üĒį┤Ż║▓─┴Ž┐ŲīW(xu©”)┼c╣ż│╠
ī¦(d©Żo)ūxŻ║į÷▓─ųŲįņTi║ŽĮŠ▀ėąÅ═(f©┤)ļsĄ─╚²ŠSĮY(ji©”)śŗ(g©░u),Ż¼╝µŠ▀ā×(y©Łu)«ÉĄ─▒╚ÅŖ(qi©óng)Č╚║═┐╣Ė»╬gąį─▄Ż¼æ¬(y©®ng)ė├ė┌║Į┐š║Į╠ņ║═╣Ū┐ŲęŲų▓,ĪŻūŅŠ▀┤·▒ĒąįĄ─╩Ū╝ż╣ŌĘ█┤▓╚█╚┌(L-PBF)ųŲįņĄ─Ti6Al4V║ŽĮ,Ż¼╚╗Č°╝ż╣Ō┤“ėĪ▀^│╠ųąĄ─╝ż└õ╝ż¤ßŻ¼ę²╚ļßśĀŅ┤Óąį±R╩Ž¾w,Ż¼╬Ż║”▓┐╝■Ą─öÓ┴čĒgąį║═ŲŻä┌ÅŖ(qi©óng)Č╚,ĪŻ▒Š╬─ł¾(b©żo)Ą└┴╦į┌╝ż╣ŌĘ█┤▓╚█╚┌▀^│╠ųąŻ¼▓╔ė├╗ņ║ŽĘ█─®║═╝ż╣ŌģóöĄ(sh©┤)┐žųŲ,Ż¼š{(di©żo)┐ž╬óė^ĮY(ji©”)śŗ(g©░u),Ż¼┤“ėĪ╝µŠ▀Ė▀ÅŖ(qi©óng)Č╚║═Ė▀╦▄ąįĄ─ļpŽÓTi-6Al-4V-3Fe║ŽĮŻ¼×ķį÷▓─ųŲįņąį─▄ā×(y©Łu)«ÉĄ─Įī┘▓─┴Ž╠ß╣®åó╩Š,ĪŻ
1. 蹊┐▒│Š░
╝ż╣Ōį÷▓─ųŲįņĄ─Ti║ŽĮ,Ż¼Š▀ėą▒╚é„Įy(t©»ng)ĶTįņ╗“š▀ē║┴”╝ė╣żĖ³×ķā×(y©Łu)«ÉĄ─┴”īW(xu©”)ąį─▄Ż¼ūŅŠ▀┤·▒ĒąįĄ─╩ŪŠ▀ėą┴╝║├║ĖĮėąį─▄Ą─Ti6Al4V,Ż¼ÅVĘ║æ¬(y©®ng)ė├ė┌L-PBF▀^│╠,ĪŻČ°╝ż╣Ō╚█╗»║═─²╣╠▀^│╠ųąĄ─╝ż└õ║═╝ż¤ßŻ©104‒106oC/sŻ®Ż¼į┘╝ė╔Žųīė┤“ėĪ▀^│╠ųąĄ─¤ß裣h(hu©ón),Ż¼Ģ■(hu©¼)ę²╚ļīė╝ē(j©¬)ĀŅĄ─ßśĀŅ±R╩Ž¾wŻ©”┴Ī»-TiŻ®Ęų▓╝į┌ų∙ĀŅ─ĖŽÓŻ©”┬-TiŻ®ųą,Ż¼▀@ĘNĖ„Ž“«ÉąįĄ─╬óė^ĮY(ji©”)śŗ(g©░u)Ż¼░ķļSų°▌^▓ŅĄ─čėš╣ąį,ĪóŲŻä┌ÅŖ(qi©óng)Č╚║═öÓ┴čÅŖ(qi©óng)Č╚,Ż¼│╔×ķį÷▓─ųŲįņTi║ŽĮžĮąĶĮŌøQĄ─å¢Ņ}ĪŻčąŠ┐▒Ē├„,Ż¼▓╔ė├╗ņ║ŽĄ─Ę█─®,Ż¼▒╚╚ńį┌TiĘ█ųą╗ņ╚ļ”┬ŽÓĘĆ(w©¦n)Č©į¬╦žĄ─Ę█─®Ż¼═©▀^╝ż╣Ō┤“ėĪ▀^│╠ųąĄ─įŁ╬╗║ŽĮ╗»,Ż¼┐╔ęįĄ├ĄĮĖ▀čėš╣ąįĄ─”┬-TiŽÓ,Ż¼Ė─╔Ų▓─┴ŽĄ─ÅŖ(qi©óng)Č╚║═Ēgąį,ĪŻ╚╗Č°╝ż╣ŌģóöĄ(sh©┤)║═įŁ╬╗║ŽĮ╗»Ą─ā╚(n©©i)į┌ĻP(gu©Īn)┬ō(li©ón)Ż¼ęį╝░┤“ėĪģóöĄ(sh©┤)ī”╬óė^ĮY(ji©”)śŗ(g©░u)║═┴”īW(xu©”)ąį─▄Ą─ė░Ēæę└╚╗╬┤ų¬,ĪŻ

nimg.ws.126.jpg (52.91 KB, Ž┬▌d┤╬öĄ(sh©┤): 109)
Ž┬▌dĖĮ╝■
2022-10-9 09:41 ╔Žé„
Į³╚š,Ż¼╚╩┐▒Ż┴_ųxĀ¢čąŠ┐╦∙Ż©Paul Scherrer InstituteŻ®Helena Moens-Van SwygenhovenĮ╠╩┌┬ō(li©ón)║Žėóć°ųZČĪØh┤¾īW(xu©”)Ą─Marco SimonelliĮ╠╩┌ĪóÓuųŠĄt蹊┐åT║═└ŁĘ“▒ż┤¾īW(xu©”)Ą─Yau Yau TseĮ╠╩┌šnŅ}ĮMł¾(b©żo)Ą└┴╦į┌╝ż╣ŌĘ█┤▓╚█╚┌ųŲįņųą▓╔ė├╗ņ║ŽĘ█─®Ż©Ti64+FeŻ®,Ż¼═©▀^┐žųŲ╝ż╣ŌģóöĄ(sh©┤),Ż¼üĒš{(di©żo)┐ž”┬║═”┴Ī»ŽÓ▒╚└²ųŲįņĖ▀ÅŖ(qi©óng)Ė▀ĒgļpŽÓTi-6Al-4V-3Fe║ŽĮĪŻŽÓĻP(gu©Īn)šō╬─ęįŅ}×ķĪ░Microstructural engineering of a dual-phase Ti-Al-V-Fe alloy via in situ alloying during laser powder bed fusionĪ▒░l(f©Ī)▒Ēį┌Additive Manufacturing╔Ž,ĪŻĻÉŃæ蹊┐åT×ķĄ┌ę╗ū„š▀,Ż¼šnŅ}ĮMĮMķLSteven Van Petegem×ķ═©ėŹū„š▀ĪŻ
šō╬─µ£ĮėŻ║https://doi.org/10.1016/j.addma.2022.103173
2. ╬óė^ĮY(ji©”)śŗ(g©░u)š{(di©żo)┐ž
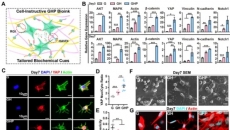
įōłF(tu©ón)ĻĀ(du©¼)╩╣ė├Ti64║═å╬┘|(zh©¼)FeŻ©3wt%Ż®Ą─╗ņ║ŽĘ█─®Ż©łD1Ż®┤“ėĪ░l(f©Ī)¼F(xi©żn),Ż¼╝ż╣Ō─▄┴┐├▄Č╚Ą─Ė▀Ą═ī”╬óė^ĮY(ji©”)śŗ(g©░u)║═į¬╦žĘų▓╝Ģ■(hu©¼)«a(ch©Żn)╔·╔Ņ▀h(yu©Żn)Ą─ė░Ēæ,ĪŻ▌^Ą═Ą─å╬╬╗¾wĘe─▄┴┐Ż©VEDŻ®▌ö╚ļŻ¼─▄ē“į┌śėŲĘS1ųąĄ├ĄĮĖ³ČÓĄ─”┬ŽÓŻ©~80%Ż®Ż©łD2Ż®,Ż¼Č°į┌Ė▀─▄┴┐├▄Č╚┤“ėĪĄ─śėŲĘS2ųą”┬ŽÓ’@ų°ĮĄĄ═,Ż¼═¼Ģr(sh©¬)Feį¬╦žĘų▓╝Ą─Ė³×ķŠ∙ä“,ĪŻęį”┬ŽÓ×ķų„Ą─Ą═─▄┴┐├▄Č╚┤“ėĪĄ─śėŲĘS4į┌└Ł╔ņīŹ(sh©¬)“×(y©żn)ųą,Ż¼š╣¼F(xi©żn)┴╦▒╚į÷▓─ųŲįņĄ─Ti64║ŽĮĖ³Ė▀Ą─ÅŖ(qi©óng)Č╚║═Ė³║├Ą─╦▄ąįŻ©łD3Ż®Ż¼ļm╚╗▒╚ęį”┴Ī»ŽÓ×ķų„Ą─Ė▀─▄┴┐├▄Č╚┤“ėĪĄ─śėŲĘS5ÅŖ(qi©óng)Č╚Ą═,Ż¼Ą½╩ŪŠC║Ž┴”īW(xu©”)ąį─▄Ė³×ķā×(y©Łu)įĮ,ĪŻFeį¬╦žĄ─įŁ╬╗║ŽĮ╗»╝╚ę²╚ļ┴╦čėš╣ąį┴╝║├Ą─”┬ŽÓ║═”žė▓╗»ŽÓŻ¼═¼Ģr(sh©¬)ę▓ŲĄĮ┴╦║ŽĮÅŖ(qi©óng)╗»Ą─ū„ė├,ĪŻ┤╦═Ō,Ż¼”┬ŽÓĢ■(hu©¼)į┌æ¬(y©®ng)┴”ū„ė├Ž┬šT░l(f©Ī)±R╩Ž¾wŽÓūāŻ©”┬Ī·”┴Ī»Ż®Ż¼ę▓Š═╩ŪTRIPŻ©transformation induced plasticityŻ®ą¦æ¬(y©®ng),Ż¼ėąą¦╠ß╔²╦▄ąį,ĪŻ
nimg.ws.126-1.jpg (56.26 KB, Ž┬▌d┤╬öĄ(sh©┤): 122)
Ž┬▌dĖĮ╝■
2022-10-9 09:41 ╔Žé„
łD1. ╝ż╣ŌĘ█┤▓╚█╚┌(L-PBF)ųąĄ─Ti64║═FeĄ─╗ņ║ŽĘ█─®ĪŻ
nimg.ws.126-2.jpg (98.07 KB, Ž┬▌d┤╬öĄ(sh©┤): 109)
Ž┬▌dĖĮ╝■
2022-10-9 09:41 ╔Žé„
łD2.╝ż╣Ō─▄┴┐├▄Č╚ī”╬óė^ĮY(ji©”)śŗ(g©░u)║═į¬╦žĘų▓╝Ą─ė░ĒæŻ║Ą═─▄┴┐Ż©S1Ż®║═Ė▀─▄┴┐Ż©S2Ż®,ĪŻ
nimg.ws.126-3.jpg (44.53 KB, Ž┬▌d┤╬öĄ(sh©┤): 94)
Ž┬▌dĖĮ╝■
2022-10-9 09:41 ╔Žé„
łD3. ▓╔ė├▓╗═¼─▄┴┐├▄Č╚┤“ėĪĄ─śėŲĘ┴”īW(xu©”)ąį─▄,ĪŻ
3. įŁ╬╗Ė▀╦┘X╔õŠĆč▄╔õŻ©XRDŻ®▒Ēš„
╠ßĖ▀╝ż╣Ō┤“ėĪĄ──▄┴┐├▄Č╚Ż¼Ģ■(hu©¼)┤┘▀M(j©¼n)╚█│žųąĄ─öć░ĶŻ©Marangoni flowŻ®,Ż¼ę▓Ģ■(hu©¼)čėķL▓─┴Žį┌Ė▀£žģ^(q©▒)ķg═Ż┴¶Ą─Ģr(sh©¬)ķg,Ż¼ėą└¹ė┌║ŽĮį¬╦ž?c©ói)U(ku©░)╔óŻ¼▀M(j©¼n)Č°┤┘▀M(j©¼n)║ŽĮ╗»,Ż¼ūŅĮKė░Ēæ╬óė^ĮY(ji©”)śŗ(g©░u)║═Ė„ŽÓĄ─▒╚└²,ĪŻ×ķ┴╦Ęų╬÷╝ż╣ŌģóöĄ(sh©┤)║═╬óė^ĮY(ji©”)śŗ(g©░u)Ą─ā╚(n©©i)į┌┬ō(li©ón)ŽĄŻ¼▓╔ė├┴╦╗∙ė┌═¼▓Į▌Ś╔õĄ─Ė▀╦┘X╔õŠĆč▄╔õ╝╝ąg(sh©┤),Ż¼ī”į÷▓─ųŲįņ▀^│╠▀M(j©¼n)ąą┴╦įŁ╬╗▒Ēš„,ĪŻį┌Ą═─▄┴┐├▄Č╚┤“ėĪĄ─śėŲĘS1ųąŻ¼”┬ŽÓį┌└õģs▀^│╠ųą┐╔ęįĘĆ(w©¦n)Č©ĄĮ│Ż£žŻ¼Ą½╩Ūį┌─▄┴┐├▄Č╚▌^Ė▀Ą─S2║═S3ųąĢ■(hu©¼)░l(f©Ī)╔·ŽÓūāŻ©”┬Ī·”┴Ī»Ż®╚ńłD4,ĪŻ═©▀^Š¦Ė±┼“├øŽĄöĄ(sh©┤)║═č▄╔õĘÕĄ─ĮŪČ╚,Ż¼ī”┤“ėĪ▀^│╠ųą£žČ╚║═└õģs╦┘┬╩Ą─╣└╦ŃŻ¼’@╩ŠśėŲĘS1į┌Ė▀£ž═Ż┴¶Ą─Ģr(sh©¬)ķgĖ³Č╠,Ż¼└õģs╦┘┬╩Ė³┐ņŻ©łD5Ż®,ĪŻĄ═─▄┴┐├▄Č╚┤“ėĪĄ─śėŲĘŻ©S1║═S4Ż®Ż¼╚█│ž?c©ói)ć░Ķ▌^╚§,Ż¼öU(ku©░)╔óū„ė├▌^ąĪ,Ż¼F(xi©żn)eĘų▓╝Ą─Ė³▓╗Š∙ä“Ż¼ū„×ķ”┬ŽÓĘĆ(w©¦n)Č©į¬╦ž,Ż¼Šų▓┐Ą─FeĖ╗╝»Ė³ėą└¹ė┌ĘĆ(w©¦n)Č©”┬ŽÓ,ĪŻ
nimg.ws.126-4.jpg (42.64 KB, Ž┬▌d┤╬öĄ(sh©┤): 99)
Ž┬▌dĖĮ╝■
2022-10-9 09:41 ╔Žé„
łD4. ╝ż╣Ō─▄┴┐ī”┤“ėĪųąŽÓūā▀^│╠Ą─ė░ĒæŻ║S1ĄĮS3─▄┴┐├▄Č╚ų▓Į╔²Ė▀ĪŻ
nimg.ws.126-5.jpg (72.85 KB, Ž┬▌d┤╬öĄ(sh©┤): 113)
Ž┬▌dĖĮ╝■
2022-10-9 09:41 ╔Žé„
łD5. ╝ż╣Ō─▄┴┐ī”ė┌┤“ėĪ▀^│╠£žČ╚║═└õģs╦┘┬╩Ą─ė░Ēæ,ĪŻ
4. Įī┘į÷▓─ųŲįņåó╩Š
Į³─ĻüĒį÷▓─ųŲįņ╝╝ąg(sh©┤)’w╦┘░l(f©Ī)š╣,Ż¼3D┤“ėĪTi║ŽĮį┌║Į┐š║Į╠ņ║═╔·╬’ęŲų▓Ą╚ŅI(l©½ng)ė“śOŠ▀Ū░Š░Ż¼▒Š╬─ł¾(b©żo)Ą└┴╦═©▀^║åå╬Ą─Ė─ūā╝ż╣ŌģóöĄ(sh©┤),Ż¼ėąą¦š{(di©żo)┐žį÷▓─ųŲįņTi║ŽĮĄ─╬óė^ĮY(ji©”)śŗ(g©░u),Ż¼ęį▀_(d©ó)ĄĮ▓╗═¼Ą─┴”īW(xu©”)ąį─▄Ż¼×ķų▒Įė┤“ėĪŠ▀ėą╣”─▄ąįĄ─╠▌Č╚ĮY(ji©”)śŗ(g©░u)Įī┘▓─┴ŽųĖ├„┴╦Ą└┬Ę,ĪŻ▓╔ė├╗ņ║ŽĘ█─®×ķįO(sh©©)ėŗ(j©¼)ą┬Ą─║ŽĮ│╔Ęų╠ß╣®┴╦śO┤¾Ą─ūįė╔Č╚,Ż¼▀@ĘNĘĮĘ©╩Ī┬į┴╦ųŲéõŅA(y©┤)║ŽĮĘ█─®Ą─╣żą“Ż¼ėąą¦ĮĄĄ═┴╦Įī┘į÷▓─ųŲįņĄ─│╔▒Š,Ż¼╝ė╦┘┴╦į÷▓─ųŲįņ╝╝ąg(sh©┤)Ą─═ŲÅV║═æ¬(y©®ng)ė├,ĪŻŻ©╬─Ż║ļpą█Ż®
═Ų╦]▒│Š░ķåūxŻ║
Ż©1Ż®M. Simonelli, D.G. McCartney, P. Barriobero-Vila, N.T. Aboulkhair, Y.Y. Tse, A. Clare, R. Hague, The influence of iron in minimizing the microstructural anisotropy of Ti-6Al-4V produced by laser powder-bed fusion, Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 51 (2020) 2444©C2459.
Ż©2Ż®S. Hocine, H. Van Swygenhoven, S. Van Petegem, C.S.T. Chang, T. Maimaitiyili, G. Tinti, D. Ferreira Sanchez, D. Grolimund, N. Casati, Operando X-ray diffraction during laser 3D printing, Mater. Today 34 (2020) 30©C40.
Ż©3Ż®S. Hocine, S. Van Petegem, U. Frommherz, G. Tinti, N. Casati, D. Grolimund, H. Van Swygenhoven, A miniaturized selective laser melting device for operando X-ray diffraction studies, Addit. Manuf. 34 (2020), 101194.
*Ėąųxšō╬─ū„š▀łF(tu©ón)ĻĀ(du©¼)ī”▒Š╬─Ą─┤¾┴”ų¦│ųĪŻ
|








 ╩š▓ž
╩š▓ž ▐D(zhu©Żn)▓ź
▐D(zhu©Żn)▓ź ų¦│ų
ų¦│ų Ę┤ī”
Ę┤ī”
 Š®╣½ŠW(w©Żng)░▓éõ11010802043351
Š®╣½ŠW(w©Żng)░▓éõ11010802043351