導(dǎo)讀:提起金屬3D打印,我們關(guān)注的焦點(diǎn)通常是SLM一類的粉末床選區(qū)激光熔化技術(shù),而總是容易忽略另一類主要的高能束AM技術(shù)——定向能量沉積技術(shù)(DED)。事實(shí)上,作為一種有代表性的金屬3D打印技術(shù),DED技術(shù)早已在航空航天、汽車、船舶、冶金、模具等工業(yè)制造領(lǐng)域展現(xiàn)出了強(qiáng)大的應(yīng)用實(shí)力。

圖片1.jpg (26 KB, 下載次數(shù): 89)
下載附件
2021-12-20 17:38 上傳
圖片2.jpg (16.68 KB, 下載次數(shù): 112)
下載附件
2021-12-20 17:38 上傳
DED技術(shù)起源
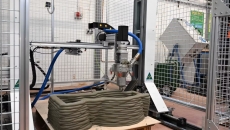
激光定向能量沉積增材制造技術(shù)是由激光或其他能量源在沉積區(qū)域產(chǎn)生熔池并高速移動(dòng),材料以粉末或絲狀直接送入高溫熔區(qū),熔化后逐層沉積完成工件制造。DED源起于激光熔覆技術(shù),1974年底,美國(guó)ACVO EVERETT RES LABINC公司的Gnanamuthu提出了世界上第一個(gè)激光熔覆專利US3952180A,由此開啟了激光熔覆技術(shù)的基礎(chǔ)研究工作序幕。但由于受制于激光器技術(shù)的制約,在相當(dāng)長(zhǎng)的一段時(shí)間內(nèi),激光熔覆技術(shù)的產(chǎn)業(yè)化發(fā)展較為緩慢。進(jìn)入21世紀(jì)后,隨著大功率激光器技術(shù)的成熟,激光熔覆技術(shù)的產(chǎn)業(yè)化才得到了快速發(fā)展。
激光熔覆技術(shù)具有稀釋率低、熱輸入小、材料廣泛等眾多優(yōu)點(diǎn),目前已在產(chǎn)業(yè)化應(yīng)用的過(guò)程中演化出多種不同類型,并廣泛應(yīng)用于以增材制造、再制造、表面工程、為代表性的各個(gè)領(lǐng)域。
按照激光熔覆的材料類型和材料與激光束的耦合形式,可將常見(jiàn)的激光熔覆技術(shù)分為送粉式激光熔覆技術(shù)(主要包括同軸送粉、旁軸送粉)、高速激光熔覆技術(shù)及高速絲材激光熔覆技術(shù)。受限于篇幅,南極熊在此僅對(duì)送粉式激光熔覆技術(shù)做出詳細(xì)介紹。
圖片3.jpg (19.36 KB, 下載次數(shù): 121)
下載附件
2021-12-20 17:38 上傳
Jietu20211220-173332.jpg (52.06 KB, 下載次數(shù): 93)
下載附件
2021-12-20 17:38 上傳
同軸送粉激光熔覆技術(shù)
同軸送粉激光熔覆技術(shù)熔覆頭采用中心出光的圓形光斑方案,光束周圍采用同軸環(huán)狀送粉或者多束包圍送粉,并設(shè)置由專門的保護(hù)氣通道;粉束、光束與保護(hù)氣流匯交于一點(diǎn)。熔覆工作時(shí)該焦點(diǎn)附近會(huì)形成熔池,隨著熔覆頭與工件做相對(duì)運(yùn)動(dòng),在工件表面形成熔池并快速凝固成為覆層。
圖片4.jpg (45.2 KB, 下載次數(shù): 104)
下載附件
2021-12-20 17:38 上傳
△同軸送粉噴嘴結(jié)構(gòu)機(jī)實(shí)物圖
該項(xiàng)技術(shù)具有以下特點(diǎn):
1)自由度高、容易實(shí)現(xiàn)自動(dòng)化。由于其熔覆時(shí)向任意方向移動(dòng)均可得到形貌一致、質(zhì)量相同的熔覆層,因此其熔覆方向沒(méi)有限制,配合工業(yè)機(jī)器人或多軸運(yùn)動(dòng)機(jī)床可以進(jìn)行任意路徑或任意形狀零件的表面熔覆,作為3D打印的打印頭時(shí),可進(jìn)行激光同軸送粉3D打印。
2)熔池惰性氣體保護(hù)效果好。由于送粉方式為氣載送粉以及在熔覆頭上設(shè)置有專門的惰性氣體流道,熔覆過(guò)程中熔池處于良好的局部惰性氣體氛圍中,熔池及熔覆層氧化少,熔覆層中氧化物夾雜較少。
3)熔池小、粉末受熱均勻、熔覆層抗裂性好。同軸送粉激光熔覆的光斑尺寸一般為∮1-∮5mm,同時(shí)粉末與光束均勻接觸,熔覆過(guò)程中的熱量傳遞更均勻,因此熔覆層抗裂性好。特別是對(duì)含碳化鎢等陶瓷顆粒的符合材料的熔覆,容易制備無(wú)裂紋、碳化鎢分布均勻的覆層。
4)由于同軸送粉激光熔覆技術(shù)的上述特點(diǎn),其通常應(yīng)用于主軸、齒輪、箱體等高精度零件、復(fù)雜形狀零件的表面熔覆改性和增材再制造。同時(shí),基于同軸送粉激光熔覆技術(shù)的金屬3D打印主要應(yīng)用于大型零件的凈近成型以及梯度材料的制備。
旁軸送粉激光熔覆技術(shù)
旁軸送粉激光熔覆技術(shù)也叫側(cè)向送粉激光熔覆技術(shù),熔覆頭采用矩形光斑+旁軸寬帶送粉方案。熔覆頭工作時(shí),合金粉末經(jīng)二側(cè)面送粉嘴輸送至工件表面,隨著熔覆頭與工件做相對(duì)運(yùn)動(dòng),矩形或線型的激光束與側(cè)送粉束在工作表面匯聚并形成熔池,冷卻后形成熔覆層。
圖片5.jpg (11.35 KB, 下載次數(shù): 96)
下載附件
2021-12-20 17:38 上傳
該項(xiàng)技術(shù)具有以下特點(diǎn):
1)熔覆效率高。旁軸送粉激光熔覆技術(shù)由于采用矩形光斑方案,在保證熔覆方向光斑的能量密度不變的情況下,可以采用加大激光功率和光斑寬度的方式,使得熔覆效率大幅提升。目前實(shí)際生產(chǎn)中單道熔覆寬度可達(dá)30mm以上,熔覆效率可達(dá)到1m2/h或12Kg/h。
2)無(wú)惰性氣體消耗。一方面,旁軸送粉激光熔覆技術(shù)一般采用重力送粉器,不需要消耗惰性氣體,因此,旁軸送粉激光熔覆技術(shù)除了需要使用壓縮空氣以外,不需要消耗其他氣體。從成本的角度而言,節(jié)省了較多的惰性氣體成本;從技術(shù)角度而言,該技術(shù)對(duì)粉末材料的抗氧化性有一定的要求,限制了其應(yīng)用領(lǐng)域。
3)旁軸送粉激光熔覆技術(shù)由于效率高、成本低,一般應(yīng)用于液壓油缸、軋輥等面積較大、形狀簡(jiǎn)單的零件表面熔覆與增材再制造。
國(guó)產(chǎn)激光送粉打印頭廠商蘇州柯萊得
蘇州柯萊得激光科技有限公司在激光增材制造領(lǐng)域取得長(zhǎng)足的發(fā)展,該公司依托于蘇州大學(xué)激光制造技術(shù)研究所,目前主營(yíng)產(chǎn)品及業(yè)務(wù)包括2kW-15kW圓斑光內(nèi)送粉噴頭,360°空間任意方向方位熔覆噴頭,40mm寬帶熔覆頭(20kW),各種同步送料激光熔覆通用、專用整機(jī)設(shè)備,以及激光制造、增材制造技術(shù)服務(wù)、培訓(xùn)等。
他們研發(fā)的光內(nèi)送粉噴頭等核心部件和裝備得到了國(guó)家重點(diǎn)研發(fā)計(jì)劃重點(diǎn)專項(xiàng)等十余項(xiàng)國(guó)家科技計(jì)劃支持,已在國(guó)內(nèi)外50多個(gè)單位獲得應(yīng)用,中央電視臺(tái)新聞聯(lián)播等多家媒體報(bào)道了此項(xiàng)技術(shù)成果。
光內(nèi)送粉技術(shù)原理
光內(nèi)送粉技術(shù)改傳統(tǒng)實(shí)心光束為中空環(huán)形聚焦光束、改多粉管包圍光束傾斜匯聚送粉(粉包光)為單粉管從光束中心垂直輸送噴射粉末的“光內(nèi)送粉”熔覆技術(shù)(光包粉)。與傳統(tǒng)噴頭技術(shù)比較,實(shí)現(xiàn)了單管精細(xì)送粉和光、粉、氣長(zhǎng)程精準(zhǔn)耦合,粉末火星飛濺大大減少,加強(qiáng)了工作光斑邊緣的光能分布,相對(duì)節(jié)省光能20%,粉末利用率提高1-2倍,節(jié)材環(huán)保;降低成形件表面粗糙度至Ra1-12μm;簡(jiǎn)化了粉末流道與噴嘴噴頭結(jié)構(gòu),降低噴頭溫升。基于光內(nèi)送粉噴頭,研發(fā)出懸垂、空腔、多分支、扭曲等異型復(fù)雜結(jié)構(gòu)件成形工藝,立、仰面熔覆、空間變方向360°全方位3D成形噴頭結(jié)構(gòu)與工藝。研發(fā)了堆積層高與熔池溫度閉環(huán)自適應(yīng)測(cè)控軟硬件,實(shí)現(xiàn)成形過(guò)程智能化。
圖片6.jpg (67.79 KB, 下載次數(shù): 96)
下載附件
2021-12-20 17:38 上傳
技術(shù)特點(diǎn):
1) 光、粉、氣真正一體同軸,空間噴射無(wú)干涉,加工成形無(wú)死角,粉末火星飛濺小,節(jié)能環(huán)保
2) 環(huán)形工作光斑掃描能量峰移向周邊,形成“光鞍”,光能分布合理
3) 層間熔合好,層間痕跡、缺陷少,熔道兩側(cè)熔化充分,表面粗糙度低
圖片7.jpg (142.63 KB, 下載次數(shù): 96)
下載附件
2021-12-20 17:38 上傳
設(shè)備介紹
該類整機(jī)設(shè)備是在激光熔覆技術(shù)(LENS)的基礎(chǔ)上研制的打印設(shè)備,主要面向科研院所及企業(yè)用戶,具備中大尺寸產(chǎn)品打印功能,可選配五軸及相關(guān)配套軟件,主要應(yīng)用于鐵合金、高溫合金、鈦鋁銅類合金等沉積成型。典型打印產(chǎn)品包括航空航天承力結(jié)構(gòu)件、高溫合金熱端部件、整體葉盤、關(guān)鍵零部件的修復(fù)再制造等。其加工精度、表面粗糙度、沉積效率、節(jié)材環(huán)保指標(biāo)、空間任意方向加工等優(yōu)于同類。
核心部件介紹
1)光內(nèi)送粉噴頭系列
圖片8.jpg (203.16 KB, 下載次數(shù): 99)
下載附件
2021-12-20 17:38 上傳
2)±180°空間全方位激光熔覆成形專利技術(shù)(下圖)
圖片9.jpg (83.55 KB, 下載次數(shù): 100)
下載附件
2021-12-20 17:38 上傳
主要應(yīng)用領(lǐng)域
1)激光表面熔鍍(寬帶熔覆、高速熔覆)
激光熔覆熔鍍技術(shù)應(yīng)用于液壓支柱等各種零部件的再制造和新品表面高硬度耐磨耐腐蝕材料的熔覆,替代弧焊以及電鍍涂層等方式,使得其壽命由10~20個(gè)月延長(zhǎng)至36個(gè)月左右。
采用寬帶熔覆,大面積效率高,能一次性獲得薄厚不等(0.1—2mm)的各種功能涂層,預(yù)留較小的磨削余量。熔覆層組織致密均勻,沒(méi)有明顯的裂紋、氣孔等缺陷,制備出來(lái)的熔覆層硬度高、韌性好、突出抗裂性好,涂層表面平整度高。電化學(xué)腐蝕性能測(cè)試以及摩擦磨損性能均高于超高速熔覆(后者為粉末空中熔化噴向表面的熱噴涂)。
圖片10.jpg (168.84 KB, 下載次數(shù): 91)
下載附件
2021-12-20 17:38 上傳
圖片11.jpg (32.04 KB, 下載次數(shù): 92)
下載附件
2021-12-20 17:38 上傳
高速熔覆高鉻鐵基合金Fe55涂層工藝,其熱輸入遠(yuǎn)低于傳統(tǒng)熔覆技術(shù),避免了涂層的元素的偏析,高速熔覆無(wú)覆層搭接痕跡,組織分布更為均勻,能獲得較薄熔覆層厚度。相較于傳統(tǒng)熔覆涂層微觀組織形貌,涂層的組織相較于傳統(tǒng)熔覆技術(shù)更加細(xì)小,組織分布更為均勻,這有利于提高涂層整體的性能。在高速熔覆工藝下,涂層的稀釋區(qū)僅8μm,稀釋率約為4%,在冶金結(jié)合的條件下將稀釋率控制在較低范圍。
圖片12.jpg (113.68 KB, 下載次數(shù): 97)
下載附件
2021-12-20 17:38 上傳
圖片13.jpg (36.18 KB, 下載次數(shù): 110)
下載附件
2021-12-20 17:38 上傳
2)模具零件修復(fù)
圖片14.jpg (150.29 KB, 下載次數(shù): 105)
下載附件
2021-12-20 17:38 上傳
3)石油化工閥泵零件強(qiáng)化修復(fù)
圖片15.jpg (129.38 KB, 下載次數(shù): 104)
下載附件
2021-12-20 17:38 上傳
4) 軸類零件
圖片16.jpg (88.48 KB, 下載次數(shù): 94)
下載附件
2021-12-20 17:38 上傳
△高速軸修復(fù)
1.jpg (107.24 KB, 下載次數(shù): 84)
下載附件
2021-12-21 09:54 上傳
△軸頭內(nèi)錐孔修復(fù) 5)冶金軋輥類修復(fù)
圖片18.jpg (50.23 KB, 下載次數(shù): 94)
下載附件
2021-12-20 17:38 上傳
△連接頭修復(fù)
圖片19.jpg (108.79 KB, 下載次數(shù): 119)
下載附件
2021-12-20 17:38 上傳
△型材軋輥強(qiáng)化 6) 其他行業(yè)零件強(qiáng)化修復(fù)
圖片20.jpg (150.34 KB, 下載次數(shù): 87)
下載附件
2021-12-20 17:38 上傳
7) 復(fù)雜異形結(jié)構(gòu)件成形
復(fù)雜異型結(jié)構(gòu)件應(yīng)用領(lǐng)域包括航空航天、機(jī)械、船舶等。運(yùn)用此技術(shù),可實(shí)現(xiàn)懸臂、扭轉(zhuǎn)、閉合、狹小空間、內(nèi)壁、不規(guī)則表面等各類異形結(jié)構(gòu)的空間全方位修復(fù)、焊接和3D成形。
圖片21.jpg (145.25 KB, 下載次數(shù): 104)
下載附件
2021-12-20 17:38 上傳
△多元扭曲薄壁件成形
先進(jìn)航空器制造、核電、化工業(yè)生產(chǎn)和國(guó)防裝備的研制過(guò)程中,常有半封閉或全封閉空心零部件的制造需求。例如航空發(fā)動(dòng)機(jī)的機(jī)閘、放電反應(yīng)艙體、薄壁壓力容器封頭、燃燒室、閉式葉輪等。
圖片22.jpg (120.17 KB, 下載次數(shù): 113)
下載附件
2021-12-20 17:38 上傳
1.jpg (68.07 KB, 下載次數(shù): 98)
下載附件
2021-12-20 21:43 上傳
△花瓶、葫蘆、薄壁空心球成形
圖片23.jpg (63.7 KB, 下載次數(shù): 110)
下載附件
2021-12-20 17:38 上傳
△長(zhǎng)懸臂支狀結(jié)構(gòu)
1.jpg (76.49 KB, 下載次數(shù): 90)
下載附件
2021-12-20 21:45 上傳
△無(wú)支撐立面成形大型薄壁回轉(zhuǎn)體結(jié)構(gòu)
8)易氧化航空材料成形及移動(dòng)式現(xiàn)場(chǎng)修復(fù)
南極熊3D打印網(wǎng)93item.com注意到,鈦合金和鋁合金具有比強(qiáng)度高、高低溫性能以及耐腐蝕性好等優(yōu)點(diǎn),并在航空航天、醫(yī)療等領(lǐng)域有廣泛的應(yīng)用。針對(duì)目前應(yīng)用惰性氣體封閉箱進(jìn)行鈦合金增材制造中加工零件尺寸受到箱體限制、惰性氣氛準(zhǔn)備時(shí)間長(zhǎng)以及設(shè)備移動(dòng)不便等問(wèn)題,柯萊得提出了一種開放式局部惰氣保護(hù)激光熔覆成形方法,自主研制了新型光內(nèi)送粉和局部噴氣一體化熔覆噴頭,實(shí)現(xiàn)了在大氣環(huán)境下直接進(jìn)行鈦、鋁、銅合金材料的激光熔覆成形。
圖片25.jpg (174.87 KB, 下載次數(shù): 98)
下載附件
2021-12-20 17:38 上傳
工程型6關(guān)節(jié)激光熔覆機(jī)器人式3D打印機(jī),主要針對(duì)大中院校和科研單位,可用于科研、教學(xué)、加工服務(wù)。可用于金屬增材制造(3D打印)、激光切割焊接等加工和教學(xué),機(jī)器人技術(shù)、智能制造、數(shù)控編程、新材料開發(fā)等課程教學(xué)。配套KUKA編程資料(軟件包)學(xué)習(xí)數(shù)控編程及金屬3D打印知識(shí)。可滿足激光熔覆、焊接、切割等多種加工工藝,實(shí)現(xiàn)一機(jī)多用;激光器及各種加工頭可選配,滿足個(gè)性化需求,配備多軸變位機(jī)和直線滑軌。
圖片26.jpg (90.56 KB, 下載次數(shù): 91)
下載附件
2021-12-20 17:38 上傳
△成套多功能設(shè)備方案圖(可選配)
結(jié)語(yǔ)
定向能量沉積技術(shù)(DED)技術(shù)由于其獨(dú)特的加工方式以及優(yōu)于SLM技術(shù)的成型效率,將金屬3D打印技術(shù)與多種技術(shù)相結(jié)合,搭配激光增減材系統(tǒng),最終會(huì)將激光增材制造推上真正的高效率、高精度的道路。未來(lái),我國(guó)的定向能量沉積技術(shù)能否在全球金屬3D打印領(lǐng)域保持較高的地位,關(guān)鍵之一就在于像送粉打印頭這類核心部件裝備技術(shù)水平的不斷發(fā)展和突破。
如今,激光增材制造技術(shù)在各個(gè)領(lǐng)域的成功應(yīng)用與日俱增,尤其是航空航天、科研、核電、船舶等重要領(lǐng)域。因此,我們更需要核心技術(shù)牢牢把控在自己手里,才不會(huì)在關(guān)鍵的“卡脖子”問(wèn)題上陷入被動(dòng),中國(guó)絕不能讓高端增材制造成為第二個(gè)“光刻機(jī)”。不過(guò),南極熊有理由相信,有著像蘇州柯萊得、廣州雷佳、西安鉑力特、中科煜宸、煜鼎增材、鑫精合、南京輝銳、山東雷石、江蘇永年激光、天津亞琛聯(lián)合等這類在金屬增材制造裝備開發(fā)及應(yīng)用上不懈深耕的國(guó)內(nèi)企業(yè),我國(guó)金屬3D打印技術(shù)的發(fā)展必將在國(guó)際上激蕩的競(jìng)爭(zhēng)潮流中闖出國(guó)產(chǎn)化的一片天地!
|








 收藏
收藏 轉(zhuǎn)播
轉(zhuǎn)播 支持
支持 反對(duì)
反對(duì)
 京公網(wǎng)安備11010802043351
京公網(wǎng)安備11010802043351