供稿人:張明杰 田小永 供稿單位:西安交通大學機械制造系統(tǒng)工程國家重點實驗室
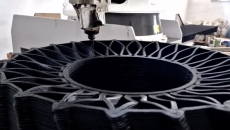
韓國科學技術(shù)高等研究院機械工程系的SanhaKim等人在為了突破傳統(tǒng)材料擠出成型3D打印產(chǎn)物的各向異性的問題,特別是針對層間結(jié)合的強度,提出了薄殼打印,注芯加固的方法,簡稱殼芯打印。
該技術(shù)通過使用擠出成形工藝打印熱塑性材料構(gòu)成測試零件的外殼部分,并預留兩個小孔,在外殼打印完成后將熱固性的環(huán)氧樹脂通過小孔注入其中,在經(jīng)過一系列的固化流程后完成整個成型過程。值得注意的是,在向外殼中注入環(huán)氧樹脂之前需要外殼內(nèi)部使用丙酮進行拋光處理,目的是提升截面結(jié)合強度。

Jietu20230317-142406.jpg (31.96 KB, 下載次數(shù): 119)
下載附件
2023-3-17 14:24 上傳
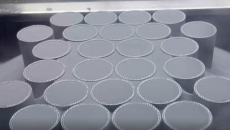
圖 1 殼芯打印成形示意圖 進過上述方法制造的標準拉伸件的各向拉伸性能的壁紙有顯著提高,達到0.7以上,但是和各向同性的要求仍有較大差別。為此該團隊通過繼續(xù)研究截面殼芯的面積比以及內(nèi)部填充的環(huán)氧樹脂材料的本身拉伸性能等因素對拉伸件性能的影響,得到了各向同性且拉伸性能比肩同等殼體材料注塑成型的零件。如下圖所示,拉伸性能較好的core B 和core C 兩種芯體材料在截面殼芯面積達到0.8以上時,都能夠得到接近1的各向性能比值,表明了該零件的各向同性。
Jietu20230317-142412.jpg (67.46 KB, 下載次數(shù): 127)
下載附件
2023-3-17 14:24 上傳
圖 2 不同芯體材料達到各向同性時截面的殼芯面積比 除此之外,該方法因為只需打印零件的外形殼體,完成后穿插一步內(nèi)部環(huán)氧樹脂的澆筑和固化,其所用時間較零件整體通過擠出成形3D打印所使用的時間有明顯提升。
綜上,該團隊提出的殼芯打印方法能夠得到各向同性的3D打印產(chǎn)物,并且其成型速度也更為迅速,能夠充分彌補3D的打印成形速度慢,層間結(jié)合強度差的缺點。
參考文獻:
Jihyuck Son, Seounghee Yun, Kundo Park, Seunghwa Ryu, Sanha Kim, Isotropic 3D printing using material extrusion of thin shell and post-casting of reinforcement core,2022. https://doi.org/10.1016/j.addma.2022.102974
|  收藏
收藏 轉(zhuǎn)播
轉(zhuǎn)播 支持
支持 反對
反對








 京公網(wǎng)安備11010802043351
京公網(wǎng)安備11010802043351