ng)УГҳOҙуіМ¶ИөДКЬБгјюЦЖФміЙұҫТФј°Щ|(zhЁ¬)БҝЎўРФДЬөДУ°н‘Ј¬ҫ«әПјҜҲF(tuЁўn)өДғЙјТИ«ЩYЧУ№«ЛҫОч°ІцОҫ«әПЦЗДЬЦЖФмУРПЮ№«ЛҫЕcМмҪтиDГчјӨ№вҝЖјјУРПЮ№«Лҫ№ІН¬СР°l(fЁЎ)БЛөИлxЧУ»ЎЛНҪzФцІДЦЖФмПөҪy(tЁҜng)ЈЁLiM-P-WAAMЈ©Ј¬Ф“ФO(shЁЁ)ӮдөДСР°l(fЁЎ)іЙ№ҰҢў•ю(huЁ¬)К№өГҪрҢЩФцІДЦЖФмөД‘Ә(yЁ©ng)УГёьјУҸV·әЎЈ
өИлxЧУ»ЎЛНҪzФцІДЦЖФмФO(shЁЁ)ӮдҳӢ(gЁ°u)іЙ
өИлxЧУ»ЎЛНҪzФцІДЦЖФмЈЁP-WAAMЈ¬Plasma-Wire and Arc Additive ManufactureЈ©УЙөИлxЧУ»ЎЧчһйҹбФҙЈ¬’ЯГиҪӣ(jЁ©ng)УЙБгјю·ЦҢУөГөҪөДіЙРОВ·ҸҪЈ¬ФЪҪрҢЩ»щ°еЙПРОіЙТ»ӮҖ(gЁЁ)ТЖ„У(dЁ°ng)өДИЫіШЈ¬ҢўНвІҝМоідөДҪрҢЩҪzІДИЫ»Ҝ¶шіЙөДҪрҢЩИЫөОЈ¬І»”аөДЛНИлИЫіШЈ¬НЁЯ^ФЪіЙРОВ·ҸҪЙПЦрҢУАЫ·eҪрҢЩІДБПЈ¬ҢҚ(shЁӘ)¬F(xiЁӨn)БгјюөДіЙРОЎЈ
1.jpg (30.88 KB, ПВЭdҙО”ө(shЁҙ): 222)
ПВЭdёҪјю
2020-10-20 17:09 ЙПӮч
ЎчөИлxЧУ»ЎЛНҪzФцІДФO(shЁЁ)ӮдЦчТӘ…ў”ө(shЁҙ)
LiM-P-WAAM°ьә¬өИлxЧУФцІДлҠФҙЎўФцІДҷC(jЁ©)РөҪY(jiЁҰ)ҳӢ(gЁ°u)ЎўФцІДлҠҡвҝШЦЖПөҪy(tЁҜng)ЎўФцІДҢЈУГВ·ҸҪЬӣјюЎўФцІДҢЈУГ№ӨЛҮөИЧУПөҪy(tЁҜng)ЎЈ
1.jpg (45.46 KB, ПВЭdҙО”ө(shЁҙ): 505)
ПВЭdёҪјю
2020-10-20 17:10 ЙПӮч
ЎчөИлxЧУ»ЎФцІДФO(shЁЁ)Ӯд
2.jpg (51.84 KB, ПВЭdҙО”ө(shЁҙ): 263)
ПВЭdёҪјю
2020-10-20 17:10 ЙПӮч
ЎчөИлxЧУ»ЎФцІДЦЖФмФӯАн
өИлxЧУ»ЎЛНҪzФцІДЦЖФмПөҪy(tЁҜng)ТФөИлxЧУлҠФҙЧчһйҹбФҙЈ¬ДЬБҝГЬ¶ИҝЙЯ_(dЁў)100ИfW/ЖҪ·ҪАеГЧТФЙПЈ¬ЕcјӨ№вПа®”(dЁЎng)ЎЈ
Фӯ„“(chuЁӨng)КёБҝёълSЛНҪzПөҪy(tЁҜng)
ДҝЗ°КРГжЙПөИлxЧУ»ЎФцІДФO(shЁЁ)ӮдөДЛНҪzҠAҫЯ№М¶ЁФЪәёҳҢЙПЈ¬ҹo·ЁёълSәёҳҢТЖ„У(dЁ°ng)·ҪПтөДёДЧғ¶шёДЧғЛНҪz·ҪПтЎЈLiM-P-WAAMҢҚ(shЁӘ)¬F(xiЁӨn)БЛҹoХ“’ЯГиВ·ҸҪИзәОЧғ“QЈ¬ЛНҪz·ҪПтКјҪKұЈіЦЗ°ӮИ(cЁЁ)ПтЛНҪzЈ¬Я@н—(xiЁӨng)јјРg(shЁҙ)ҢЩУЪКАҪзКЧ„“(chuЁӨng)Ј¬ҪвӣQБЛЛНҪz·ҪПтЕcіЙРО·ҪПтІ»Н¬¶шҢ§(dЁЈo)ЦВөДіЙРОИұПЭЯ@ӮҖ(gЁЁ)лҠ»ЎЛНҪzјјРg(shЁҙ)өДКАҪзРФлyо}Ј¬ұЈЧCБЛёч·ҪПтҙтУЎН¬РФЎЈЖдіЙРОЯ^іМЦРәёҪУлҠБчЎўЛНҪzЛЩ¶ИҝЙҶОӘҡ(dЁІ)ҝШЦЖЈ¬ФЪіЙРОІ»Н¬ІДБП•r(shЁӘ)Ј¬№ӨЛҮ…ў”ө(shЁҙ)ҝЙЯx“сРФёь¶аЈ»іЙРОФӯІДБПһйҪрҢЩҪzІДЈ¬ПаҢҰУЪјӨ№в·ЫД©ФцІДЈ¬ІДБПАыУГВКёьёЯЎўіЙРОР§ВКёьёЯЎЈ
LiM-P-WAAMіЯҙзЦ§іЦ¶ЁЦЖЈ¬ҝЙҢҚ(shЁӘ)¬F(xiЁӨn)ҙуіЯҙзҪрҢЩҳӢ(gЁ°u)јюөДФцІДЦЖФмТФј°ёч·NҪрҢЩҳӢ(gЁ°u)јюөДРЮҸН(fЁҙ)ФЩЦЖФмЎЈҫЯУРФO(shЁЁ)ӮдіЙұҫөНЎўИЭТЧёДСbЎўіБ·eЛЩВКёЯЎў№қ(jiЁҰ)јsФӯІДБПЎўІ»КЬіЯҙзПЮЦЖәНТЧУЪҢҚ(shЁӘ)•r(shЁӘ)РЮҸН(fЁҙ)өИЦT¶ағһ(yЁӯu)ьc(diЁЈn)ЎЈ
ЧФСРөИлxЧУ»ЎЛНҪzФцІДЦЖФмЬӣјю
ҲDЖ¬1.jpg (158.12 KB, ПВЭdҙО”ө(shЁҙ): 295)
ПВЭdёҪјю
2020-10-20 17:15 ЙПӮч
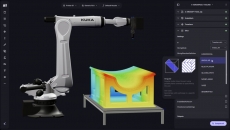
ЎчЗ°МҺАнЬӣјю·Ц…^(qЁұ)ј°В·ҸҪТҺ(guЁ©)„қКҫАэ
МмҪтиDГчЧФЦчСР°l(fЁЎ)З°МҺАнЬӣјюLiMAMS-WAAMЈ¬ҝЙҢҚ(shЁӘ)¬F(xiЁӨn)ЛДЭSіМРтЧФ„У(dЁ°ng)ЖК·ЦЈ¬І»ғHҫЯУРӮчҪy(tЁҜng)З°МҺАнЬӣјюөД№ҰДЬЈ¬¶шЗТбҳҢҰөИлxЧУіЙРОөДМШьc(diЁЈn)й_°l(fЁЎ)іцЦT¶аЧУіМРтЈ¬Ц§іЦіЙРО№ӨЛҮ…ў”ө(shЁҙ)ЧФ¶ЁБxЈ¬Из·Ц…^(qЁұ)ЎўҢУәсЎўВ·ҸҪЬүЫEЎўЛНҪzЛЩ¶ИЎўәёҪУЛЩ¶ИЎўәёҪУлҠБчөИ…ў”ө(shЁҙ)ҫщҝЙЧФЦчФO(shЁЁ)¶ЁЈ¬ҢҚ(shЁӘ)¬F(xiЁӨn)іЙРОНкИ«ЧФ„У(dЁ°ng)»ҜЎЈ
5.jpg (23.28 KB, ПВЭdҙО”ө(shЁҙ): 264)
ПВЭdёҪјю
2020-10-20 17:16 ЙПӮч
ЎчЗ°МҺАнЬӣјюҪзГж
өИлxЧУ»ЎЛНҪzФцІДіЙРОІДБПәНРФДЬ·ЦОц
өИлxЧУ»ЎЛНҪzФцІДЦЖФмҝЙіЙРОІДБП°ьАЁдXәПҪрЎўжVәПҪрЎўёчоҗд“әПҪрЎўёЯңШәПҪрЎўвҒәПҪрөИЈ¬ҺЧәхҝЙЧціЙҪzІДөДҪрҢЩІДБПҫщҝЙЯM(jЁ¬n)РРөИлxЧУФцІДіЙРОЈ»РФДЬЕcјӨ№вҪьғфіЙРОРФДЬПа®”(dЁЎng)Ј¬Іҝ·ЦІДБПөДРФДЬёЯУЪе‘јюҳЛ(biЁЎo)ңК(zhЁіn)ЎЈ
1.jpg (178.6 KB, ПВЭdҙО”ө(shЁҙ): 250)
ПВЭdёҪјю
2020-10-20 17:18 ЙПӮч
ЎчTC4 РФДЬЦёҳЛ(biЁЎo)…ў”ө(shЁҙ)
2.jpg (243.16 KB, ПВЭdҙО”ө(shЁҙ): 288)
ПВЭdёҪјю
2020-10-20 17:18 ЙПӮч
ЎчGH3536РФДЬЦёҳЛ(biЁЎo)…ў”ө(shЁҙ)
өИлxЧУ»ЎЛНҪzФцІДіЙРОІҝјюХ№Кҫ
1.jpg (195.69 KB, ПВЭdҙО”ө(shЁҙ): 248)
ПВЭdёҪјю
2020-10-20 17:20 ЙПӮч
ЎчөИлxЧУ»ЎЛНҪzҪрҢЩ3DҙтУЎвҒәПҪрTC4ЧөуwЈЁәЛлҠРРҳI(yЁЁ)Ј©
2.jpg (24.36 KB, ПВЭdҙО”ө(shЁҙ): 233)
ПВЭdёҪјю
2020-10-20 17:20 ЙПӮч
ЎчөИлxЧУ»ЎЛНҪzҪрҢЩ3DҙтУЎвҒәПҪрЙППВЙw°еЈЁәЛлҠРРҳI(yЁЁ)Ј©
1.jpg (92.16 KB, ПВЭdҙО”ө(shЁҙ): 241)
ПВЭdёҪјю
2020-10-20 17:24 ЙПӮч
ЎчөИлxЧУ»ЎЛНҪzҪрҢЩ3DҙтУЎНІуwЈЁғИ(nЁЁi)ұЪЦВГЬҹoИұПЭЈ©
өИлxЧУ»ЎЛНҪzФцІДіЙРО‘Ә(yЁ©ng)УГ·ЦОц
өИлxЧУ»ЎЛНҪzФцІДЦЖФміЙРОҝЙҢҚ(shЁӘ)¬F(xiЁӨn)ёч·NҙуіЯҙзҪрҢЩҳӢ(gЁ°u)јюөДФцІДЦЖФмТФј°ёч·NҪрҢЩҳӢ(gЁ°u)јюөДРЮҸН(fЁҙ)ФЩЦЖФмЎЈПаұИӮчҪy(tЁҜng)е‘јюҷC(jЁ©)јУ№Өёь№қ(jiЁҰ)јsІДБПЈ¬ҫЯУРөНіЙұҫЎўёЯР§ВКөДғһ(yЁӯu)„ЭЎЈ
МШКвІДБПЈЁИзёЯңШәПҪрЎўвҒәПҪрөИЈ©ІЙУГе‘ФмҷC(jЁ©)јУ·ҪКҪіЙРОЦЬЖЪйLЎўЩM(fЁЁi)УГёЯЎЈІЙУГөИлxЧУ»ЎЛНҪzФцІДіЙРОҝЙҝs¶МЦЬЖЪЎўҪөөНіЙұҫЈ»ҢҰТ»Р©лyТФЦұҪУҷC(jЁ©)јУіЙРОөДІҝјюЈ¬ёьЯmәПІЙУГөИлxЧУФцІДіЙРОЎЈ
өИлxЧУ»ЎЛНҪzФцІДіЙРОІ»ғHҝЙТФФцІДіЙРОЈ¬¶шЗТҝЙТФУГУЪөИлxЧУЧФ„У(dЁ°ng)»ҜәёҪУЎўөИлxЧУФцІДРЮҸН(fЁҙ)өИкP(guЁЎn)жI№ӨРтЎЈ
өИлxЧУ»ЎЛНҪzФцІДіЙРОіЙұҫ·ЦОц
өИлxЧУФцІДіЙРОФO(shЁЁ)ӮдІ»ғHҫЯУРР§ВКёЯЎўРФДЬғһ(yЁӯu)өДМШьc(diЁЈn)Ј¬¶шЗТіЙұҫЭ^өНЎЈөИлxЧУлҠФҙТСҢҚ(shЁӘ)¬F(xiЁӨn)Үш®a(chЁЈn)»ҜЈ¬әЛРДІҝјюлҠФҙіЙұҫғHПа®”(dЁЎng)УЪјӨ№вЖчөД1/10Ј¬лҠЧУКш°l(fЁЎ)ЙъЖчөД1/30Ј¬іЙұҫғһ(yЁӯu)„ЭПа®”(dЁЎng)ҝЙУ^Ј»іЙРОЛщРиФӯІДБПһйҪzІДЈ¬Н¬·NІДБПөДҪрҢЩҪzІДіЙұҫғHПа®”(dЁЎng)УЪҪрҢЩ·ЫД©өД1/3Ј¬ФӯІДБПғr(jiЁӨ)ёсҳOҫЯёӮ ҺБҰЎЈөИлxЧУ»ЎЛНҪzФцІДФO(shЁЁ)ӮдЈ¬іЙРОР§ВКёЯЈ¬ЛНҪzЛЩ¶ИҝЙЯ_(dЁў)5m/minЈ¬Р§ВКҝЙЯ_(dЁў)350Бў·Ҫcm/hЈ¬вҒәПҪріЙРОҝЙЯ_(dЁў)өҪ1.5Kg/hЈ¬ёЯңШәПҪрЙхЦБЯ_(dЁў)өҪ3Kg/hЈ¬ЕcИfНЯјӨ№вЖчқM№ҰВКР§ВКПа®”(dЁЎng)Ј»өИлxЧУ»ЎЛНҪzФцІДФO(shЁЁ)ӮдіЙРОдXәПҪрЎўд“әПҪрЎўёЯңШәПҪрөИІДБПҹoРи¶иРФҡвуwұЈЧo(hЁҙ)Ј¬ЯM(jЁ¬n)Т»ІҪҪөөНБЛіЙРОіЙұҫЎЈ
ҫ«әПјҜҲF(tuЁўn)Ҫӣ(jЁ©ng)Я^ҝмЛЩ°l(fЁЎ)Х№Ј¬¬F(xiЁӨn)ТСҪӣ(jЁ©ng)ПВФO(shЁЁ)Йтк–ҫ«әП”ө(shЁҙ)ҝШҝЖјјй_°l(fЁЎ)УРПЮ№«ЛҫЎўМмҪтиDГчјӨ№вҝЖјјУРПЮ№«ЛҫЎўОч°ІцОҫ«әПЦЗДЬЦЖФмУРПЮ№«ЛҫЎўһH·»цОҫ«әПЦЗДЬСbӮдУРПЮ№«ЛҫөИ¶ајТ№«ЛҫЎЈҫ«әПјҜҲF(tuЁўn)ТФҪрҢЩФцІДЦЖФмЈЁ3DҙтУЎЈ©һйТАНРЈ¬ГжПтәҪМмЎўәҪҝХЎўәҪәЈЎўәЛлҠөИёЯ¶ЛЦЖФмоI(lЁ«ng)УтЈ¬ІЙУГЧФЦчЦӘЧR(shЁӘ)®a(chЁЈn)ҷа(quЁўn)Ј¬ҢЈҳI(yЁЁ)ҸДКВҪрҢЩФцІДЦЖФмФO(shЁЁ)УӢ(jЁ¬)Еcғһ(yЁӯu)»ҜЎўҸН(fЁҙ)лsҪрҢЩҳӢ(gЁ°u)јю¶ЁЦЖ»Ҝ3DҙтУЎЦЖФмЎў®a(chЁЈn)Ж·ФЩЦЖФмЕcРЮҸН(fЁҙ)өИ·ю„Х(wЁҙ)Ј¬СР°l(fЁЎ)ЦЖФмөД¶ан—(xiЁӨng)®a(chЁЈn)Ж·ТСҪӣ(jЁ©ng)ФЪі¬ёЯЛЩпwРРЖчЎўРl(wЁЁi)РЗЎў»рјэЎўЕһЭdҷC(jЁ©)ЎўҹoИЛҷC(jЁ©)өИРРҳI(yЁЁ)ЯM(jЁ¬n)РРЕъБҝ‘Ә(yЁ©ng)УГЈ¬ҢҰОТҮшөДҮш·АРРҳI(yЁЁ)УРЦШТӘТвБx
|





 КХІШ
КХІШ ЮD(zhuЁЈn)ІҘ
ЮD(zhuЁЈn)ІҘ Ц§іЦ
Ц§іЦ ·ҙҢҰ
·ҙҢҰ
 ҫ©№«ҫW(wЁЈng)°ІӮд11010802043351
ҫ©№«ҫW(wЁЈng)°ІӮд11010802043351