��Դ�����K����(li��n)��
�������������|(zh��)�����������������еđ�(y��ng)����Դ��http://93item.com/thread-147448-1-1.html,�������^�m(x��)̽ӑ6s���팦AM�Ĝy��,��
���,��6S �������,��6S �O(sh��)Ӌ,���������a(ch��n)�͜p��׃�����ѱ��V����������S���I(y��)��(w��)���̵�����,��6SӋ���İl(f��)չ��(j��ng)�v�����������A��,��
��һ�A�Σ���Q�^�̱O(ji��n)�ء�ȱ�������Ϳ�׃�Ԝp��,��
�ڶ��A�Σ����Ϳ����a(ch��n)�ɱ������ϵ�y(t��ng)����,��
�����A�Σ����{(di��o)����I(y��)�M����(chu��ng)��rֵ��
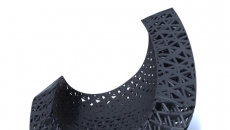
Ȼ��,��ͨ�^ֱ�ӏĿ͑��Ĕ�(sh��)���O(sh��)Ӌ�Ќ��F(xi��n)С����-������a(ch��n)�������Ǫ�һ�o�������a(ch��n)��,��AM������ˮƽ�Ķ����~�M���Ķ����F(xi��n)�ˡ�һ�w��(j��ng)����,����������y(t��ng)�Ĵ�Ҏ(gu��)ģ����ģʽ�ǘ�ʹ����ͬ�O(sh��)Ӌ���a(ch��n)�Ĵ�������������͜y���^�̿�׃��,����ˣ���Ҏ(gu��)ģ�����6S���`���ձ��m����AM���������������ܵ�����,��������Ҫ���MAM 6SӋ������һ�A��,���D4�@ʾ�˶����O(sh��)Ӌ��С����-������a(ch��n)������ԓ����ֻ������һ�λ�С��������,��Ոע��,��������Π�����@���Č��g׃����AM ������µ� QA/QC ����(zh��n)����Ҏ(gu��)ģ����,��С�������a(ch��n)�Լ�������Π�Č��g׃��,���e�ǣ��������������еĶ����O(sh��)Ӌ����������,��ÿһ����������Π�涼��ͬ����r������Ҋ,����ˣ����y�����͜y����һ�ӵ���һ�ӻ��һ����(g��u)������һ����(g��u)�����^�̿�׃�ԺͿ��؏�(f��)��,��

640.png (21.43 KB, ���d��(sh��): 63)
���d����
2021-6-28 09:40 �ς�
���D4. С����-������a(ch��n)����,���������S��ӡ������ΈD������׃���Ķ����O(sh��)Ӌ
AM���������췽���oQA/QC �������ش�����(zh��n)���S���������칤ˇʹ�ý��ٷ�ĩԭ����,�������w����С���Π������ζ���,�����⣬���������������� LPBF��DED�ļӟ�Դ,���������Ⱥ�ֱ�����p׃������(d��o)�²�ͬ�C��֮�g�Լ���(g��u)�����ϲ�ͬλ�õ���ͬ�C��֮�g�Ŀ��؏�(f��)�Ԇ��},����ˣ�Ӱ��^����K�Y(ji��)����ÿ������(sh��)����횸���(j��)��ʹ�õIJ����M���{(di��o)��,������,����������ϵ�y(t��ng)����������r����ʹ�ò�ͬ�ČӺ�ʹ��100��m�Ӻ��2�������w����Ҫ200��,������Ӻ�Ȟ�50��m,���t�Ӕ�(sh��)����400���@Щ���е�ÿһ�Ӷ���ʧ���ęC��,����ʹ�Ό���ȱ�ݵĿ����Ժ�С,��������(g��u)��Ҳ������һ��ȱ�ݵĿ����Ժܸߡ�
ֵ��ע�����,���@�����Ӽ��O(sh��)ÿһ�Ӷ����������,��Ȼ����AM ��һ�ӵ���һ���Ǹ߶����P(gu��n)��,���Q��Ԓ�f,��һ���е�ȱ�ݿ����ں��m(x��)�ӵ�̎���^���еõ��m�������ߕ�����һ�Ӻ����к��m(x��)�Ӯa(ch��n)��ؓ��Ӱ�,���@����ڂ��y(t��ng)����ģʽ�еĶ༉�b�侀,������܇���I(y��)�У�܇���b��ͨ���漰һϵ���b�����,��һ���M�b���E�е�׃�����ܕ������²��E������һϵ��׃��,��Ȼ�����༉�M�b����������ԭ���cÿ�Ӿ���LPBF�Ķ���AM��ͬ,�����A������ϵ�y(t��ng)��6S����ͨ���������^�̵Į�(d��ng)ǰ��B(t��i),��Ȼ��ʹ�ýy(t��ng)Ӌ�������������ϵ�y(t��ng)���ܡ�
��AM����6S��ʽ��Ҫ�µĄ�(chu��ng)�푪(y��ng)���@Щ�³��F(xi��n)���|(zh��)������(zh��n),��������Ҏ(gu��)ģ����,��С�������a(ch��n)�����g׃���Ͷ������칤ˇ,���@Щ�ڏĂ��y(t��ng)�Ĵ�Ҏ(gu��)ģ���a(ch��n)�D(zhu��n)���µ����a(ch��n)�^�����Ǫ�һ�o����,�����y������Ҫ��AM�IJ�ͬ�A���O(sh��)Ӌ���_�l(f��)���ڲ���,����ˇ�͘�(g��u)����z������������g(sh��),������������(y��ng)ԓ�܉�̎�����B����AM�a(ch��n)Ʒ�������������ɵĴ�(sh��)��(j��),�,������M��Ҫ��ͨ�^����C���ϵĽy(t��ng)ӋDOE��AM �^�̺�/��ģ�Mģ���ϵ�Ӌ��C���,�����õ������^�������͝��ڬF(xi��n)��ı��wՓ֪�R,�������ơ���(y��ng)���]���������ж������칤ˇ�����Q�߆��},�����Mһ����Q��������Ķ�Ŀ�˃�(y��u)�����},�����磬����ȵؽ���LPBF��ˇ�����ĵĿ��ɱ������磬��Դ��r�g��������ȵ�����|(zh��)�����,��6S�|(zh��)���������¿ƌW(xu��)���A(ch��)��Ӱ�AM�����a(ch��n)Ҏ(gu��)�,������ԣ���ʹAM�������_�l(f��)�܉�Խ��(d��ng)ǰ�Ŀ���ԭ�������F(xi��n)��,��
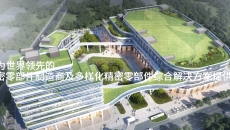
����,���eϦ���၆������W(xu��)��CIMP-3D�_�l(f��)��һ�����������������ڱO(ji��n)�غͿ�������3D System ProX 320 PBFAMϵ�y(t��ng),����D5��ʾ,��ԓ����������Ҳ��3D Systems ProX 200��EOS M280,���� GE Concept Laser M2�C��,��ԓϵ�y(t��ng)�ɶ�N�������M�ɣ�������ʾ��
- �߷ֱ���/�߱��ʳ���ϵ�y(t��ng)�����N��ͬ������������,��
- �ɂ�����/�߱��ʔz���^,������һ���� 405-nm �V��Ƭ��ͬ�S�z���^��һ���� 520-nm �V��Ƭ��ǰ�Ôz���^��
- ����ҕ�l��> 33 000 fps��,��
- ��W(xu��)�^�̰l(f��)�䣨100 kHz��,���������V�x�Ͷ���V��������
- �W(xu��)��������100 kHz��,��
- ������ DMP �۳�����,��
640-1.png (170.46 KB, ���d��(sh��): 69)
���d����
2021-6-28 09:40 �ς�
���D5. ���ڱO(ji��n)��Commercial ProX 320 PBFAMϵ�y(t��ng)�Ķ����������Dʾ
��D6��ʾ��AM�Ę�(g��u)�����|(zh��)���z������������u��ͨ��ʹ�û����侀�����Ӌ��C���Ӓ��� (CT) �M��,����ԓ�о���,��ʹ�� GE vTomex M300 �� X �侀 CT (XCT) ����x�ռ�AM��(g��u)����CT���裬��ʹ�� Volume Graphic myVGL3.0 ܛ���M��̎��,������ȡ AM ��(g��u)����ÿһ�ӵĶ��S�D�������ļ�,��
640-2.png (92.82 KB, ���d��(sh��): 68)
���d����
2021-6-28 09:40 �ς�
���D6. ���ژ�(g��u)����z��Ļ����侀�����CT
����������ԇ��������_�l(f��)�^���У����ӑB(t��i)����,�����Q��ʹ�ô�����(sh��)��(j��),���S����(sh��)��(j��)���S��ԭλ���к͟o�p�z�y (nondestructive examination, NDE) �����Ӷ����L��AM ������ɵĔ�(sh��)��(j��)���Ҳ׃�ø����S��,��AM��ˇ�J�C�������Ϣ���H�����y����(sh��)��(j��),��߀��������/�C��Ҏ(gu��)���O(sh��)Ӌģ��,�����ƺ��픵(sh��)��(j��),����������AM�^����Ҫ�������� AM �rֵ朵ı����£���ͨ�^��(sh��)ǧ������̓�(y��u)��ȯ�Ę�(g��u)���vʷ�ռ���������Ϣ�M��ȫ�����,�����,������Ҫһ����Ч�Ҹ�Ч��AM��(sh��)��(j��)����ϵ�y(t��ng),���Դ_�����_���@���惦��ʹ�Ô�(sh��)��(j��),��
���m(x��)
|










 �ղ�
�ղ� �D(zhu��n)��
�D(zhu��n)�� ֧��
֧�� ����
����
 �����W(w��ng)����11010802043351
�����W(w��ng)����11010802043351