��Դ���L����G60����(li��n)��
����������W�Ŀ����ˆT�C����������������к����㲿�����Π��c���ܿ����о��Mչ�����PՓ���ԡ�Development on shape and performance control of aeronautical parts in additive manufacturing�����}�l(f��)���ڡ�Journal of Manufacturing Processes���ϡ�

640.jpg (108.55 KB, ���d��(sh��): 47)
���d����
2025-4-1 16:27 �ς�
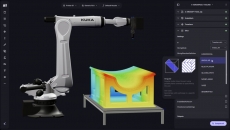
�S�����հl(f��)�әC����Ҫ��ij��m(x��)����������Y(ji��)��(g��u)��څ���s���������ܿɿ�����������������������^���Џ��ҵğ�-����-���W���Ч��ʹ�ú��պ����I���y�Խ����ɿ����Π���c���ܿ��Ʒ������F(xi��n)���о����ᘌ��Π�Ȼ����W���܆�һĿ���M�Ѓ�(y��u)����������Π���c���ܿ��Ƶİl(f��)չڅ�ݣ�����ϵ�y(t��ng)�C����ȱ���γəC�����A�y�a����������ˇ���ơ��o���ӹ����g(sh��)������Ч������̎���ȷ�����о��Mչ���Π��c����ȱ����ҪԴ���OӋ�����������۳ز���(w��n)���������^���еĸ���s���ʣ������W����ȱ�݄t��Ҫ�������^�����γɵ������^�Y(ji��)��(g��u)�̓�(n��i)��ȱ���¡�����ǰ��Ҫͨ�^��(sh��)ֵģ�M���A�Ἴ�g(sh��)���Π�ȱ���M���A�y�a�����ӹ��A��ͨ�^�����P�I��ˇ����(sh��)�_����ݔ��㶨���۳ط�(w��n)�����o�����g(sh��)�c��̎���ǃ�(y��u)�������|(zh��)�����^�Y(ji��)��(g��u)�������Π���c���ܵ���Ҫ�ֶΡ����Ŀ��Y(ji��)�ˮ�ǰ�Π��c���܅f(xi��)ͬ���ƵIJ��㼰δ������(zh��n)�������������Π���c���ܿ��Ƶ������о��춨���A��
640-1.jpg (222.14 KB, ���d��(sh��): 39)
���d����
2025-4-1 16:27 �ς�
�D1����������������c
640-2.jpg (243.97 KB, ���d��(sh��): 39)
���d����
2025-4-1 16:27 �ς�
�D2���պ����I�������������l(f��)չ
640-3.jpg (303.22 KB, ���d��(sh��): 33)
���d����
2025-4-1 16:27 �ς�
�D3��������������^�̡������^�Y(ji��)��(g��u)���Π�/����ȱ���c���ܱ��F(xi��n)
640-4.jpg (226.98 KB, ���d��(sh��): 31)
���d����
2025-4-1 16:27 �ς�
�D4�������칤ˇ���̡��ӹ��������Ј����~ʾ��D
640-5.jpg (294.97 KB, ���d��(sh��): 31)
���d����
2025-4-1 16:27 �ς�
�D5��C���^�Y(ji��)��(g��u)����^��
640-6.jpg (250.44 KB, ���d��(sh��): 34)
���d����
2025-4-1 16:27 �ς�
�D6���������е��ΑB(t��i)ȱ�ݼ��䌦���ܵ�Ӱ�
640-7.jpg (273.65 KB, ���d��(sh��): 38)
���d����
2025-4-1 16:27 �ς�
�D7��������������W���ܼ���Ӱ�����
640-8.jpg (248.75 KB, ���d��(sh��): 35)
���d����
2025-4-1 16:27 �ς�
�D8��׃�εĮa(ch��n)���C��
640-9.jpg (219.79 KB, ���d��(sh��): 30)
���d����
2025-4-1 16:27 �ς�
�D9�����������γəC��
640-10.jpg (323.03 KB, ���d��(sh��): 34)
���d����
2025-4-1 16:27 �ς�
�D10����ֲڶȵ����əC��
640-11.jpg (136.01 KB, ���d��(sh��): 32)
���d����
2025-4-1 16:27 �ς�
�D11׃���a���������̈D
640-12.jpg (303.99 KB, ���d��(sh��): 43)
���d����
2025-4-1 16:27 �ς�
�D12��ͬ����ݔ���Ҵ���ı����|(zh��)������
640-13.jpg (153.93 KB, ���d��(sh��): 28)
���d����
2025-4-1 16:27 �ς�
�D13���p�ďͺ����칤ˇ
640-14.jpg (211.35 KB, ���d��(sh��): 41)
���d����
2025-4-1 16:27 �ς�
�D14�����������������љC��
640-15.jpg (211.4 KB, ���d��(sh��): 32)
���d����
2025-4-1 16:27 �ς�
�D15ƣ���Ѽy�Uչ�C��
640-16.jpg (231.88 KB, ���d��(sh��): 29)
���d����
2025-4-1 16:27 �ς�
�D16��̎����������������^�Y(ji��)��(g��u)�c���W����
640-17.jpg (356.12 KB, ���d��(sh��): 33)
���d����
2025-4-1 16:27 �ς�
�D17�o���ӹ����������Ч��
640-18.jpg (269.85 KB, ���d��(sh��): 38)
���d����
2025-4-1 16:27 �ς�
�D18���o������������
640-19.jpg (291.91 KB, ���d��(sh��): 40)
���d����
2025-4-1 16:27 �ς�
�D19������o�������
����̽ӑ��������������Π��c����ȱ�ݵ��γəC�ƣ��C���ˬF(xi��n)���Π���c���܃�(y��u)���������ó����½Y(ji��)Փ��
1.�Π���c����ȱ�ݵij���������������OӋ���ԡ��ӹ��^��������ݔ��׃�����µ��۳ز���(w��n)��������ݔ�벻��/�^���Լ����w�ӑB(t��i)�F(xi��n)�ӹ����Ƶı��|(zh��)��ͨ�^�{(di��o)������ݔ�냞(y��u)����vʷ���Ķ��@�ø��õı����|(zh��)�����^�Y(ji��)��(g��u)��
2.�F(xi��n)�п��ƴ�ʩ��Ҫᘌ��ӹ��^�̺ͺ�̎���A�Σ��P���OӋ�������O�䅢��(sh��)�����،�ȱ��Ӱ푵��о��������@Щ���،��Π�Ⱥ�����ȱ�ݾ�����ҪӰ푡�
3.�A�Ἴ�g(sh��)�ɽ��͟��ݶȡ���(y��u)������������ƽ�������^�̲�����Π�ȣ��������W���ܸ���Ч�����ޡ�
4.�ͺ����켼�g(sh��)����߹������ܶȡ��{(di��o)���^�Y(ji��)��(g��u)�����C�ߴ羫�ȡ������������c�o�����g(sh��)�Y(ji��)�ϕr�����Ч�������l(f��)���s���}������ϙC�Ƽ����Π���c���ܵ������C���в����_��
5.��ǰ����������ğ�̎�����������Â��y(t��ng)��ˇ����δ�γ�ᘌ����������^�Y(ji��)��(g��u)�̓�(n��i)��ȱ�����Եğ�̎���wϵ��
6.ͨ�^��̎���c�ͺ����켼�g(sh��)�Y(ji��)�Ͽ��������W���ܣ���̎���ܜp�ٿ�϶����(y��u)���^�Y(ji��)��(g��u)������̎�����g(sh��)�ɸ��Ʊ����|(zh��)����
7.�F(xi��n)���о���ᘌ���һ���ܻ������(y��u)����ȱ��ȫ�^�̿���ϵ�y(t��ng)��
8.���o����������ɼ����������p�ٽY(ji��)��(g��u)ȱ�ݣ����o���������߳ߴ羫�ȡ��������澧�������ƽ������϶ȱ�ݡ��b���Π��c���ܵąf(xi��)ͬ������δ�γ��wϵ���@�����nj��F(xi��n)���߅f(xi��)ͬ��(y��u)����һ�N��Ч������
�Π���c���ܿ����Ǵ_��������������ұ���|(zh��)���cһ���ԡ����F(xi��n)��Ʒ�|(zh��)�������Ҫ���ϡ����������������(sh��)ʮ��İl(f��)չڅ�ݣ�δ���о������@���ߡ����g(sh��)�c���������S�ȣ����Π���c���ܿ��ƻ��A��Փ��ͻ�ơ��Π���c���ܿ��ƻ��A�����Ą�(chu��ng)�¡��Π���c���ܿ����b�õ���Ч�����OӋ�Ȳ���ͻ�ƣ����Π���c���ܿ����I��չ�_����̽����
Փ��朽ӣ�
https://doi.org/10.1016/j.jmapro.2025.03.015
| 






 �ղ�
�ղ� �D(zhu��n)��
�D(zhu��n)�� ֧��
֧�� ����
����
 �����W(w��ng)����11010802043351
�����W(w��ng)����11010802043351