�ϘO�܌�(d��o)�x��������3D��ӡ���g(sh��)�����㲿���ޏ�(f��)���������һֱ��һ��(g��)�����P(gu��n)ע�ķ������@��(g��)�I(l��ng)����Ј��ж��Ŀǰ�ļҹ�˾���ı��^��һֱ�]�����P(gu��n)�Ĕ�(sh��)��(j��)��(b��o)��,�����գ����������տƼ��ɷ�����˾(���º��Q������)�D(zhu��n)��(zh��n)A��,����2021��5����¶�Ƅ�(chu��ng)��IPO���(b��o)�ļ�,�����н�B�������ڶ��ƻ����������еęC(j��)�w�Y(ji��)��(g��u)������I(y��)��(w��)����ȡ�õijɿ����ļ���ʾ������2020��ȑ�(zh��n)���C(j��)����ܴ����ޏ�(f��)��(sh��)������,����������^2019��������L,��2018��-2020�꣬�����ƵĶ��ƻ���������I(y��)��(w��)�քe��(sh��)�F(xi��n)����1248.67�fԪ,��1702.09�fԪ,��6860.33�fԪ��ռ���I�I(y��)��(w��)������طքe��30.68%,��33.66%,��61.63%��

59bf796b975ef.jpg (1.25 MB, ���d��(sh��): 94)
���d����
2021-7-30 09:41 �ς�
��������ժ�ƽ������,�����������տƼ��ɷ�����˾(���º��Q������)�D(zhu��n)��(zh��n)A��,����2021��5����¶�Ƅ�(chu��ng)��IPO���(b��o)�ļ�����2018��8��ժ���������,�����������I�I(y��)��(w��)��l(f��)����׃��,���ڙC(j��)�d�O(sh��)��S���⣬�����˶��ƻ���������I(y��)��(w��),��2020��,�����ƻ���������I(y��)��(w��)ͻȻ���l(f��)���ɞ鳬���Ƶ�һ�����I�I(y��)��(w��),��ʹ���_(d��)���˿Ƅ�(chu��ng)�����Ќ��I�I(y��)�����Ҫ��,��
2020�궨��3D��ӡ�I(y��)��(w��)���l(f��)
�������켴�Q��3D��ӡ�������ƵĶ��ƻ���������I(y��)��(w��)���w�����C(j��)�w�Y(ji��)��(g��u)������,���㲿�����a(ch��n)���죬���w����,���вĵ��I(l��ng)��,����������������g��2017���(b��o)��(n��i),�������ղ�δ��B�@һ�I(y��)��(w��)��ֻ����ʾ�ˡ���������������I(l��ng)����L(f��ng)�U(xi��n)��,�����P(gu��n)���̾߂�С����ԇ���a(ch��n)����,��
2018��-2020�꣬�����ƵĶ��ƻ���������I(y��)��(w��)�քe��(sh��)�F(xi��n)����1248.67�fԪ,��1702.09�fԪ,��6860.33�fԪ��ռ���I�I(y��)��(w��)������طքe��30.68%,��33.66%,��61.63%�,����Կ���,��2020�궨�ƻ���������I(y��)��(w��)ͻȻ���l(f��)���ɞ��һ�����I�I(y��)��(w��),��Ҳ�ǹ�˾�I(y��)�����L����Ҫ����,��2018��-2020�꣬��˾�քe��(sh��)�F(xi��n)�I�I(y��)����4111.15�fԪ,��5123.06�fԪ,��1.22�|Ԫ���քe��(sh��)�F(xi��n)������683.93�fԪ,��1071.28�fԪ,��6420.64�fԪ��
�������x��ľ��w���И�(bi��o)��(zh��n)�飺���A(y��)Ӌ(j��)��ֵ�����������10�|Ԫ,������������������������Ӌ(j��)�����������������5000�fԪ,�������A(y��)Ӌ(j��)��ֵ�����������10�|Ԫ�����һ������������ҠI�I(y��)���벻���������1�|Ԫ��,��2020�����Ƕ��ƻ���������I(y��)��(w��)�ı��l(f��),������ƠI�I(y��)����ͻ����1�|Ԫ������ָ��(bi��o)Ҫ��
�����ƵĿ͑������^��,����(b��o)���ڃ�(n��i)ǰ���͑��N��ռ��70%����,��ӛ��ע���2018��,��2019��,�����ƻ���������������Ҫ����A���ޏS��B���ޏS,������2020��,�����ˌ�A���ޏS��B���ޏS���N�۽��~���������,����C���ޏS�����ٴ�ϵҲ�����˶��ƻ�����������N��,��
�йɕ�(���(b��o)��)�@ʾ,�����ƻ����������еęC(j��)�w�Y(ji��)��(g��u)������I(y��)��(w��)��2020��ȑ�(zh��n)���C(j��)����ܴ����ޏ�(f��)��(sh��)������,����������^2019��������L;�����㲿�����a(ch��n)���췽��,��2020���Ⱥ���ɺ��ٴ�ϵ�͑�ί�еķ���(w��)�(xi��ng)Ŀ�����ٴ�ϵ�͑������в�1137��,����(sh��)�F(xi��n)1256.66�fԪ������,��
���ƻ����������γ����I�I(y��)��(w��)�H�H��(sh��)�꣬��ôԓ�I(y��)��(w��)2020�������ˮƽ�Ƿ���пɳ��m(x��)��?���˳����ƻ؏�(f��)��ÿ�ս�(j��ng)��(j��)����ӛ�߲��L�Q,��δ���S���҇�܊�C(j��)����Ҏ(gu��)ģ�IJ�������,���Լ��������(zh��n)Ӗ(x��n)����(qi��ng)�ȵ�����(qi��ng)�����C(j��)�;S�ޱ�������Ҳ���M(j��n)һ������,����˾�I(y��)��(w��)Ҏ(gu��)ģ���S֮?d��ng)U��,�����I�I(y��)��(w��)���г��m(x��)�ԡ�
���^������Ҳ��ʾ�����P(gu��n)�L(f��ng)�U(xi��n),����˾�ڈ�(b��o)���ڃ�(n��i)��(sh��)�F(xi��n)���䇊Ϳ�������켼�g(sh��)����������I(l��ng)��İв����a(ch��n)�ӹ����I(l��ng)��đ�(y��ng)��,�����I(y��)��(w��)Ҏ(gu��)ģ�����^С�����ڹ�˾���O(sh��)���ԁ���Ҫ��ע�ں��վS�ޱ����I(l��ng)��,������������������I(l��ng)����Ј��e�۲���,�������Ј��_�ز��_(d��)�A(y��)���L(f��ng)�U(xi��n)��
�����Ƶ����I�I(y��)��(w��)
��˾�LJ���(n��i)�ٔ�(sh��)�����䇊Ϳ�������켼�g(sh��)���a(ch��n)�I(y��)���\(y��n)���ں������S���������I(l��ng)�����I(y��)֮һ,����Ҫ���¶��ƻ���������͙C(j��)�d�O(sh��)��S�ޘI(y��)��(w��),�����O(sh��)���ԁ�����˾��ע�ں��ՙC(j��)�d�O(sh��)��S��,����Ҫ����܊�ü����ú��������(d��ng)����,��Һ��������ȼ������늚⸽���ľS�ޘI(y��)��(w��),���c��ͬ�r(sh��),����˾��(j��ng)�^�����аl(f��)��(chu��ng)�£�ͨ�^�a(ch��n)�����ƻ��O(sh��)Ӌ(j��),��ԭ���Ϲ���(y��ng)��cԭ�����|(zh��)���z�y�wϵ�Ę�(g��u)��,�����ٷ�ĩ�����ƺ��ԡ��䇊Ϳ��ˇ����(sh��)���аl(f��)�Լ����w���|(zh��)���m�����о�,����(sh��)�F(xi��n)�˶�N���ٲ��ϵĸߏ�(qi��ng)�ȳ��e,�������˹�˾�䇊Ϳ�������켼�g(sh��)�wϵ������ԓ���g(sh��)�ɹ���(y��ng)���ڙC(j��)�w�Y(ji��)��(g��u)�������I(l��ng)��,��
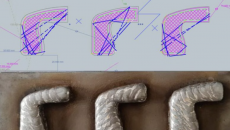
�䇊Ϳ�������켼�g(sh��)��һ�N���ڸ������ӹ̑B(t��i)���e��Ϳ���Ƃ䷽��,����Ϳ�����ڹ̑B(t��i)����ײ���w����(j��ng)�^���ҵ�����׃�ζ����e�γ�Ϳ�ӡ��䇊Ϳ�������켼�g(sh��)�����w���γɟ�Ӱ�,��������������μ��g(sh��)ֱ�Ӈ�Ϳ�Ƃ�K�ĺ��㲿��,���ڷ��o(h��)Ϳ�Ӻ���Ϳ�ӵ��Ƃ䡢�b��������������I(l��ng)����ЏV韵đ�(y��ng)��ǰ��,��Ŀǰ�䇊Ϳ�������켼�g(sh��)�ѽ�(j��ng)���������W��,�����Ȱl(f��)�_(d��)���Һ͵^(q��)����ֱ���C(j��),����(zh��n)���C(j��)���Zը�C(j��),����ͧ��܊���b���ޏ�(f��)�������I(l��ng)��,��
�䇊Ϳ���������^��ʾ��D���£�
�Ž؈D_20210730094538.jpg (67.49 KB, ���d�Δ�(sh��): 87)
���d����
2021-7-30 09:50 �ς�
���ڌ��䇊Ϳ���������켼�g(sh��)�ij����\(y��n)�ã���˾�����_�l(f��)����չ�������켼�g(sh��)�đ�(y��ng)�È����������Ј�,���ڈ�(b��o)���ڃ�(n��i)�аl(f��)���m������������I(l��ng)��İвĺ��m���ں��ոߜ�,���߉��h(hu��n)���ĺ��վo�̼��a(ch��n)Ʒ��
��˾��������I(l��ng)��ʮ����,���ѫ@�����Ї����ú��վ֣�CAAC��,������(li��n)��չ����֣�FAA����ȫ�������m����(bi��o)��(zh��n)�ƶ����w�C�l(f��)�ľS���S���Y�|(zh��)��ͬ�r(sh��)ȡ����܊Ʒ�I(y��)��(w��)���P(gu��n)�Y�|(zh��),���߂������c܊�ú������S���S���Y�|(zh��),��
��˾ϵ���¼��g(sh��)��I(y��)�����J(r��n)���������I(y��)���g(sh��)����,����˾�����䇊Ϳ�������켼�g(sh��)��(sh��)�F(xi��n)�ˌ�����̖��(zh��n)���C(j��)����ܴ���ƣ���Ѽy���ޏ�(f��)������,���ޏ�(f��)Ч��ͨ�^���ɿ�܊�b�䲿����(sh��)��(zh��n)���(du��),���҇����պ���ߵ�ԺУ������Ժ���Լ����ؼ����ޏS�Č��ҽM�ɵļ��g(sh��)�u���F(tu��n)�Ġ�B(t��i)�b��,�����Ї���܊�b�䲿�� A��B ���ؼ����ޏS����܊�C(j��)����ܴ���ƣ���Ѽy�ޏ�(f��)�������Ψһ����(y��ng)��,�����҇�܊����λ�����˔�(sh��)ʮ�f�w��С�r(sh��)���w���YԴ,����(chu��ng)�����@����܊��Ч��ͽ�(j��ng)��(j��)Ч�棬�ИI(y��)��λͻ��,��
�F(xi��n)�A��,����˾��Ҫ����(w��)��܊���������w�C(j��)���ޏS��܊�����F(tu��n)�ن�λ�Լ����ú����\(y��n)�I��I(y��)�ȿ͑�,��δ��,����˾���ڶ��ƻ���������͙C(j��)�d�O(sh��)��S�ޘI(y��)��(w��)���A(ch��)�ϣ��Ӵ��g(sh��)��(chu��ng)������,���U(ku��)չ��˾�I(y��)��(w��)�I(l��ng)��,��Ŭ����(sh��)�F(xi��n)���ɞ��Ї��������켼�g(sh��)��������(y��ng)�Ì��ҡ���Ը����
Ŀǰ�A�Σ���˾�ṩ����Ҫ����(w��)���a(ch��n)Ʒ���£�
�Ž؈D_20210730095205.jpg (80.61 KB, ���d�Δ�(sh��): 96)
���d����
2021-7-30 09:52 �ς�
��1�����ƻ���������
��˾����(j��)��ͬ�͑�����,����͑��ṩ������,�����I(l��ng)��Ķ��ƻ���������a(ch��n)Ʒ������(w��)�����w�����C(j��)�w�Y(ji��)��(g��u)������,���㲿�����a(ch��n)����,�����w���ա��вĵ��I(l��ng)��,��ͬ�r(sh��)Ҳ�ɞ�͑��ṩ����(y��ng)���g(sh��)��ԃ����(w��),��
1���C(j��)�w�Y(ji��)��(g��u)������
��˾�C(j��)�w�Y(ji��)��(g��u)������I(y��)��(w��)��Ҫ�����䇊Ϳ�������켼�g(sh��)�ں������ܓp�Y(ji��)��(g��u)ƣ���Ѽy̎ԭλ���L���������Ժ�ԭ���ٻ������W(xu��)�������m��ĺϽ��w��Ͻ�Ϳ�ӣ��_(d��)���ޏ�(f��)�������������Y(ji��)��(g��u)�ď�(qi��ng)�Ⱥ�ʹ�É�����Ч��,��
�ٽ�(j��ng)��˾�ޏ�(f��)��ĽY(ji��)��(g��u)���;���,��ʹ�É����_(d��)��������Խԭ���O(sh��)Ӌ(j��)ˮƽ�䇊Ϳ�������켼�g(sh��)�Ը��ٚ��w������ٽ��|(zh��)������Ϳ��ĩ��(j��ng)�ͷۚ��w���뇊��,����(j��ng)�����O(sh��)Ӌ(j��)�ć�����ٺ�,���γɚ⡢�̃��೬��������,��������w����,�������н��������ڹ̑B(t��i)����ײ���w����(d��ng)����ײ��˲�g�D(zhu��n)�����w�����ّ�(y��ng)׃�ă�(n��i)��,���a(ch��n)����������׃��,���c�����ϻ��w�ֲڱ����M(j��n)��������ã��γəC(j��)еҧ��,�������Y(ji��)�Ϻ�ұ��Y(ji��)��,����K�γɳ��eͿ�ӡ�
���䇊Ϳ�������켼�g(sh��)�\(y��n)���ڙC(j��)�w�Y(ji��)��(g��u)�������I(l��ng)��֮ǰ,���C(j��)�w�Y(ji��)��(g��u)��Ҫͨ�^����,���T�Ӽӏ�(qi��ng)�K����(f��)�ϲ����z�ӵȂ��y(t��ng)���g(sh��)�M(j��n)���ޏ�(f��),���䇊Ϳ�������켼�g(sh��)�c���y(t��ng)�S���g(sh��)���,�����ޏ�(f��)�ĽY(ji��)��(g��u)�����䇊Ϳ���������^����ȫ��̎�ڵ͜ؠ�B(t��i)���o�������p,���o����Ɖ�,�������˺��Ӹߜصȷ�ʽ�����w���ϵğ�p�����T�Ӽӏ�(qi��ng)�K��ȷ�ʽ�����w��ɵĸ��ӓp��,���ȏ�(f��)�ϲ����z�ӵȷ�ʽ���и���(qi��ng)��Ϳ�ӏ�(qi��ng)��,���䇊Ϳ�������켼�g(sh��)���ޏ�(f��)�^���в��a(ch��n)�����ߜ�,�����m��(y��ng)��N�ޏ�(f��)����,���䇊Ϳ�������켼�g(sh��)��(sh��)�F(xi��n)�˺������Y(ji��)��(g��u)��������,���ɿ��Ե�ȫ��������ᘌ�ijЩ�ܓp�����ض�����ģʽ,����(j��ng)��˾�䇊Ϳ�������켼�g(sh��)�ޏ�(f��)��ĽY(ji��)��(g��u)���;���,��ʹ�É����_(d��)��������Խ��ԭ�Y(ji��)��(g��u)�����O(sh��)Ӌ(j��)ˮƽ��
�c��ͬ�r(sh��),�����ڑ�(zh��n)�C(j��)�Ƅ�(d��ng)����(zh��n),��ԭ��?f��)��ı��������Լ������w�C(j��)�Y(ji��)��(g��u)���ɲ�ж,���o���Ƅ�(d��ng)���S����I(y��)܇�g�����c(di��n),����˾�����аl(f��)�˻����䇊Ϳ���g(sh��)�������Ƅ�(d��ng)��������ƽ�_���߂��L;��·�\(y��n)ݔ,����(sh��)�r(sh��)չ�_���I(y��)��������(sh��)�F(xi��n)�����w�C(j��)��վ,�����ص�ȫ���Έ���������܊���w�C(j��)�C(j��)�w�Y(ji��)��(g��u)ƣ���Ѽy�ޏ�(f��)������,��
�ڹ�˾�C(j��)�w�Y(ji��)��(g��u)������I(y��)��(w��)��Ҫ���҇�����̖��(zh��n)���C(j��)����ܴ���ƣ���Ѽy�ṩ�ޏ�(f��)����(w��)
��˾�䇊Ϳ�������켼�g(sh��)��(y��ng)���ڑ�(zh��n)�C(j��)����ܴ���ƣ���Ѽy�ޏ�(f��)��Ҫ������(y��u)�ݣ�
A��ԭλ�ޏ�(f��)����,������ܴ���ϵ�w�C(j��)���Y(ji��)��(g��u)��,���o��ͨ�^�и��ж�ȷ�ʽ�M(j��n)����Q����,����˾ͨ�^�䇊Ϳ�������켼�g(sh��),����(sh��)�F(xi��n)���X�Ͻ�Ϳ�ӵ����ӶѯB����ƣ���Ѽy̎ԭλ���L���Ͻ��w,�����ڲ���ж���Y(ji��)��(g��u)������r��,����ԭλ�ޏ�(f��)�ķ�ʽ������ܴ����Ѽy����ޏ�(f��)��
B,����ȫ�o�p�ޏ�(f��),������ܴ�����Ҫ�����c(di��n)�^�͵��X�Ͻ�(g��u)�ɣ���λ���w�C(j��)���丽��,���䇊Ϳ�������켼�g(sh��)ͨ�^�͜ع̑B(t��i)���e��ʽ������ܴ���ƣ���Ѽy�M(j��n)���ޏ�(f��),���o���M(j��n)���@�ס��T��,������������ܴ�����ɟ�p��������Ɖ�,��Ҳ�����ڸߜحh(hu��n)����(d��o)�����䱬ը���[������(sh��)�F(xi��n)��ȫ�o�p�ޏ�(f��),��
C,��Ϳ�ӏ�(qi��ng)������������ܴ�������֧���w�C(j��)���w����ꑵij����Y(ji��)��(g��u)��,�����L�ڳ��ܽ�׃�d����,���O�׳��F(xi��n)ƣ���Ѽy,����˾�\(y��n)���䇊Ϳ�������켼�g(sh��)�����Ѽy��λԭλ������������Ժ�ԭ���ٲ������W(xu��)�������m��ĺϽ��w,���֓�(d��n)�Ѽy��λ�d��,������ƣ���Ѽy��ˏ��_��(y��ng)��������Ѽy�U(ku��)չ,����(sh��)�F(xi��n)�C(j��)�w�Y(ji��)��(g��u)��(qi��ng)�Ȼ֏�(f��)�Ϳɿ���,��������������
��(b��o)���ڃ�(n��i),����˾�����һ��Ҏ(gu��)ģ���҇�����̖��(zh��n)���C(j��)����ܴ���ƣ���Ѽy�ޏ�(f��)����,���鲿�(du��)�����˔�(sh��)ʮ�f�w��С�r(sh��)���w���YԴ�����҇���(zh��n)���C(j��)Ⱥ���Ӊ�������ؕ�I(xi��n),����(j��ng)�Ї����չ��I(y��)���F(tu��n)��ij��(zh��n)���C(j��)�O(sh��)Ӌ(j��)�о���ԇ�(y��n)�yԇ��,����˾�ޏ�(f��)������ܴ����Ɍ�(sh��)�F(xi��n)������Δ�(sh��)�_(d��)����ԭ�O(sh��)Ӌ(j��)ֵ�� 3 ����
��(zh��n)���C(j��)�����������Ҫ�ޏ�(f��)��λ��ʾ��D���£�
�Ž؈D_20210730095531.jpg (54.16 KB, ���d�Δ�(sh��): 83)
���d����
2021-7-30 09:55 �ς�
2���㲿�����a(ch��n)����
��˾���ڌ��䇊Ϳ,���ᇊͿ�ȱ���̎�����̼��g(sh��)����������,�������O(sh��)Ӌ(j��)���������ԇ�Ϳ���a(ch��n)��,������(j��)��ͬ�a(ch��n)Ʒ��͵ć�Ϳ����,�����O(sh��)���M(j��n)�и��졢����,������O(sh��)�������,��ͨ�^�ГQ���և�Ϳ�O(sh��)�䣬��(sh��)�F(xi��n)����ͮa(ch��n)Ʒ�����a(ch��n)����,������(y��ng)���ڙC(j��)�w�Y(ji��)��(g��u)�������I(l��ng)����,����˾�����䇊Ϳ���ᇊͿ���������켼�g(sh��)��(y��ng)���ں��վo�̼��Ͱвĵ��㲿�������a(ch��n)�����I(l��ng)��,��
�ٺ��վo�̼�
��˾���҇����͑�(zh��n)�C(j��)�����ߜ�,���߉������g�Ŀ����a(ch��n)Ʒ,����(y��ng)���ڭh(hu��n)��ϵ�y(t��ng),��늚�ϵ�y(t��ng)�Լ��l(f��)��(d��ng)�C(j��)ȼ��ϵ�y(t��ng)�Ĺ�·�B�ӡ�ԓ�����a(ch��n)Ʒ��Ҫ�ڸߝ��,���߉��Լ����}�F�h(hu��n)����ʹ��,���^�鐺�ӵ�ʹ�íh(hu��n)�������������g���ߜ�,���߉����������^��Ҫ��,��
��˾�\(y��n)�ó�Ӳ���g̼���uͿ�Ӽ��g(sh��)�ȟᇊͿ���g(sh��)���Գ����ٿ՚���懊Ϳ��ý��,���ڿ����a(ch��n)Ʒ�����Ƃ������̼���uͿ��,���������������g,���ߜء���ĥ�p������,����˾�Ƃ�ij�Ӳ���g̼���uͿ�ӿ�϶��С,���Y(ji��)�Ϗ�(qi��ng)�ȸߣ���ĥ���ܳ��^��Ӳ�tͿ��,���܉��L�r(sh��)�g���ֿ��������g,����ĥ�p�����ܡ�
�Ž؈D_20210730095953.jpg (40.05 KB, ���d�Δ�(sh��): 90)
���d����
2021-7-30 09:59 �ς�
�ڰв�
��˾ᘌ��R��вĵ�����Ҫ��,�������䇊Ϳ�������켼�g(sh��)�ă�(y��u)��,���аl(f��)���˻����䇊Ϳ���εİв����칤ˇ��ԓ��ˇ���мӹ��ضȵ�,���oԪ���������p,��Ϳ�ӽY(ji��)��(g��u)���ܡ�Ϳ�Ӄ�(n��i)��(y��ng)��С,��Ϳ�Ӻ�ȿɿص����c(di��n),���ڰвijɷֿ��ơ����հ��������õȷ�������@����(y��u)��,��
Ŀǰ����˾���γ��䇊Ϳ�X��,���t�м��Ͻ�е��������a(ch��n)�ӹ�����,��
�Ž؈D_20210730100028.jpg (26.36 KB, ���d�Δ�(sh��): 90)
���d����
2021-7-30 10:00 �ς�
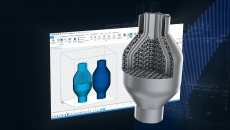
��(b��o)���ڃ�(n��i)����˾�����I�I(y��)��(w��)������Զ��ƻ���������,���C(j��)�d�O(sh��)��S�ރ��,��
���w��r���£�
�Ž؈D_20210730095830.jpg (148.92 KB, ���d�Δ�(sh��): 78)
���d����
2021-7-30 10:00 �ς�
�������������������S���c�������ИI(y��)�śr
�������������������S���c������������w�C(j��)���似�g(sh��)�b���M(j��n)�оS�o(h��)��������������,�����w�C(j��)ʹ�õ�ǰ��ͱ�Ҫ�l��,���Ǻ��I(y��)����Ҫ�M�ɲ��֡�
�������������������S���c���������Ҫ��(n��i)�����£�
�Ž؈D_20210730100201.jpg (59.92 KB, ���d�Δ�(sh��): 85)
���d����
2021-7-30 10:02 �ς�
�������������������S���c�������ИI(y��)�е��Ј�Ҏ(gu��)ģռ����r���£�
�Ž؈D_20210730100239.jpg (29.08 KB, ���d�Δ�(sh��): 95)
���d����
2021-7-30 10:02 �ς�
�C(j��)�w�������b��Ҫ�nj��C(j��)�w�Y(ji��)��(g��u)�ľS��������,���C(j��)�w�Y(ji��)��(g��u)��Ҫ�����C(j��)��,���C(j��)����β��,������ܵ�,�������Y(ji��)��(g��u)�����ڳ����w���d�ɡ������d��,�������d�ɺͲٿv�d�ɾ�����Ҫ����,���C(j��)�w�Y(ji��)��(g��u)�p����Ҫ��ƣ���Ѽy��ƣ���Ѽy��ָ�C(j��)�w�Y(ji��)��(g��u)�ڽ�׃�d�ɳ��m(x��)��������������Ѽy����U(ku��)չ,��ᘌ��C(j��)�w�Y(ji��)��(g��u)ƣ���Ѽy,���S����I(y��)������C(j��)�w�Y(ji��)��(g��u)��ƣ���Ѽy��r,�����w�C(j��)�Y(ji��)��(g��u)�p����λ�M(j��n)�п�ƣ���;����ޏ�(f��)�������L�w�C(j��)��ʹ�É���,��
���������S����Ҫ�nj��C(j��)�d��Ӻ͙C(j��)е�O(sh��)��Ȳ������ľS��,��ͨ���ɘI(y��)�������µIJ����͵������S�ކ�λ��܇�g��(j��ng)�^�Ź�,���Q��,�������͜yԇ�ȹ��������³ɞ���ü���ȡ���m�������C������Ҫ�r(sh��)�����b�C(j��)ʹ��,��
�������켼�g(sh��)�ں������������������S���������еđ�(y��ng)����r
�S�����յ��I(l��ng)��Ŀ��ٰl(f��)չ,����������(g��u)��Ҳ��������ܡ���(f��)�s�Y(ji��)��(g��u)�����~�M(j��n),�������ęC(j��)�d�O(sh��)��,���C(j��)�w�Y(ji��)��(g��u)�S�������켼�g(sh��)����˸���Ҫ�����,���C(j��)�w�Y(ji��)��(g��u),���C(j��)�d�O(sh��)��ēp���S����Ҫͨ�^���ӡ��T�Ӽӏ�(qi��ng)�K,����(f��)�ϲ����z�ӵȂ��y(t��ng)���g(sh��)�����,������ԓ��g(sh��)���w�C(j��)��(f��)�s�C(j��)�w�Y(ji��)��(g��u)�Ŀ��_(d��)�Բ�ޏ�(f��)�X�V�Ͻ��������,�������c(di��n)�IJ��ϕr(sh��),���O�a(ch��n)�������Ѽy�����^��ğᑪ(y��ng)��Ҳ�������w���׃�κ͟�p��,���ޏ�(f��)��Ŀ�ƣ������,���Y(ji��)�Ϗ�(qi��ng)��Ҳ���ܝM���P(gu��n)�I�������Y(ji��)��(g��u)���d��Ҫ�����,�����y(t��ng)�S���g(sh��)�o���M���(zh��n)�C(j��)���ĽY(ji��)��(g��u)���ľS������,��
�c���y(t��ng)�S���g(sh��)��ȣ����ޏ�(f��)�ĽY(ji��)��(g��u)�����䇊Ϳ���������^����ȫ��̎�ڵ͜ؠ�B(t��i),���o�������p,���o����Ɖģ������˺��Ӹߜصȷ�ʽ�����w���ϵğ�p��,���T�Ӽӏ�(qi��ng)�K,����ֹ�ѿȷ�ʽ�����w��ɵĸ��ӓp�����ȏ�(f��)�ϲ����z�ӵȷ�ʽ���и���(qi��ng)��Ϳ�ӏ�(qi��ng)��,���䇊Ϳ�������켼�g(sh��)���ޏ�(f��)�^���в��a(ch��n)����,���ߜأ����m��(y��ng)��N�ޏ�(f��)����,��
�������켼�g(sh��)��Ҫ�����䇊Ϳ����,���ᇊͿ����,�������������������c��������������졢������e�ȼ��g(sh��)·��,����˾��Ҫͨ�^�䇊Ϳ�������켼�g(sh��)�M(j��n)�к��ՙC(j��)�w�Y(ji��)��(g��u)�p���ޏ�(f��),���ӹ��вģ�ͨ�^�ᇊͿ���g(sh��)���캽�վo�̼�,��
��1���䇊Ϳ�������켼�g(sh��)
�䇊Ϳ�������켼�g(sh��)�Ը��ٚ��w������ٽ��|(zh��),������Ϳ��ĩ��(j��ng)�ͷۚ��w���뇊������(j��ng)�����O(sh��)Ӌ(j��)�ć�����ٺ�,���γɚ�,���̃��೬����������������w����,�������н��������ڹ̑B(t��i)����ײ���w,����(d��ng)����ײ��˲�g�D(zhu��n)�����w�����ّ�(y��ng)׃�ă�(n��i)�ܣ��a(ch��n)����������׃��,���c�����ϻ��w�ֲڱ����M(j��n)���������,���γəC(j��)еҧ�ϡ������Y(ji��)�Ϻ�ұ��Y(ji��)��,����K�γɳ��eͿ��,��
�䇊Ϳ���g(sh��)�ں��ՙC(j��)�w��(f��)�s�Y(ji��)��(g��u)���е��ޏ�(f��)�о����I(l��ng)�ȵļ��g(sh��)��(y��u)�ݺ͏V���đ�(y��ng)��ǰ������Ҫ���������@�����g(sh��)���c(di��n)��1����ȫ�o�p�ޏ�(f��)���䇊Ϳ�������켼�g(sh��)ͨ�^�͜ع̑B(t��i)���e��ʽ������ܴ���ƣ���Ѽy�M(j��n)���ޏ�(f��),���o���M(j��n)���@��,���T�ӣ�����������ܴ�����ɟ�p��������Ɖ�,��Ҳ�����ڸߜحh(hu��n)����(d��o)�����䱬ը���[������(sh��)�F(xi��n)��ȫ�o�p�ޏ�(f��),��2��ԭλ�ޏ�(f��)�������䇊Ϳ�������켼�g(sh��)��(sh��)�F(xi��n)���X�Ͻ�Ϳ�ӵ����ӶѯB,����ƣ���Ѽy̎ԭλ���L���Ͻ��w�����ڲ���ж���Y(ji��)��(g��u)������r��,����ԭλ�ޏ�(f��)�ķ�ʽ������ܴ���ƣ���Ѽy����ޏ�(f��),��3��Ϳ�ӏ�(qi��ng)���������䇊Ϳ�������켼�g(sh��)�����Ѽy��λԭλ������������Ժ�ԭ���ٲ������W(xu��)�������m��ĺϽ��w���֓�(d��n)�Ѽy��λ�d��,������ƣ���Ѽy��ˏ��_��(y��ng)��,������Ѽy�U(ku��)չ����(sh��)�F(xi��n)�C(j��)�w�Y(ji��)��(g��u)��(qi��ng)�Ȼ֏�(f��)�Ϳɿ���,������������,��
��������䇊Ϳ�������켼�g(sh��)�ښW���Ȱl(f��)�_(d��)�����ѵõ����I(y��)���\(y��n)��,����������˹����˹�����܊����ʹ���䇊Ϳ�������켼�g(sh��)�ޏ�(f��)�� UH-60��������,��AH-64
�������桱������˹�� H-53 ��܊���w�C(j��),��ʹ���䇊Ϳ�������켼�g(sh��)���X�T�����z������M(j��n)�оS�ޣ����L��������܊ F-18 ��(zh��n)���C(j��)�� B1-B �Zը�C(j��)���w�C(j��)��ʹ�É�
��,���W���\(y��n)���䇊Ϳ��ˇ�M(j��n)�п��L(f��ng)��(zh��n)���C(j��)���ޏ�(f��),���W�����Ҳ�Y���۠��m��������һ�W(xu��)Ժ�M(j��n)���䇊Ϳ��(y��ng)���ڽ����㲿�������������о����Ĵ����� ASC �촬
�S��Ӌ(j��)���c���������о������Լ�(li��n)��ƌW(xu��)�c���I(y��)�о��M�����������䇊Ϳ�������켼�g(sh��)�S�ޡ�����˹������ͧ,��
��2���ᇊͿ���g(sh��)
�ᇊͿ���g(sh��)��ʹ���w��������揊(qi��ng)���ͷ��o(h��)��һ�T���g(sh��),���������ß�Դ����Ϳ���ϼӟ��ۻ���ܛ����ʹ֮�ڟ�Դ����ӵĸ��ٚ������������F��,���γ��۵�,������һ���ٶȇ��䵽�A(y��)̎���^�Ļ��w���棬�γɾ���һ���Y(ji��)�Ϗ�(qi��ng)��Ϳ�ӵĹ�ˇ����,��Ŀǰ,���ᇊͿ���g(sh��)�яV����(y��ng)���ں��պ��졢�C(j��)е����,��ʯ�ͻ������I(l��ng)��,��������@�������㲿���������ܵ���Ч���g(sh��)�������^�ߵĽ�(j��ng)��(j��)Ч��,���ᇊͿ���g(sh��)������(y��ng)�ö˳ʬF(xi��n)���ٔU(ku��)չ�B(t��i)��,�������Ј�Ҏ(gu��)ģ�ij��m(x��)���L�ṩ�ˈ�(ji��n)��(sh��)�Ļ��A(ch��)��
���ļ��g(sh��)���w��r�������M(j��n)�Ա���
��1���͉��䇊Ϳ�������켼�g(sh��)��˾ͨ�^�����аl(f��),���������䇊Ϳ���g(sh��)ԭ��,���P(gu��n)�I�O(sh��)���O(sh��)Ӌ(j��)˼·���䇊Ϳ��(y��ng)���wϵ,����ͨ�^���̌�(sh��)�`,���_�l(f��)���Ե͉��䇊Ϳ�������켼�g(sh��)����A(ch��)�ĺ����㲿���p�������켼�g(sh��)����(sh��)�F(xi��n)���䇊Ϳ�������켼�g(sh��)�ں������ϵĹ��̻���(y��ng)��,���䇊Ϳ�������켼�g(sh��)��Ҫ��(y��ng)����ʧЧ�㲿���ĸ��g�p���ޏ�(f��)������,�����^�ڂ��y(t��ng)�ĺ��ӡ��僵��ޏ�(f��)��ˇ,�����Ї�Ϳ�w�Y(ji��)�Ϗ�(qi��ng)�ȸ�,����Ϳ���ӳߴ�ɾ���(zh��n)���ơ��ޏ�(f��)�ٶȿ�,�������w�ğ�Ӱ�С�ȃ�(y��u)��,����ȫ��֏�(f��)�㲿����ʹ�����ܣ����L���ەr(sh��)�g,��
��2���ߏ�(qi��ng)�X�Ͻ�߉��䇊Ϳ�������켼�g(sh��)2017 ��,��ᘌ������b������Y(ji��)��(g��u)ƣ���Ѽy���ޏ�(f��)����(sh��)Ҫ��˾�ڵ͉��䇊Ϳ�������켼�g(sh��)���A(ch��)�ϣ������аl(f��)�˸ߏ�(qi��ng)�X�Ͻ�߉��䇊Ϳ�������켼�g(sh��),���߉��䇊Ϳͨ��ָ��Ϳ������ 2-5MPa �������䇊Ϳ�������켼�g(sh��),�����^�ڵ͉��䇊Ϳ�������켼�g(sh��)���߉��䇊Ϳ�������켼�g(sh��)�����˷�ĩ�A(y��)̎��ϵ�y(t��ng)�߉��������(d��ng)��Դ,��ͻ�����������Ӷ̾��x���ټ��g(sh��)ƿ�i,����(y��u)����������ϵ�y(t��ng)�՚��(d��ng)���W(xu��)���ԣ���(sh��)�F(xi��n)�˸ߏ�(qi��ng)�X�Ͻ��Ч,�������ܳ��e,���Ƃ���X�Ͻ�Ϳ�ӿ����ӶѯB���L����(sh��)�F(xi��n)��ߴ�Y(ji��)��(g��u)����������,����Ϳ�w���|(zh��)������,��Ϳ�ӏ�(qi��ng)��������400MPa ��ˮƽ���M���˺������C(j��)�w�Y(ji��)��(g��u)ƣ���Ѽy���ޏ�(f��)Ҫ��,����(sh��)�F(xi��n)���䇊Ϳ�������켼�g(sh��)���㲿�����g�p����������Y(ji��)��(g��u)��ƣ���Ѽy�ޏ�(f��)������Ŀ�Խ,��
��3�����Ƅ�(d��ng)��������ƽ�_�O(sh��)Ӌ(j��)�����켼�g(sh��)��M���(zh��n)�C(j��)����ܴ����ޏ�(f��)����˾�����аl(f��)�˻����䇊Ϳ���Ƅ�(d��ng)��������ƽ�_,��ƽ�_�ԑ�(zh��n)�r(sh��)�Ƅ�(d��ng)��œ��ģ��,�������˸߉���(d��ng)����Դ�������䇊Ϳ��������ϵ�y(t��ng),���L�г�������(bi��o)�M(j��n)�oϵ�y(t��ng),���߾��ȹ��I(y��)�C(j��)���ˡ��ֲ��h(hu��n)������ϵ�y(t��ng),���^�̱O(ji��n)��ϵ�y(t��ng)���S�C(j��)�z�y���ߵ�ģ�K,����(sh��)�F(xi��n)���w�C(j��)�Y(ji��)��(g��u)���䇊Ϳԭλ�S���ܡ��䇊Ϳ�Ƅ�(d��ng)��������ƽ�_�����������c(di��n)����1���h(hu��n)���m��(y��ng)������(qi��ng),�����ޏS܇�g,���C(j��)�졢��վ����Ұ�������ɾS���΄�(w��),����2���C(j��)��(d��ng)�Ը�,��ƽ�_�����Ϳ�܇�����Ƅ�(d��ng)��Ԫ���߂�ԽҰ����,���ГQ���\(y��n)ݔģʽ�r(sh��)���и�Ч�ĵ��_(d��)�������M�㺽���b�䑪(y��ng)����������,����3��푑�(y��ng)�ٶȉK,��ƽ�_���_(d��)�F(xi��n)���ɿ������\(y��n)ݔģʽ�ГQ�����I(y��)ģʽ,���ڰ�С�r(sh��)��(n��i)���M(j��n)�����I(y��)��B(t��i),����4�����I(y��)�������ȸ�,���L�г�������(bi��o)�M(j��n)�oϵ�y(t��ng)�����ģ�K,�����D(zhu��n)ģ�K�ͽo�M(j��n)ģ�K�M��,����ϸ߾��ȹ��I(y��)�C(j��)���ˣ���(sh��)�F(xi��n)�߾���,���L�г̔�(sh��)�����Ĵ�ӡ�M(j��n)�o,������ 7 �װ돽 5 �߶ȷ�����(n��i)����(zh��n)���I(y��)��λ���؏�(f��)���ȿ��_(d��) 0.5mm,����5�������ٶȿ�,�����I(y��)ģʽ�£����������ٶȿ��_(d��)�� 100 cm3/h,����6����(sh��)�(y��n)�Ҽ��ޏ�(f��)ˮƽ,��ͨ�^ģ�K���O(sh��)Ӌ(j��)��������þS��œ���g,��ͨ�^С�ͻ��O(sh��)Ӌ(j��),�����ɸ߉���(d��ng)����Դ�������䇊Ϳ��������ϵ�y(t��ng),���L�г�������(bi��o)�M(j��n)�oϵ�y(t��ng),���߾��ȹ��I(y��)�C(j��)���ˡ��ֲ��h(hu��n)������ϵ�y(t��ng),���^�̿��Ƽ��O(ji��n)ҕϵ�y(t��ng),���S�C(j��)�z�y���ߵ�ģ�K���߂��վ,���C(j��)��,����������Ұ�⺆�חl���ª�(d��)���_չ�S�����I(y��)���������_(d��)����(sh��)�(y��n)�Ҽ��ޏ�(f��)ˮƽ,����7����(w��n)���Ժ�,���L�г�������(bi��o)�o�M(j��n)ϵ�y(t��ng)�ęC(j��)е�Y(ji��)��(g��u)������Һ���p��ϵ�y(t��ng)�������Y(ji��)��(g��u)�������c��Ϳ�O(sh��)�������M(j��n)����ƥ��,���܉���Ч������Ϳ�^���Ї������l����(f��)��(d��ng)���r(sh��)���O(sh��)�����(d��ng),�����C��Ϳ��(w��n)���ԣ���8����Ϳ������(qi��ng),���w�C(j��)�Y(ji��)��(g��u)���S��λһ�����w�C(j��)��(n��i)��,��ԭλ�S�����I(y��)���g��(f��)�s�������ܲ���·�ĪMС���丽����Ϳ,���Ƅ�(d��ng)��������ƽ�_�ϵć�Ϳ�O(sh��)����������ƶ̾��x����,�����㉺���������ϵ�y(t��ng)�M(j��n)һ����(y��u)����ʹ������`�ɷ�(w��n)��,���M���w�C(j��)�C(j��)���(n��i)ǻ��(f��)�s�Y(ji��)��(g��u)�߾��������a(b��)��(qi��ng)�ޏ�(f��)����,����������аl(f��)�Ķ̾��x��ĩ���ټ��g(sh��)���ɝM���w�C(j��)�C(j��)���(n��i)ǻ��(f��)�s�Y(ji��)��(g��u)�߾������������죻��9���o��Ⱦ���I(y��),���ֲ��h(hu��n)������ϵ�y(t��ng)���������аl(f��)�ķۉmɢ�ݻ��ռ��g(sh��),������Ϳ�^�̽��ٷۉmɢ���M(j��n)��ؓ(f��)�����ƻ��գ��ڇ�Ϳ���I(y��)�r(sh��)�����w�C(j��)��(n��i)�����ⲿɢ�ݷۉm,��������ٷۉm���C(j��)�d�������,��Һ������(d��ng)�O(sh��)��������Ⱦ���Ķ��߂��w�C(j��)���C(j��)�Y(ji��)��(g��u)�p��ԭλ�����ޏ�(f��)����,��ԓ�O(sh��)�������Ͷ�a(ch��n)�麽�սY(ji��)��(g��u)��ԭλ�S����(zh��n)�r(sh��)�����O(sh��)��ļ��g(sh��)���´����ˈ�(ji��n)��(sh��)�Ļ��A(ch��),��
��4��������Ϳ�ӽ�����Ⱦ���Ƽ��g(sh��)�䇊Ϳ�������켼�g(sh��)��(y��ng)���ں��ՙC(j��)�w�Y(ji��)��(g��u)������r(sh��)�������w�c���w֮�g�Ľ���Y(ji��)�Ϗ�(qi��ng)���DZ��C�a(ch��n)Ʒ�ɿ��Ե��P(gu��n)�I,����˾ᘌ����揊(qi��ng)������,���о����w���懊ɰ��|(zh��)��������(sh��)�����wϵ���аl(f��)ȡ�ø�����Ϳ�ӽ�����Ⱦ���Ƽ��g(sh��),���ڇ�Ϳ�^����,��ͨ�^��Ϳ�^�̅���(sh��)�O(sh��)�á�ԭ���|(zh��)������,�����ӱ�����������ȹ�ˇ�ֶ�,������Ϳǰ̎�������M(j��n)�о���(x��)�����ƣ���(sh��)�F(xi��n)�����w����ֲڶ�,��������Ⱦ�A�sȫ�����,����˾�ɹ��������w�c���ĵĽ���Y(ji��)�Ϗ�(qi��ng)�������� 100MPa ���e���_���˽Y(ji��)��(g��u)��ƣ�ړp���ޏ�(f��)�İ�ȫԣ��,����(sh��)�F(xi��n)���҇�����̖��(zh��n)���C(j��)����ܴ����Ѽy��������,��
��5��ƣ�ړp���Ԅ�(d��ng)���ޏ�(f��)���g(sh��)���ՙC(j��)�w�Y(ji��)��(g��u)�Ă��y(t��ng)�S����Ҫ����Ԅ�(d��ng)�����˹��ք�(d��ng)���ƣ��S���ˆT�Ľ�(j��ng)�(y��n),�����g(sh��)�������S�Y(ji��)�������^��Ӱ�,����˾�����аl(f��)ƣ�ړp���Ԅ�(d��ng)���ޏ�(f��)���g(sh��)������(j��)ƣ���Ѽy���Ѽy�L��,����ÿ�N�L�ȵ�ƣ���Ѽy�M(j��n)�д���������ԇ�(y��n),���z�y���Ķ��_��ÿ�N�L��ƣ���Ѽy�ć�Ϳ����(sh��),����Ϳ�w�Π��Լ���Ϳ�w��ȵ�,��������Ӌ(j��)��C(j��)�o�����g(sh��)����������(sh��)��(j��)�M(j��n)��ӛ�,������,�����ՙC(j��)�w�Y(ji��)��(g��u)ƣ���Ѽy�������^���У���˾�Ƅ�(d��ng)��������ƽ�_����ƣ�ړp���Ԅ�(d��ng)���ޏ�(f��)���g(sh��),������(j��)�Ѽy�L���Ԅ�(d��ng)�_����Ϳ����(sh��),���M(j��n)��ƣ���Ѽy�����졣ԓ���g(sh��)��(sh��)�F(xi��n)�˲�ͬƣ���Ѽy���Ԅ�(d��ng)���ޏ�(f��),����������S���ˆT�Ľ�(j��ng)�(y��n),�����g(sh��)�������ɵ�Ӱ푣��������������һ����,����(w��n)�����Լ�����(zh��n)��,��ƣ�ړp���Ԅ�(d��ng)���ޏ�(f��)���g(sh��)�������������|(zh��)����(w��n)����,����Ч���������wƣ��Դ�^(q��)ȱ��,�����⣬��˾ƣ�ړp���Ԅ�(d��ng)���ޏ�(f��)���g(sh��)�Ɍ�(sh��)�F(xi��n)���_����,�������^�ȇ�Ϳ,���M(j��n)һ��������������Ч�ʡ�
��6����Ӳ���g̼���uͿ�Ӽ��g(sh��)��M�㺽���㲿������ĥ��,�����g�Ե�����Ҫ��,����˾�����аl(f��)�˳��g��Ӳ̼���uͿ�Ӽ��g(sh��)�����g��Ӳ̼���uͿ�Ӽ��g(sh��)�ǻ��ڳ����ٿ՚���懊Ϳ���g(sh��)��HVAF���Ƃ������̼���u��Ϳ�ӹ�ˇ,������ĥ��,�����g�Է�����@�����^���y(t��ng)��Ӳ�tͿ�ӡ����^�ڳ�����������懊Ϳ��HVOF��,����˾ʹ�É��s�՚������������ȼ?x��)��w,���������Ú��䷽ʽ������Ƚ��ͳɱ�,����Ϳ�ضȿ������^�ͷ���,����˾�Ƃ��̼���uͿ�����ܶȸ��ߣ�������ͬ�����g,����ĥ��Ҫ���ǰ����,����Ϳ�Ӻ�ȜpС�����y(t��ng)���g(sh��)�� 1/10��Ŀǰ,����˾��Ӳ���g̼���uͿ�Ӽ��g(sh��)�ѳɹ���(y��ng)���ڸߜظ߉������Ȯa(ch��n)Ʒ,��
��7�������䇊Ϳ���εķ�ĩұ���g(sh��)ᘌ����y(t��ng)�ቺ��ĩұ����Ʒ�����^���϶����(n��i)����,���A�s�ȽM������ȱ��,����˾�аl(f��)�˻����䇊Ϳ���εķ�ĩұ���g(sh��)����(sh��)�F(xi��n)�˷�ĩ�oģ�ߵ͜س���,����ĩ�w��ͨ�^�䇊Ϳ�������켼�g(sh��),���������������������e���p�ٷ�ĩ�g��϶�a(ch��n)������,���@�������ܽ��ٽM��,�����ڳ��Μضȵ�,����ĩ�ڳ���ȫ�^�̲����c�՚����������s�|(zh��)�l(f��)����������(y��ng)���Ƽ���(n��i)�������к���õ���Ч����,�����и��õļ�(x��)���Ⱥ��ߵIJ����ܶ�,���Ƽ�����ˮƽ�@����(y��u)�ڂ��y(t��ng)��ĩұ��Ŀǰ,�������䇊Ϳ���εķ�ĩұ���g(sh��)�ё�(y��ng)���ڞR����e�����D(zhu��n)�в����a(ch��n),��
��8�����(d��ng)�u݆��(d��ng)ƽ���c�{(di��o)ԇ���g(sh��)�u݆��s��������{(di��o)ϵ�y(t��ng)����Ҫ�M�ɲ��֣�ͨ�^�~݆�Ȳ����ĸ����D(zhu��n)��(d��ng),�������w����u݆��(n��i)��,����(sh��)�F(xi��n)�������w�C(j��)�l(f��)��(d��ng)�C(j��)�ĸߜ؉��s�՚⽵�أ��M(j��n)�����œ,���{�œ�ṩ��s�՚�Ĺ���,���~݆�c�u݆��(n��i)ǻ���g϶�ǛQ���u݆�\(y��n)��Ч���c�����L�̵���Ҫ���أ��g϶�^��,�����s���ʲ���,��Ӱ푽���Ч�ʣ��g϶�^С,���~݆�Ȳ������c�u݆��(n��i)ǻ�l(f��)��Ħ��,����ײ������~݆�p��,���u݆����,���p�ٜu݆ʹ�É������u݆�~݆��ƽ���{(di��o)ԇ�Ǹ����D(zhu��n)��(d��ng)�����c��(n��i)ǻ�g϶���Ƶ��P(gu��n)�I���g(sh��)�y�c(di��n),����˾ͨ�^������(sh��)�(y��n),���{(di��o)ԇ���(y��n)�Cƽ�����ĸ��(xi��ng)����(sh��)ָ��(bi��o),����(y��u)������,���{(di��o)���u݆��(n��i)ǻ�����D(zhu��n)���|(zh��)�����䣬�Ԍ�(sh��)�F(xi��n)���~݆�ȸ����D(zhu��n)��(d��ng)�����Ě��ƽ�����ľ���(zh��n)����,���_(d��)�����c�u݆��(n��i)ǻ�g϶����Ѡ�B(t��i),����ͨ�^�u݆�yԇϵ�y(t��ng)�(y��n)�C�u݆���(xi��ng)����ָ��(bi��o)����(sh��)�F(xi��n)�u݆�� 40,000~80,000rpm �ĸ��D(zhu��n)�ٗl�����L�r(sh��)�g,����Ч���\(y��n)�D(zhu��n),���M���ˮa(ch��n)Ʒ���Ӊ�Ҫ��
��9��Һ���C(j��)�d�O(sh��)�侫���b�似�g(sh��)���հl(f��)��(d��ng)�C(j��)Һ���C(j��)�d�O(sh��)��Y(ji��)��(g��u)��(f��)�s,�����о�����ϼ���,�������ߴ�С�����ܶȸߵ����c(di��n),����˾��(j��ng)�^���������e��,���O(sh��)Ӌ(j��)�аl(f��)��һϵ�Ќ��ù��b�A��,��ͨ�^�����ù��b�A�ߵ�ᘌ����{(di��o)ԇ����(y��u)��,��ȡ���˶��(xi��ng)���P(gu��n)����,��ͨ�^�����ù��b�A�ߵ��\(y��n)�ã���˾��(sh��)�F(xi��n)�ˌ�Һ���C(j��)�d�O(sh��)��ijߴ羫��,����λ�������g϶�ȅ���(sh��)�ľ���(zh��n)����,���M(j��n)���_(d��)��Һ����,��Һ�������������T�ȸ����ľ����b��,���{��Һ���C(j��)�d�O(sh��)�侫���b�似�g(sh��),����˾Һ���C(j��)�d�O(sh��)��S���^���У���������S���ˆT�ֹ���������(w��n)��,����(d��o)��Һ���C(j��)�d�O(sh��)��S��һ���Բ����ȱ��,���������b�侫���c��(w��n)���ԣ�����(qi��ng)���ܷ�M���ɿ���,���M����Һ����������,�������������,������,���B©�ȸ��(xi��ng)����ָ��(bi��o)Ҫ������Һ���C(j��)�d�O(sh��)��İ�ȫ��(w��n)���\(y��n)��,��
ļ���Y��Ͷ�Y�(xi��ng)Ŀ�ľ��w��r
2020 �� 11 ��,����˾�c��ꖸ��¼��g(sh��)�a(ch��n)�I(y��)�_�l(f��)�^(q��)����ί�T����ӆ���(xi��ng)Ŀ�M(j��n)�^(q��)�f(xi��)�h�����s����˾�M����ꖸ��
^(q��)��(n��i)Ͷ�Y�����������a(ch��n)�I(y��)�@�(xi��ng)Ŀ,����Ͷ�Y 5 �|Ԫ,����˾����ļ���Y��Ͷ�Y�(xi��ng)Ŀ����ԓ�(xi��ng)Ŀ�����(xi��ng)Ŀ֮һ�������������a(ch��n)�����(xi��ng)Ŀ�(xi��ng)Ŀ 21,885.19 �fԪ,��⁺Ͻ��ĩ���䇊Ϳ��ˇ�_�l(f��)�(xi��ng)Ŀ 3,068.09 �fԪ,�������ܰв��аl(f��)���Ľ��O(sh��)�(xi��ng)Ŀ 2,964.49 �fԪ����Ӌ(j��) 27,917.77 �fԪ,��
�������й��f����PDF�汾
https://pdf.dfcfw.com/pdf/H2_AN202105141491675462_1.pdf
|
��һƪ���U(ku��)չ����3D��ӡ���ϣ�Nexa3D�Ͱ�˹���Ƴ�xMODEL 2505��һƪ���@1100�fԪ�Y��,���n��plcoskin���_�l(f��)3D��ӡ�����オ��PCL�鷿ֲ����
|










 �ղ�
�ղ� �D(zhu��n)��
�D(zhu��n)�� ֧��
֧�� ����
����
 �����W(w��ng)����11010802043351
�����W(w��ng)����11010802043351