|
��(d��o)�x��Ŀǰ��3D��ӡ�������մɵ���Ҫ��ˇ�����w��̣�SLA����ճ�Y(ji��)�����䣨BJ�����@�ɷN���g(sh��)���в�ͬ�ă�(y��u)��(sh��)����(du��)���մ�3D��ӡ�İl(f��)չ����������Ҫؕ�I(xi��n)��Ȼ�����@Щ3D��ӡ���g(sh��)��Ȼ����һ���ľ����ԣ���?y��n)��ڟ��Y(ji��)�A�β�����ȫ���z�����ԟo(w��)�����a(ch��n)�߱ں�ߴ硢��ȫ���ܵ��������մɮa(ch��n)Ʒ��
2022��6��2�գ��ϘO�ܫ@Ϥ���W����Lithoz�������ǣ������l(f��)����һ��ȫ�µ��մ�3D��ӡ�C(j��)CeraMax Vario V900������ʹ��ˮ���{�ϣ��ЙC(j��)ճ�τ��ĺ�������2-3%�����܉����a(ch��n)��ȫ���ܵĴ�ߴ硢�ں���_(d��) 40 mm���մɲ������@���մ����켼�g(sh��)����ͻ�ơ�

640.jpeg (31.4 KB, ���d��(sh��): 96)
���d����
2022-6-2 09:11 �ς�
�@�����O(sh��)�����LIS��Laser Induced Slip Casting�������T��(d��o)ע�{���ͼ��g(sh��)�����Դ�ӡ�����(l��i)���I(y��)��(y��ng)�õ��մɮa(ch��n)Ʒ�������c���y(t��ng)�մɼӹ��������߀����һ���Ľ�(j��ng)��(j��)��(y��u)��(sh��)��
640.png (136.95 KB, ���d��(sh��): 79)
���d����
2022-6-2 09:11 �ς�
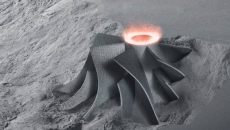
��CeraMax Vario V900 �մ�3D��ӡ�C(j��)�����ߴ硢��ڡ���ȫ���ܵ����ԽY(ji��)�ϣ������ڴ��Ͳ���������ɫ�մɴ�ӡ(��(l��i)Դ��Lithoz)
1.LIS �����T��(d��o)ע�{���ͼ��g(sh��)ԭ�����l(f��)չ�v��
LIS���g(sh��)���аl(f��)�����_(k��i)ʼ��2017�꣬��(d��ng)�r(sh��)��G��nster���ڈF(tu��n)�(du��)�ڵ�(gu��)(li��n)������о��c�y(c��)ԇ�о�����BAM���о��͜y(c��)ԇ LSD�ӝ{�ϳ��e��ˇ(Layer-wise Slurry Disposition)��LSD��һ�N���ڷ�ĩ���x���Լ�����Y(ji��)��ˇ������ͬ�r(sh��)ʹ�ø�����մɷ�ĩ���մɝ{Һ�����ӡ���ģ��@�Ӹ������ڳ��e��
Ȼ������LSD��ˇ��ӡ�մ�߀��һЩ��(w��n)�}�������ӡ����������(du��)��dz����У���?y��n)�{���к����^�߱�����ˮ�֣��ڸ����^(gu��)���У�ˮ�����l(f��)��̫�죬�Еr(sh��)��(hu��)��(d��o)���������ѡ�ͨ�^(gu��)ȥ����ĩ�ӣ�������ֱ�ӌ�(du��)��(zh��n)�մɝ{�ϑҸ�Һ�����H��(ji��n)���˹�ˇ���̣�����Ҳʹ��������(j��ng)�^(gu��)�˼ӟᣬ���Ҳ���(hu��)�a(ch��n)���κ��|(zh��)����(w��n)�}�����M(j��n)��ļ��g(sh��)�����҂����f(shu��)��LIS��ˇ���@��һ�Nȫ�µ��մ��������죨AM�����g(sh��)��ʽ�����g(sh��)������Ҫ������������(g��)���E��
640-1.png (172.71 KB, ���d��(sh��): 81)
���d����
2022-6-2 09:11 �ς�
��LIS��ˇ���̣�BAM�ṩ��J. G��nster���ڣ�
�� �ڳ���ƽ�_(t��i)��Ϳ��һ�ӝ{�ϡ�
640.gif (611.91 KB, ���d��(sh��): 98)
���d����
2022-6-2 09:11 �ς�
���ò��L(zh��ng)��10.6 ��m��CO2����������(j��)��(d��ng)ǰ�ӵĈD����(du��)�{���M(j��n)�оֲ����
�� �����һ�ӝ{Һ��
�� �����ٴ�ʹ?ji��){Һ���
�� �����؏�(f��)�����^(gu��)�̣�ֱ����ӡ��������Π���������������@һ����������̎�ڑҸ���B(t��i)��
�� ��ӡ�����һ�Ӻ�ӡƽ�_(t��i)̧�𣬶���ĝ{�����ߣ�����������
640-1.gif (955.51 KB, ���d��(sh��): 98)
���d����
2022-6-2 09:11 �ς�
����չʾ��LIS��ˇ�ĸ���(g��)���E��BAM�F(tu��n)�(du��)��ʾ�@�� "һ�N�µ��������췽�����������ɾ��и��w���ѷe�ܶȵ��մ����������Ҍ�(du��)ԭ�ϵ��w����С���](m��i)������ ����ˣ�LIS���g(sh��)����ֱ�Ӽӹ����I(y��)�մ����a(ch��n)�н�(j��ng)��ʹ�õIJ��ϣ����������X������䆣������ǵ������̼������մɡ�
Ŀǰ��CeraMax Vario V900�O(sh��)���ṩ�˃ɷN��ͬ�Ĵ�ӡ�ߴ磬�քe��100 mm x 100 mm�� 250 mm x 250 mm (x/y)��
640-2.png (331.13 KB, ���d��(sh��): 96)
���d����
2022-6-2 09:11 �ς�
��CeraMaxVario V900��ӡƽ�_(t��i)������ 250 mm x 250 mm x 290 mm����(l��i)Դ��Lithoz��
Lithoz��ʾ�����O(sh��)����ʽ�l(f��)��֮ǰ�����п͑�ӆُ(g��u)�����_(t��i) CeraMax Vario V900�մ�3D��ӡ�C(j��)���@���O(sh��)��ļ��g(sh��)����(sh��)���¡�
�� Lithoz CeraMaxVario V900�ļ��g(sh��)����(sh��)
WX20220602-091100.png (46.9 KB, ���d��(sh��): 93)
���d����
2022-6-2 09:11 �ς�
2.LIS���g(sh��)����׃�մ�3D��ӡ
�����CeraMax Vario V900��LIS���g(sh��)�c�F(xi��n)�е��մ�3D��ӡ�C(j��)ϵ�y(t��ng)��SLA��BJ����(du��)�ȣ���(hu��)�l(f��)�F(xi��n)����һ�N����������մɲ�����ȫ�·��������մɵ�3D��ӡ�ṩ���µĿ����ԡ���Ҫ������(y��u)��(sh��)��
��ʹ��ˮ���{�ϣ��ЙC(j��)ճ�τ��ĺ�������2-3%��
����Ҫ�~�����z����?y��n)�ճ�τ������?br />
����Դ�ӡ�����X������䆡��Լ������衢̼�������ɫ�մɲ���
��������ֱ���M(j��n)�мӹ�
����Ԍ�(sh��)�F(xi��n)�c���y(t��ng)��ˇ��ͬ�ıں�
���տs�ʿ����Ⱦ��_Ӌ(j��)��
���܉�?q��)��F(xi��n)��(f��)�s�����S�Y(ji��)��(g��u)
LIS ��ˇʹ��ˮ���{�ϣ��ЙC(j��)ճ�τ������O�̓H�� 2-3%��CO2����ͨ�^(gu��)�ֲ��ӟ��(l��i)��ӡ�Y(ji��)��(g��u)��������(hu��)��(d��o)���c�{��ע�(l��i)�Ƶ����ܻ������⣬����ʹ����ˮ�����������ЙC(j��)��đҸ�Һ��LIS���g(sh��)��ӡ�����������_(k��i)�ŵ��^��϶�Y(ji��)��(g��u)����������� 2�C3 K/min ���ٶȾ���ӟᣬ�����������ЙC(j��)���(hu��)��ȫ�ų���֮������ҪÓ֬���Y(ji��)�h(hu��n)��(ji��)��ʹ�� LIS 3D ��ӡ���g(sh��)�����Ժ��������a(ch��n)�����y(t��ng)��ˇ����{��ע�����܌�(sh��)�F(xi��n)�ıں�LIS ���g(sh��)��ӡ���մɲ����ں���_(d��)���s 40 mm���o(w��)Փ�����ijߴ��Ƕ��٣���K�a(ch��n)Ʒ���ܶȶ��dz��ã��@���մ� 3D ��ӡ���g(sh��)�µ���̱���
640-3.png (483.51 KB, ���d��(sh��): 99)
���d����
2022-6-2 09:11 �ς�
�����ڳ��e���{Һ�ӣ��Ӻ��300��m
LIS ��ˇ����һ��(g��)��(y��u)��(sh��)�ǿ��Ԍ�(du��)�����M(j��n)�������ĥ�����@�ף��@�c���y(t��ng)���մɹ�ˇ��ͬ��������3D ��ӡ�������a(ch��n)�߶ȏ�(f��)�s�� 3D �Y(ji��)��(g��u)��CeraMax Vario V900 �״Ό�(sh��)�F(xi��n)��ʹ���������칤ˇ��ӡ���I(y��)��(j��)�����ܶȵ�̼���衣LIS���g(sh��)�鮔(d��ng)��ʹ�õ��������켼�g(sh��)�Vϵ������һ��(g��)�µľS�ȡ�
640-4.png (761.66 KB, ���d��(sh��): 105)
���d����
2022-6-2 09:11 �ς�
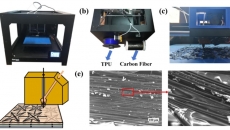
��CeraMax Vario V900��ӡ�������X��Ʒ��a��̼�����Ʒ��b����SEM�D��
3.LIS���g(sh��)����Ч�����մɴ�ӡ�ɱ�
����ȡ�ü��g(sh��)ͻ��֮�⣬Lithoz�Ƴ���CeraMax Vario V900��ӡ�C(j��)߀�܉��մ�3D��ӡ�ijɱ������磺
�� ���ϳɱ����F(xi��n)�г�����մɹ��I(y��)���ϣ�ֻ���L(zh��ng)IS��ˇ�����{(di��o)������ʹ�ã����ϵĆ�λ�ɱ��c���y(t��ng)��ˇ���](m��i)�Ѕ^(q��)�e��
�� �D(zhu��n)�Q�ɱ���������ӡ���֮�����ֱ���M(j��n)����y(t��ng)�ĺ�ӹ����E���������ӹ��͟��Y(ji��)����ˣ�����LIS���g(sh��)ֻ��Ҫ�����a(ch��n)��ˇ����������׃��(d��ng)��
�� �r(sh��)�g�ɱ���CeraMax Vario V900�Ĵ�ӡ�ٶȺܿ죬ֻ��Ҫ��s30-40��������һ�ӵĴ�ӡ��
�� ģ�߳ɱ���ͨ�^(gu��)���y(t��ng)���ƹ�ˇ���a(ch��n)�մɲ�����Ҫ����ģ�ߣ�ģ��Ͷ�Y�s5000-20000�WԪ��ʹ��LIS��ˇ����ʡȥģ�߳ɱ�����(du��)��С�������a(ch��n)����ԭ�������Ȟ���Ҫ��
�� ģ�߽����r(sh��)�g������ģ�ߵ�����ɱ��⣬߀����ʡȥ�s�������ܵ�ģ�߽����r(sh��)�g��
�� ��ʼ�Ƙӳɱ���������ȫ��(sh��)�ֻ��ij���ˇ������ͨ�^(gu��)��(du��)�������Եľ��_�A(y��)�y(c��)���Ķ���Ч�����˶���Ƙ�ԇ�(y��n)��
�� ��Դ�ɱ��������տs�ʿ��Ծ��_Ӌ(j��)�㣬��ӡһ��(g��)�����ֻ��Ҫ�M(j��n)��һ�Θ�Ʒ���ƣ���Դ�ɱ���͡�
�� �C(j��)��ͣ�C(j��)�ɱ����p�ق��y(t��ng)��ˇ�Ƙ����g��?y��n)�Ӊ����Qģ�����a(ch��n)����ͣ�C(j��)�ɱ���
640-5.png (354.76 KB, ���d��(sh��): 113)
���d����
2022-6-2 09:11 �ς�
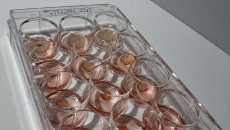
��CeraMaxVario V900���Դ�ӡ��ߴ硢����ɶȵ��մɲ�������(l��i)Դ��Lithoz��
Lithoz��ʾ��ʹ��CeraMaxVario V900���a(ch��n)ӆ�Σ����յ�ӆ�ε���Ʒ������������һ�܃�(n��i)��ɡ�CeraMax Vario V900�܉���ٵ�����F(xi��n)�е��մɮa(ch��n)�I(y��)朣����M(j��n)����������^(gu��)���܉�ʹ���a(ch��n)Ч�ʴ����������ӡ����������Ժ������M(j��n)�к�ӹ������ԏV���������_(d��)�֡����պ����l(w��i)���R���Լ��댧(d��o)�w�͙C(j��)е�ИI(y��)���õIJ������մɭh(hu��n)�͇������������Ҳ�����l(w��i)ԡ�a(ch��n)Ʒ��ˇƷ�O(sh��)Ӌ(j��)��
�M(j��n)һ���˽�Lithoz���°l(f��)�����մ�3D��ӡ�C(j��)���ɒ����·����S�a�P(gu��n)ע��
640-1.jpeg (16.9 KB, ���d��(sh��): 94)
���d����
2022-6-2 09:11 �ς�
| 



 �ղ�
�ղ� �D(zhu��n)��
�D(zhu��n)�� ֧��
֧�� ����(du��)
����(du��)
 �����W(w��ng)����11010802043351
�����W(w��ng)����11010802043351