���ߣ��O��,����,���ǻ۵�
��Դ�� ���ϳ��ͼ�ģ�M����
��(d��o)�x���ĺ��պ����I(l��ng)��?q��)�����������ٲ��ϵ�������l(f��)����B������������ٲ����ں��պ����I(l��ng)��đ�(y��ng)���Լ��Ј�Ҏ(gu��)ģ���u�����F���Ͻ�懻��Ͻ�⁺Ͻ��X�Ͻ����������Ͻ���^�M�������W���ܡ����Y(ji��)�� 4 �N��������Ͻ��ں��պ����I(l��ng)���P(gu��n)�I����еĵ��͑�(y��ng)�Ì�����ָ���˺��պ����I(l��ng)��������������ٲ��ϴ��ڵĆ��}��δ�����о�����
���պ����I(l��ng)����¼��g(sh��)�ܼ������պ���߶��b��ķ������ܴܺ�̶���ȡ�Q�ڽ��٘�(g��u)�������ܡ��S�����ͺ��հl(f��)�әC�����w�C����һ���\�d����Ⱥ��պ���a(ch��n)Ʒ���_�l(f��)���²��ϵđ�(y��ng)�ã������켼�g(sh��)��Ҫ��ҲԽ��Խ�ߡ������T��呡������C�ӹ��Ȃ��y(t��ng)���켼�g(sh��)���a(ch��n)���պ����I(l��ng)���ý��٘�(g��u)����������Ҫ�����b��ʹ���ģ�ߣ����g(sh��)�y�ȴ��ϼӹ������������ʵͣ����a(ch��n)�����L���ɱ��ߣ����y�ԝM������
������_�l(f��)���������켼�g(sh��)�ܽ�Q�@Щ���}�����������������Լ��⡢�������늻�����Դ������(j��)���Sģ�͔�(sh��)��(j��)�����ϣ����w����ĩ���z�ġ��K�w�����Ӷѷe���M�����F(xi��n)���٘�(g��u)����ֱ������[3]��ԓ���켼�g(sh��)�ܿ�����ɸ����ܴ��͏�(f��)�s���٘�(g��u)����ֱ�ӽ������Σ���һ�N��׃���ԡ��Gɫ��̼���켼�g(sh��)[4-5]��Ŀǰ�������������켼�g(sh��)�Ѱl(f��)չ����ߺ��պ����O(sh��)Ӌ�c���������ĺ��ļ��g(sh��)���䑪(y��ng)�÷����я��㲿�����w�C���l(w��i)�ǡ��߳��w�������d���w�����㲿����ӡ���Uչ�����C���l(f��)�әC���o�˙C��/�{�l(w��i)�����C��ӡ��[6]�����ý����������켼�g(sh��)�Ɍ��F(xi��n)��(f��)�s���٘�(g��u)���IJ���−�Y(ji��)��(g��u)һ�w�������Σ��麽�պ�������ܘ�(g��u)�����O(sh��)Ӌ�c�����ṩ����;����
���պ���߶��b�������������ܡ��L�������߿ɿ��Լ��ͳɱ��ķ���l(f��)չ���������w�Y(ji��)��(g��u)�͏�(f��)�s���ͻ�����l(f��)չڅ��[1]�������@�N�l(f��)չڅ�ݣ�Ҫ����٘�(g��u)���������õ����W���ܣ�����߷��ᡢ���ᡢ�p��ݗ��������[6]������������I(y��)�Ļ��A(ch��)����һ�����ϡ�һ���b�䡱������ֱ��Ӱ푺͛Q�����պ��칤�I(y��)�İl(f��)չˮƽ���|(zh��)����Ŀǰ�����R���w�rЧ䓞�����ĸߏ��[7]����懻��ߜغϽ��������͟�Ͻ�[8]������X�Ͻ��������p�|(zh��)�ߏ��Ͻ�[9-10]��������Ҫ�ĺ��պ����I(l��ng)��������������ٲ��ϡ�ͨ�^��(chu��ng)�ºͰl(f��)չ���� 4 �N�Ͻ𣬲��Y(ji��)������������κͿ��Լ��g(sh��)���Ɍ��F(xi��n)����−�Y(ji��)��(g��u)−����һ�w�����죬�ԝM�㺽�պ����I(l��ng)��?q��)�����������٘?g��u)���������ďĺ��պ����I(l��ng)��?q��)�����������ٲ��ϵ�������l(f��)���C���˺��պ����I(l��ng)�����F���Ͻ�懻��Ͻ�⁺Ͻ��X�Ͻ���о��F(xi��n)�ָ���˺��պ����I(l��ng)��������������ٲ��ϴ��ڵĆ��}��δ�����о�����
1 ���պ����I(l��ng)��������������ٲ��ϵđ�(y��ng)��
1.1 ����������ٲ����wϵ���䑪(y��ng)��
���պ�������ܘ�(g��u)�������ژO�˿��̵ĭh(hu��n)����Ҫ���г������d���O���͟ᡢ���p�����߿ɿ��Ե�����[6]�����պ����I(l��ng)��������������ٲ��ϵķN��࣬��Ͻ��wϵ����Ҫ��̖��D 1 ��ʾ������(j��)���W�ɷ֣��Ɍ����պ���������������ٲ��Ϸ֞��F���Ͻ�懻��Ͻ�Ⓕ��Ͻ�⁺Ͻ��X�Ͻ��~�Ͻ�ȣ������F���Ͻ�懻��Ͻ�⁺Ͻ��X�Ͻ�����a(ch��n)�͑�(y��ng)��������V[11]��

640.jpg (74.67 KB, ���d��(sh��): 128)
���d����
2024-1-11 14:15 �ς�
�� 1 �w�{�˺��պ����I(l��ng)���õ�������������ٲ��ϼ��䑪(y��ng)�á��F���Ͻ�ijɱ��ͣ����ЏV韵đ�(y��ng)��ǰ����Ŀǰ�����պ��������������F���Ͻ���Ҫ�����R���w�rЧ䓡����P䓵ȡ��R���w�rЧ��� AerMet100��18Ni(300)�ȣ��ڻ���͌�(d��o)���l(f��)�әC���I(l��ng)���Б�(y��ng)��[12]�����P䓣��� SS304L��SS316L �ȣ��������õ����g���ܣ���Ҫ���ڰl(f��)�әC���Ś�ϵ�y(t��ng)��Һ�������ύ�Q���������ϵ�y(t��ng)�ͽ��^��[13]��
�F(xi��n)�����հl(f��)�әC�У��ߜغϽ�����ռ�l(f��)�әC���|(zh��)���� 40%~60%����Ҫ����ȼ���ҡ���(d��o)���~Ƭ���u݆�~Ƭ�͜u݆�P�ȟ�˲������Լ��Cϻ���h(hu��n)��������ȼ���Һ�β���ڵȲ������ߜغϽ����F����懻���Ⓕ��ȣ�懻��ߜغϽ�đ�(y��ng)�����V����������ռ�ȸ��_ 80%�����õ�懻��ߜغϽ��� IN625��IN718 �ȣ���Ҫ���ڜu݆�l(f��)�әCȼ���ҡ��u݆�C���⚤���A�P���~Ƭ�ȣ��Լ�Һ�w����l(f��)�әC���y�T���u݆�Cе�����������c��������ܵ�[13]��
⁺Ͻ���бȏ��ȸߡ����g���ܺõȃ�(y��u)�c���V�����ں��պ����I(l��ng)��TC4 �Ͻ���������ܡ��S�мܡ����D(zhu��n)�Cе�����s�C�P���~Ƭ���͜����M���Ⱥ��պ��������Ti6242 �Ͻ����ډ��s�C�~Ƭ�����D(zhu��n)�Cе���� ��-TiAl �Ͻ��^�����ڜu݆�~Ƭ[13]�����⣬TC2��TC18��TC21��TA15 ��⁺Ͻ������w�C�����d����TC11��TC17��Ti60 �Ͻ�ȿ��������w�~�P�Ⱥ��հl(f��)�әC����[14]���X�Ͻ�ȏ��ȸߣ���һ�N����ĺ��պ����I(l��ng)���ò��ϡ�Ŀǰ�������������w�C������X�Ͻ��� AlSi10Mg��A6061��AlSi12��AlSi12Mg �ȣ�������Ҫ��p�p�|(zh��)�������ͳɱ��IJ��������w�C�C������[15]��
640-1.jpg (70.5 KB, ���d��(sh��): 135)
���d����
2024-1-11 14:15 �ς�
���w�Ͽ�������������ٲ����ں��պ����I(l��ng)����ЏV韵đ�(y��ng)��ǰ�������պ����I(l��ng)��������������ٲ��ϵđ�(y��ng)����Ҫ���ķ��棺��1���l(w��i)�����죬���l(w��i)�����Mϵ�y(t��ng)��⁺Ͻ�����������Mϵ�y(t��ng)���l(w��i)�ǵ�⁺Ͻ��c�X�Ͻ�֧�ܣ���2��������죬�����l(f��)�әC�ğ�˲����ȣ���3���w�C���죬���w�C�C�������ͽY(ji��)��(g��u)���������Y(ji��)��(g��u)�����w�C�l(f��)�әC�ğ�˲�������4�������b�����죬��o�˙C�l(f��)�әC��Ѳ�w�����P(gu��n)�I�����ȡ�
1.2 ����������ٲ��ϵ��Ј�Ҏ(gu��)ģ
�����������켼�g(sh��)�Ɍ��F(xi��n)��(f��)�s���٘�(g��u)���IJ���−�Y(ji��)��(g��u)һ�w�������Σ��麽�պ�������ܘ�(g��u)�����O(sh��)Ӌ�����ṩ���µļ��g(sh��);������������ȫ���(qu��n)���l(f��)չ��桰Wohlers Report��ָ��[17]���������켼�g(sh��)�Ѱl(f��)չ������ߺ��պ����I(l��ng)���O(sh��)Ӌ�c���������ĺ��ļ��g(sh��)�����ڹ��I(y��)��(y��ng)���еı����_ 14.7%���������켼�g(sh��)���ں��պ����I(l��ng)�V����(y��ng)�ã���Ҫ���������p��������(f��)�s�Y(ji��)��(g��u)һ�w�����εȷ�����@����(y��u)�ݡ�
Wohlers Associates �y(t��ng)Ӌ��(sh��)��(j��)���D 2��[17]������2021 ����������a(ch��n)�I(y��)�N���~�У������������(w��)���㲿�����죩ռ�Ȟ� 41.0%�������������ռ�Ȟ� 23.4%�������b��ռ�Ȟ� 22.4%������ռ�Ȟ� 13.2%���IJ��Ϸ��濴��ȫ��������������N���~�� 2017 ��� 11.33 �|��Ԫ����2021 ��� 25.98 �|��Ԫ�����(f��)�����L���_ 23.06%������ 2021 ����ٲ����N���~�_ 4.73 �|��Ԫ����ȫ������������Ͽ��N���~��ռ�ȼs 18.20%��ͬ�����L 23.50%�����(f��)�����L�ʞ�26.80%����Ҋ��������������Ј����ٔU�����н��ٲ����Ј������I(l��ng)�ȣ�����������ٲ��ϰl(f��)չ?ji��)�����?br />
640-2.jpg (61.88 KB, ���d��(sh��): 124)
���d����
2024-1-11 14:15 �ς�
2 ���պ����I(l��ng)��������������ٲ��ϼ��䑪(y��ng)��
2.1 ���������F���Ͻ��䑪(y��ng)��
�R���w�ߏ���Ǻ��պ����I(l��ng)�������������F���Ͻ���Ҫ�����R���w���P䓺��R���w�rЧ�[18]���������õď��Ⱥ��g�ԡ��Ĺ�(ji��)�ܺͽ������a(ch��n)�ɱ��ĽǶȿ��]���ߏ������δ�����պ����I(l��ng)��������������ٲ��ϵ���Ҫ�о�����[19]������Ӳ�����P䓵ĵ�����̖�� 15-5PH��17-4PH ��[18,20]���� 17-4PH 䓞��������ڵڶ�����������������иߏ��Ⱥ����g�ԣ������ں��հl(f��)�әC�������[21-22]���R���w�rЧ䓵ĵ�����̖�� AerMet100��18Ni(300)��[23-24]����18Ni(300)�������䃞(y��u)���ď��ȡ��g�ԡ�Ӳ�ȡ����g�Ժ���ĥ����ҪԴ�ڹ���������׃�����͕rЧ�������ڻ���͌�(d��o)���l(f��)�әC���I(l��ng)���Б�(y��ng)��[23]��
2.1.1 �^�M���c���W����
�R���w���P䓵��ҜؽM���鼚С�İ�l�R���w���m���Ě���W���w����ɢ�ֲ��ij��폊����[18]����l�R���w����λ�e�ܶȸߣ����кܸߵď��ȡ�����(w��n)����W���w�ܾ����Ѽy��˵đ�(y��ng)�����У��Ķ���߲����g�ԡ��rЧ̎�������ļ{�����������Mһ�����䓵ď���[25]���� 2 �г��� 4 �N�������������R���w���P䓺��R���w�rЧ䓵����W���ܡ��� 2 ������15-5PH�� 17-4PH ���P䓵ď����^�ͣ���Ҫ�������鸻 Cu �࣬�� ��-Cu ���[21,26]�����⣬��� MC�����������硢�������������á�
�R���w�rЧ䓵��^�M���c�R���w���P���ƣ���Ҫͨ�^����̼�F��R���w���w�����������g������������Ѓ�(y��u)���ľC�����W����[27]���� AerMet100��18Ni(300)䓞���������e�B(t��i)�M������н��������Y(ji��)��(g��u)���R���w[28-29]���rЧ̎�����������ܶȵļ{��Ni3X(X=Ti, Al, Mo)�����g�����ʹ�������������~2 000 MPa[24,30]��Ŀǰ���P(gu��n)���������R���w�rЧ䓵��о���Ҫ�� 18Ni(300)䓣��о���(n��i)�ݼ����ڳ��ι�ˇ����(sh��)��(y��u)������̎����ˇ�c�M������֮�g���P(gu��n)ϵ���rЧ�����C�Ƶ�[7,29,31-36]��
����Ƴ��μ����|(zh��)�������W���ܣ�ͨ����ȡ�O(sh��)Ӌ�������쌣�úϽ��ĩ����(y��u)�������������칤ˇ����(sh��)���{(di��o)���^�M���ȴ�ʩ[23]���F(xi��n)�еďV����(y��ng)���ں��պ����I(l��ng)������������R���w�ߏ�䓷�ĩ��Ҫ����y(t��ng)�K�w���ϣ��m�����������켼�g(sh��)���R���w�ߏ�䓌��÷�ĩ�^�١�����߳��μ����|(zh��)�������W���ܣ�������������켼�g(sh��)���صĸ���s�ٶȡ��ض��ݶȼ���ƽ���ѭ�h(hu��n)�����c���O(sh��)Ӌ�m�����������칤ˇ�������R���w�ߏ�䓷�ĩ���_�l(f��)���������������R���w�ߏ�䓷�ĩ�Ǻ��պ����I(l��ng)��������������ٲ��ϵ���Ҫ�о�����
640-3.jpg (69.98 KB, ���d��(sh��): 141)
���d����
2024-1-11 14:15 �ς�
2.1.2 ��(y��ng)����
�������켼�g(sh��)���w�C����Y(ji��)��(g��u)��(y��u)����ȱ���ޏ�(f��)�������һ����(y��u)�ݡ��W�������(w��)���F��˾���ؓ䃞(y��u)�����g(sh��)�c�������켼�g(sh��)��Y(ji��)�ϣ���տ� A380 ��ӡ�IJ��P�֧���|(zh��)���c���y(t��ng)�T����ȼs�pС�� 40%���μܙC���\�I�M�ȳɱ������˔�(sh��)�f��Ԫ[38]���������ղ����о�Ժ���ü����ޏ�(f��)���g(sh��)������������(zh��n)�C������ 76 �w�C�ij��ߏ��������ܡ����P��S�i�ȳ��d���M�����ޏ�(f��)�������ޏ�(f��)�������ͨ�^�b�C�u�������ٴΑ�(y��ng)��[39]���ޏ�(f��)������ 76 �w�C���ߏ��������ܠ�B(t��i)���á�
2.2 ��������懻��Ͻ��䑪(y��ng)��
���հl(f��)�әC�����رȺ����ڲ�����ߣ��u݆��ڜض�Ҳ�S֮���ߣ����ߜغϽ��~Ƭ���ܵ�Ҫ��ҲԽ��Խ�ߡ�Ŀǰ��懻��ߜغϽ�đ�(y��ng)�����V�������� 650~1 000 ������^�ߵď��ȡ����õĿ������Ϳ�ȼ�ⸯ�g���ܵȡ����͵�懻��ߜغϽ��� IN625��IN718 �ȣ���������ռ懻��ߜغϽ����� 83%�������ں��հl(f��)�әCȼ���ҡ��l(f��)�әCβ���ܵ��㲿��[40-41]��
2.2.1 �^�M���c���W����
懻��ߜغϽ�����懞���Ҫ�ɷ֣���|(zh��)���֔�(sh��)һ����� 50%���ĸߜغϽ���Ҫͨ�^ Nb�� Mo �Ĺ�������������W���ܣ�Ni �� Cr �����^�õ����g�Ϳ��������ܣ�Mo ���Ѓ�(y��u)���Ŀ��c�g����[42-43]��懻��ߜغϽ���w�� �� �ࡢ�������� �á��࣬�ڳ��غߜ��¾����Џ������ã����V����(y��ng)���ں��պ����˲���[44]��
�����x�^(q��)�����۟���SLM����ˇ�Ƃ�懻��ߜغϽ�����^���У���ˇ����(sh��)���@��Ӱ���������W����[16]��SLM ����懻��ߜغϽ��ͨ�����M�к�̎���������o��̎��������̎�����rЧ�ȣ������������@�M�������W����[45]���� 3 �w�{�� SLM ����懻��ߜغϽ�(j��ng)��ͬ��ˇ��̎��������W���ܡ�IN718 �Ͻ��Ǹ��� Cr �� Fe �ij���Ӳ��懻��Ͻ�SLM ���� IN718 �Ͻ���e�B(t��i)���������ȼs�� 580 MPa���rЧ�������� 1 000 MPa ���ϡ�
640-4.jpg (61.28 KB, ���d��(sh��): 135)
���d����
2024-1-11 14:15 �ς�
�������� IN718 �Ͻ�ğ�̎����ˇͨ�����������rЧ���� ���rЧ+�����rЧ���ߜؽM������+�� ���rЧ+�����rЧ��[50-51]�������rЧ̎��r���rЧ�ض��^�Ͳ���ʹ���e�B(t��i)�M���l(f��)��׃�����H���M ��''��� ��'��������Ҳ����������ӡ�^�����γɵ� Laves �ࡣLaves �����к��࣬�����Ͳ��ϵ����W����[52]����ˣ�ͨ������������ IN718 �Ͻ��M�Мضȸ��� 970 ��ľ���̎���������� Laves �ࡣ���� ���rЧ+�����rЧ��̎����ʹ����� Laves ���ܽⲢ�D(zhu��n)׃?y��u)��ؾ��������?�� �ࡣ���⣬�� �����S���� ���rЧ���r�g�����L���L���ҁ���(w��n)�B(t��i) ��''�����D(zhu��n)׃?y��u)�?�ࣨ�rЧ�ض� 650 �棩���M�иߜؽM������+�� ���rЧ+�����rЧ̎��r���ߜؽM������̎�����HӰ� ��''��� �� ��������О飬ҲӰ푲��ϵ��ٽY(ji��)���̶ȡ����ܜضȸ��� 1 180 ��r�����e�B(t��i)�M�����l(f��)����ȫ�ٽY(ji��)�������S�����ضȵ���ߺ͕r�g�����L��Laves ���̼������ȫ�ܽ⣬��''��ߴ�����[51,53]����Ҋ�����m�ğ�̎���ܴ��M ��''�� ��'�������������Ķ��@������������� IN718 �Ͻ���������ȡ�
IN718 �Ͻ����������^���ИO�ߵĜض��ݶȺ͘O�����s�ٶȕ����� ��''�� ��'����������(d��o)���������� IN718 �Ͻ��Ӳ�Ⱥ͏��Ƚ���[48]������(j��)��������懻��ߜغϽ���^�M�����c��ͨ�^�_�l(f��)�µğ�̎����ˇ������ʹ��@�����õľC�����W����[54]�����e�B(t��i)��������懻��ߜغϽ���ľC�����W���������_����������ˮƽ���ҳ����^�����a(ch��n)���Ѽy��ȱ�ݡ�ͨ�^���ӺϽ�Ԫ�أ�Y��Re ��[55-56]�����մ��w����TiB2��TiC��TiN ��[57-59]���Ȍ��ߜغϽ��M�и��ԣ���һ���̶��������ߜ����ܡ�
2.2.2 ��(y��ng)����
懻��ߜغϽ��m���Ƃ��Π��(f��)�s�ҘO�y�ӹ��ĽY(ji��)��(g��u)�����������M��������������ȡ�ӡ�ȇ���ұ���о�����ң�Defence Metallurgical Research Laboratory, DMRL�������������켼�g(sh��)�Ƃ���������ȼ�χ��������俹�����������ܺ�Ӳ�Ⱦ���(y��u)�ڲ��Â��y(t��ng)��ˇ�����ȼ�χ����������Џ���đ�(y��ng)�Ý���[60]�������RЪ��̫���w�����ģ�Marshall Space Flight Center, MSFC���ɹ��Ƃ��� IN625 �Ͻ����w�����ң�ԓ�����҃�(n��i)����������ͨ���Y(ji��)��(g��u)��������ǻ�ҵ�ͨ����s����[61]���Q�����Ǻ����O(sh��)���LЧ��(w��n)���\�е��P(gu��n)�I���������� AddUp��Sogeclair �� Temisth��˾�����������켼�g(sh��)�ɹ��Ƃ��˱��� IN718 �Ͻ�Q���������|(zh��)���������c����������X���⚤���[62]��
2.3 ��������⁺Ͻ��䑪(y��ng)��
⁺Ͻ�����^�ߵıȏ��ȡ����õ��g�ԡ����g���͟��ͺ��Եȣ��Ǻ��հl(f��)�әC����Ҫ����֮һ[6]��Ŀǰ�����������⁺Ͻ���Ҫ�� TC4��TA15��TC11��Ti55��Ti60��TiAl �ȣ���Ҫ��(y��ng)���ڰl(f��)�әC�~Ƭ���Cϻ���w�C�k������������^�����ͱڰ�ȡ�TC4 �Ͻ�Ti-6Al-4V���������õľC�����ܣ��ں��պ����I(l��ng)����������ʹ�Üض�һ���� 400 �����£����� 400 ������ʹ�õ�⁺Ͻ���Ҫ�� TA15��TC11��Ti-55 �� Ti60 �ȡ�
2.3.1 �^�M���c���W����
������������⁺Ͻ��ǘO�˷�ƽ�������^�̣�������ۻ��Ϳ���������ȫƫ�x�˳�Ҏ(gu��)��ˇ��ƽ��/��ƽ�������^�̡��������⁺Ͻ�ij��e�B(t��i)�M����Ҫ��������� �� �༰��С��ᘠ� �����R���w����Ʒ�@�M���߶���ه���e�^���еğ�ѭ�h(hu��n)���S��ğ�̎����ͨ�^���ƹ��͕ܺrЧ�ضȡ���s���ʵȲ��Y(ji��)���m��?sh��)ğ�׃�μӹ����ɫ@�Â��y(t��ng)⁺Ͻ�ĵ��S���p�B(t��i)��κ�ϻ�W(w��ng)��ȵ��ͽM������ Ti-6Al-4V �Ͻ���������� SLM �����^�̵���s���ʘO�죬�h���ڰl(f��)���R���w��׃����s���ʣ�������s�r���� �� �����l(f��)���o�Uɢ��׃���D(zhu��n)׃?y��u)��ƽ��ᘠ��R���w����'�������Ҝؿ������ȳ��^ 1 200 MPa����������L�ʃH�s�� 8%���� 4��[63]��
�� SLM �ĘO�˷�ƽ�����̗l���£�⁺Ͻ��������γɴִ������M������(d��o)�����W���ܸ����ԣ�ʹ��(g��u)���۷e�p��ʧЧ[64-66]�������ִ�����M���IJ���Ӱ푣�����⁺Ͻ������� Cu��Ni �ȺϽ�Ԫ��[67-69]�Լ� ZrN��TiB2��ZrB2 ���մ��w��[70-75]���Դ��M���S���γɡ��о�����������м���һ������ Cu���� SLM ���ε� Ti-Cu �Ͻ����γ��˼�С�ĵ��S����[76]��ԓ�ɷֺϽ������^���й�Һǰ�صijɷ��^��^(q��)�@���U����������������ض��ݶȴ�IJ���Ӱ푣����ƾ����L���ͬ�r����κ����ʣ����M�������S���γɡ��ڟo��̎������r�£��Ƃ�� Ti-Cu �Ͻ��c���y(t��ng)�Ͻ���Ⱦ����^�ߵ��������Ⱥ͔�����L�ʣ��� 4�����P�߈F����䆢�l(f��)������м����� Ni���� SLM ���ε� Ti-Ni �Ͻ��Юa(ch��n)����ֱ���s 1.2 ��m �ĵ��S��[69]��ͨ�^�Mһ����(y��u)�� SLM ��ˇ�@���˾��м�С���S���ļ{���R���w����'���M�����������˴��� Ti2Ni ����γɣ�ԓ�ߏ��g⁺Ͻ�ď��Ⱥ����Ծ���(y��u)������ Ti-Cu �Ͻ𣨱� 4������Ҋ���O(sh��)Ӌ�ºϽ�ɷ֔U�������^���й�Һǰ�صijɷ��^��^(q��)��ʹ��������⁺Ͻ�@�þ������S������Ч;����
���y(t��ng)⁺Ͻ�ļ������ij��������^�ã��������칤ˇ�^���졣���������켼�g(sh��)���е��������c��(d��o)�µ�⁺Ͻ��^�M���{(di��o)���y�}������ķ��w�ɷַ������ֽ�Q��⁺Ͻ��������g������ SLM ����⁺Ͻ���о����c��
640-5.jpg (56.08 KB, ���d��(sh��): 142)
���d����
2024-1-11 14:15 �ς�
2.3.2 ��(y��ng)����
����(n��i)����������⁺Ͻ��яV����(y��ng)���ڶ�N�w�C�ď�(f��)�s��(g��u)�������հl(f��)�әC�㲿���������@���ijɱ���Ч�ʃ�(y��u)�ݡ����A���F��������������켼�g(sh��)���о�������⁺Ͻ�ɹ������ˇ���(n��i)�ߴ���Y(ji��)��(g��u)���(f��)�s���w�C�P(gu��n)�I��(g��u)��[2]���������I(y��)��W�S�l(w��i)�|�F꠲��ü����������켼�g(sh��)�ɹ������� C919 ���w�C�� Ti-6Al-4V �Ͻ��������¾��l�����o�d���ȼ�ƣ�������_����呼�ˮƽ[79]���Ї�����ƹ� 306 ���� SLM ���g(sh��)�c���N⁺Ͻ�TA15 �c Ti2AlNb���^�ɏ�(f��)�ϼ��g(sh��)��Y(ji��)�ϣ����� SLM ���μ��g(sh��)�ɹ������˺��հl(f��)�әC��(f��)�ϲ���ȼ���ң��˷��˂��y(t��ng)�T�����ȵ͡��ӿ��ה��ѵȆ��}�����ͨ�^����-��(li��n)��ԇ�[79]������� Avio ��˾����������x�^(q��)���ڳ��μ��g(sh��)�ɹ������˺��հl(f��)�әC⁺Ͻ�͉��u݆�~Ƭ��800 �����������_ 480 MPa���������õĿ���׃����[80]��Ų�� Norsk Titanium ��˾�_�l(f��)�˵��x��늻��۽z��������⁺Ͻ�M����ͨ�^������(li��n)��վ�(Federal Aviation Administration, FAA)�J�C���ѳɹ���(y��ng)���ڲ���787[79]��
2.4 ���������X�Ͻ��䑪(y��ng)��
�X�Ͻ��Ǻ��պ����I(l��ng)���õ��p���١��������������X�Ͻ����y�ȣ��@�c��������������|(zh��)���ܶȵ͡����������ʵ͡��ጧ(d��o)�ʸ��������ȣ����P(gu��n)[81]������X�Ͻ����̜ضȷ����^�������̕r�a(ch��n)���đ�(y��ng)����(d��o)���_�ѡ�׃��[82]���T���X�Ͻ��й���Ԫ�أ��� Si�������̜ضȷ����^С��������уA��С���������ܺã�����T�� Al-Si ϵ�Ͻ����о��������������칤ˇ�������X�Ͻ�Ŀǰ�����������X�Ͻ���Ҫ�� AlSi7Mg��AlSi10Mg��AlSi12 �ȣ���Ҫ���ڹ�·֧�ܡ����w���������W(w��ng)��Y(ji��)��(g��u)����(f��)�s�ܵ������ڼ��ȡ�
2.4.1 �^�M���c���W����
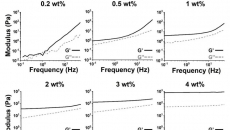
�� SLM ��ƽ��������̗l���£��T�� Al-Si ϵ�Ͻ��� AlSi12 �Ͻ��@�M�������ĸ� Al ���Y(ji��)��(g��u)������ Si �w���ľ�����������̎�����@�M���l(f��)��һ���̶ȵĴֻ���Si�MԪ�ľ������^�m(x��)�������γ� Si �w��[83]��SLM ���ε� AlSi10Mg �Ͻ��@�M������׃Ҏ(gu��)���c AlSi12 �Ͻ�����[84]��AlSi10Mg �Ͻ��� SLM �����^���в������� Mg2Si ��[85]��ֱ�ӵؕ͜rЧ���@����ߣ��� 5����
�����������칤ˇ����(sh��)���缤���߳ߴ硢����ʡ������ٶȡ������g�ࡢ䁷ۺ�ȵȣ������η����μ����ַ�ʽ�Ⱦ��@��Ӱ푘�(g��u)���ij����|(zh��)�����@�M�������W���ܡ���������� SLM ���� AlSi10Mg �Ͻ�Ĺ�ˇ����(sh��)���@�M�������W�����M����ϵ�y(t��ng)�о��������˳��ι�ˇ����̎���c�@�M�������W���ܵ����P(gu��n)��[86-90]���l(f��)�F(xi��n)���e�B(t��i) AlSi10Mg �Ͻ�����^�ߵĚ�����(y��ng)�����@���ĽM��������[91-95]���P�߈F��Mһ���о��l(f��)�F(xi��n)�����e�B(t��i) AlSi10Mg�Ͻ���������ܸ�������Ҫ�c���d���۳ؽ���ֲ����P(gu��n)�������d�ɵ��۳ؽ���Խ�ُ��Ⱥ�����Խ��[96]�����⣬��̎������Ч���ͻ�����������(y��ng)���������@�M�������W���ܵĸ����ԣ�������ɽM���ֻ��͏��Ƚ��ͣ��� 5��[97]��
��������X�Ͻ�O���_�ѣ��y��ͨ�^��������@����Ҫ���@�M�������W���ܣ�����ϣ��ͨ�^��(y��u)�����W�ɷֺ��O(sh��)Ӌ����Q�@һ�y�}���о��l(f��)�F(xi��n)������ Zr��Sc��Ti ��Ԫ�ؿ��@����������X�Ͻ����������^���е��_�������ԣ����M��С���S���γɣ������X�Ͻ�ď��Ⱥ�����[82,98-102]�����⣬���մ��w���c�X�Ͻ��ĩ�����Ϻ��Ƃ��X����(f��)�ϲ���Ҳ�ɫ@�����õij����|(zh��)���ͼ�С���^�Y(ji��)��(g��u)�����@����ߏ��ȡ�Ӳ�Ⱥ���ĥ��[103-107]��
Ŀǰ���X�Ͻ����������о������ڂ��y(t��ng)�Ͻ������X�Ͻ��_�l(f��)Ҳȡ����һ���Mչ[9,108]���mȻ�������켼�g(sh��)���صĿ����ۻ��Ϳ��������^�̿ɫ@�î��ڂ��y(t��ng)��ˇ�Ƃ�IJ��ϵĽM���;��|(zh��)��Ч�������X�Ͻ���Ѽy�A�������M���ֻ��Ć��}�����_���Ƽs�X�Ͻ�����������о��c��(y��ng)�ã��������������X�Ͻ�ijɷ��O(sh��)Ӌ��Փ��ؽ����Q�Ć��}��
640-6.jpg (50.23 KB, ���d��(sh��): 135)
���d����
2024-1-11 14:15 �ς�
2.4.2 ��(y��ng)����
���������X�Ͻ�(g��u)�����ڶ�N��̖���w�C�ϑ�(y��ng)�á��տ�˾�錍�F(xi��n)�p�p�|(zh��)���Ϳs���������ڣ������������켼�g(sh��)��30��AlSi10Mg��������O(sh��)Ӌ��1��������ɹ�������A350 XWB�͙C�Ĵ�ֱβ��֧�ܣ�߀���� SLM ���g(sh��)������ A320 �͙C�� Al-Mg-Sc �p���������Cœ���x�Y(ji��)��(g��u)���_���˜p�p�|(zh��)�������ͳɱ���Ŀ��[112]��2016 �꣬Ӣ�����m�Ơ��´�W����늻��������켼�g(sh��)�ɹ��������L 6 m���|(zh��)�� 300 kg ���X�Ͻ��p������[113]��2020 �� 4 �£����� MELD Manufacturing Corporation ��˾�����䌣�е� MELD ���g(sh��)(���Ĕ���Ħ�����e)�Ƃ���ֱ�� 1.4 m ���X�Ͻ���ͬ�� 8 ���ֳɹ��Ƃ���ֱ�� 3.05 m �ĈA�h(hu��n)���X�Ͻ�Y(ji��)��(g��u)[114]������(n��i)���P(gu��n)�����������о��C��(g��u)����I(y��)Ҳһֱ�������X�Ͻ�(g��u)�����Ƃ䡣������Cе����˾���������ǙC�����칫˾���A�пƼ���W�ȷքe�_չ�˺����I(l��ng)�����X�Ͻ�֧����œ�Ρ��������W(w��ng)��Ș�(g��u)����ԇ�ƺ͑�(y��ng)�ã���ȡ�����A���Գɹ�[115]��
3 �Y(ji��)���Z
����������ٲ����ں��պ����I(l��ng)����ЏV韵đ�(y��ng)�È��������������F���Ͻ�懻��Ͻ�⁺Ͻ���X�Ͻ���Ŀǰ���պ����I(l��ng)��V����(y��ng)�õIJ��ϣ������l(w��i)�ǡ�������w�C�������b��ȣ��Ƅ�������������ٲ����Ј��Ŀ��ٔUչ��Ȼ����Ŀǰ���պ����I(l��ng)��V����(y��ng)�õ���������Ͻ��ĩ��Ҫ���ڂ��y(t��ng)�K�w���ϳɷ֣��m�����������켼�g(sh��)�Č��úϽ��wϵ�T����ؽ�ᘌ��������쪚�صĸ���s���ʡ��ض��ݶȼ���ƽ���ѭ�h(hu��n)�����c�_�l(f��)������ó����Ժ����W���ܵ��������쌣�úϽ��ĩ���_�l(f��)�������쌣�úϽ��ĩ���Ǻ��պ���������������ٲ��ϵ���Ҫ�о�����
�������켼�g(sh��)���صĿ����ۻ������������^�̿ɫ@�î��ڲ��Â��y(t��ng)��ˇ�Ƃ�IJ��ϵĽM���;��|(zh��)��Ч���������������F���Ͻ�懻��Ͻ�⁺Ͻ���X�Ͻ����������_�уA�����γ�����M���Ȇ��}�������Ƽs���������켼�g(sh��)���ƏV��(y��ng)�á�ͨ�^���ӺϽ�Ԫ�ػ����մ��w���Ȍ�������������M�и��ԣ��������Ƴ����ԣ��@�þ����@�M����δ������M�㺽�պ����I(l��ng)��?q��)��ژO������h(hu��n)����ʹ�õ�����������٘�(g��u)��������(y��ng)ͨ�^��(chu��ng)�ºͰl(f��)չ�F���Ͻ�懻��Ͻ�⁺Ͻ���X�Ͻ𣬲��Y(ji��)������������Ρ����Լ��g(sh��)�����F(xi��n)����−�Y(ji��)��(g��u)−����һ�w���������켼�g(sh��)�đ�(y��ng)�á�
�������ã��O��,����,���ǻ۵�.���պ����I(l��ng)��������������ٲ��ϵ��о��Mչ[J/OL].�Ϻ�����:1-15[2024-01-10].https://doi.org/10.19947/j.issn.1001-7208.2023.09.03.
|
��һƪ��ע�ܾ��^�˄�˹����(KraussMaffei)���ṩ���I(y��)Ҏ(gu��)ģ����3D��ӡ����(w��)��һƪ���ஔ���ʣ����h�������t(y��)Ժ3D��ӡ���g(sh��)�����¹�
|










 �ղ�
�ղ� �D(zhu��n)��
�D(zhu��n)�� ֧��
֧�� ����
����
 �����W(w��ng)����11010802043351
�����W(w��ng)����11010802043351