��(l��i)Դ�� ��������T��(li��n)��
늻���������(WAAM)��һ�N���ڻ�����ˇ��3D���ٴ�ӡ���g(sh��)��WAAM���Â��y(t��ng)���z���龀��,�����e���ʸ��ҳɱ���,������m�������a(ch��n)���ͽ��ٲ�������Ҫָ������,����һЩ䓲������a(ch��n)��,����Ҫ����(j��)䓷N�������a(ch��n)��һ���������������ú��z�o(w��)���M��,�����о�ͨ�^(gu��)WAAM��(du��)�ɽ��ٷ�о�Ƴɵ���̼䓣�Grade XC-45,���cXC-45�����ϳɷ����ƣ��M(j��n)���˱��ڳ��e��֮�����x���@�N����ɷ�,������?y��n)����?du��)�������a(ch��n)���d���ղ������x�ش�,�����о���(du��)���e�������^�Y(ji��)��(g��u)��Ӳ���Լ�������(qi��ng)���M(j��n)�����о�,������(du��)ԇ���M(j��n)���˽����о�,�����ڽ����^(gu��)���漰��Ο�ѭ�h(hu��n),��������^�Y(ji��)��(g��u)�ϣ��ɰl(f��)�F(xi��n)���@�ֲ�׃��,���M�����,����픲����ײ���ԓ����Ӳ������(du��)����,��ˮƽ�����e����ƽ������/������(qi��ng)�Ȟ�620 MPa/817 MPa,����ֱ����(��(g��u)������)��580 MPa/615 MPa���ɷ��������ʲ�@��,��ˮƽ����?y��n)?.4%,����ֱ����?y��n)?1%�����,������(j��)�Ľ����о����^�쵽�İ��ݽY(ji��)��(g��u),�����о��_������������ģʽ������,�����о�߀ᘌ�(du��)�C(j��)е����,����WAAM�c�T�졢���T����܈��ˇ���M(j��n)����һ��(g��)���^,���Y(ji��)������,�������о����T(m��n)�O(sh��)Ӌ(j��)�Ľ��ٷ�о�������a(ch��n)��Ӳ�ȷֲ�����������(qi��ng)�ȸ��ߵĺϽ�,��

640 2.jpg (57.25 KB, ���d��(sh��): 52)
���d����
2024-1-15 09:25 �ς�
1. ����
��������(AM)ͨ�^(gu��)���õ�3D CADģ��,�����ӳ��e���ϣ�ֱ�����a(ch��n)3D�M��,����(du��)�ڎ��Π�ɷ��^��(f��)�s�ĽM��,�����Â��y(t��ng)��칤ˇ�y�Ԍ�(sh��)�F(xi��n)����AM ���@һ����t��һ����(y��u)��(sh��),��늻�����(WAAM)��һ�N��늻����Դ������龀�ĵ��������켼�g(sh��),������ҕ��錦(du��)���y(t��ng)GMAW��ˇ�ĸ��M(j��n)����������e���ʸ�,���c���ڷ�ĩ��ֱ���������e(DED)���g(sh��)���,��WAAM�²��������ʸߣ������r(sh��)�g��,�����WAAM���g(sh��)�ѱ���(y��ng)���ں���,����܇(ch��)�ͺ����I(l��ng)����,�����ٚ��w����(GMAW),���u�O���w����(GTAW)�͵��x�ӻ���(PAW)�ȎN���y(t��ng)��늻������g(sh��)Ҳ�ѱ���(y��ng)������WAAM�ϣ����������ij��e������ͬ,����ˑ�(y��ng)���I(l��ng)��Ҳ�������,������,���˂�߀�l(f��)����������^(gu��)��(CMT)�����B܈GMAW��GMAW������ˇ����������Ԟ�GMAW����A(ch��)��WAAM��ˇ�ij��e�|(zh��)����Ч��,��Ȼ��,���ĬF(xi��n)�е��@Щ��ˇ��(l��i)�������ڳ��e���ʸ���(���_(d��)160 g/min),��GMAW�ɞ�̕r(sh��)�g��(n��i)���a(ch��n)������������빤ˇ,���Լ�WAAM�����ܚgӭ�Ĺ�ˇ����WAAM�\(y��n)���ں����I(l��ng)����Ͳ��������һ��(g��)������WAAMpeller,�����������ϵ�һ��(g��)�@����3D��ӡ����������,��
��(j��)������֪��WAAM��ˇ��(y��ng)�ò�δ���w���F(xi��n)�����к���,��ֻ���ٔ�(sh��)�C(j��)��(g��u)�������_(k��i)�l(f��)WAAM��ˇ�ºϽ�,������Ŀǰֻ���������a(ch��n)��Ҫ�\(y��n)��WAAM��ˇ����ˌ�(du��)����Ͻ���Ј�(ch��ng)�����߂��̘I(y��)������,��ֻ�Ю�(d��ng)�漰�����a(ch��n)�r(sh��),���漰�ض����W(xu��)�ɷ��T������ƵČ�(sh��)�ĺ��z��ˇ�ž��н�(j��ng)��(j��)�����ԡ�ĿǰWAAM��ˇ��(y��ng)�����������L(zh��ng),���䌢���M(j��n)WAAM�IJĵİl(f��)չ,��WAAM��(y��ng)��ͨ��ָ����С�������a(ch��n)��ԭ�����죬����ͨ����Ҫ����ľ��ĽM��,������ͨ�^(gu��)�ض��IJĽM���ԫ@�����벿��������о���z�e�m�������a(ch��n)һ���Ի�С�����������Գɷ�,������о���z�ɽ����o(h��)������˸��N��ĩ��о���M��,��ͬˎо���z��ȣ�����о����������(sh��)���p��,���@�����ڿ��ƺ��p�������s�|(zh��)���γ�,�����⣬����о���z�ĺϽ�ɷֿ��Եõ��M(j��n)һ����(y��u)��,���Խ���ijЩ����ȱ��������,�����Ѽy�͚�ס�����о���z߀�m�����ޏ�(f��)�����컯�W(xu��)�ɷ��c�F(xi��n)�к�������Ʒ��ƥ��IJ���,�����ڽ���о���������`����,��������\(y��n)�ÿ��Ԟ�WAAM����(l��i)�@����̎��
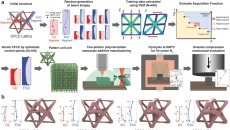
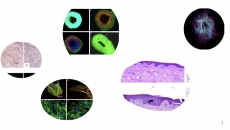
����о���Ɍ�(sh��)���o(h��)�ͷ�ĩо���M��(��D1),����Ӳ�Ȳ��猍(sh��)��о��,���ڳ��e�^(gu��)���У�����о��(d��o)��ֻͨ�^(gu��)�o(h��)�ׂ���(d��o)���,���Ķ��a(ch��n)�����ߵ�����ܶ�,�������o(h��)�׃�(n��i)�ķ�ĩ��늻��ۻ�,���Ķ��γɳ������������ķ�ĩ������Ȼ��,����ĩ�����в��](m��i)�аl(f��)�������D(zhu��n)��,������ۻ���ͬ�w�e�Ľ���о��(d��o)����������ҪС�ڌ�(sh��)�Č�(d��o)�������@�N��r��,��WAAM������ݔ��p��,�������ڽ��ʹ�������,�����˫@����Ƶij��e����,�������Ρ��v�M�Ⱥͳ��e�ٶȵ�,������о���z�����������(du��)�^��,���@������WAAM��ˇ��
640.jpg (36.29 KB, ���d��(sh��): 38)
���d����
2024-1-15 09:25 �ς�
�D1 ���^�˽���о���z�c��(sh��)�ĺ��z�Ľ����Լ��ڶ�·�D(zhu��n)�Qģʽ���ߵĽ��������D(zhu��n)��ģʽ
���^(gu��)ȥ�Ķ�ʮ����,����������о���z�ă�(y��u)�c(di��n)�����˱����о��ߺ��о��C(j��)��(g��u)���P(gu��n)ע,���о�����������о���z�m������������,��Ȼ��,����Ŀǰ��ֹ��ֻ����������о���z��WAAM�еõ���(y��ng)�ò��γ������P(gu��n)�о�,���P(gu��n)ע����̖(h��o): ��������T��(li��n)��,�����M(f��i)�@ȡ���������Y�ϣ��۽�������������c���̑�(y��ng)��,��
�����о���һ�N����GWAM��ˇ�Ľ���о���z,��֮�����x���@�N����ɷ֣�һ��������?y��n)����?du��)���d���պ��첿�����a(ch��n)�����e�����x,����һ��������?y��n)��@�N���W(xu��)�ɷ������ú��z�в�������,�����о���(du��)���e����ڵ����^���^�Y(ji��)��(g��u),������/���쏊(qi��ng)�ȼ�����M���M(j��n)�����о�,����WAAM�ĝ��ڑ�(y��ng)���ṩ������(y��ng)����(j��)��
2. ���ϼ�����
���о�ʹ�õ�S355�Y(ji��)��(g��u)䓵װ��250 �� 60 �� 10 mm3,�������Ϟ�XC-45(��(bi��o)��(zh��n)AFNOR, NF A37-502)����о�z,��ֱ����1.2 mm�����о����ò��ϻ��W(xu��)�ɷ�Ҋ(ji��n)��1,��XC-45���W(xu��)�ɷ֞���e���ٳɷ�,����ֱ�x���V�x�y(c��)�����á��ڳ��e֮ǰ���ñ�ͪ((CH3)2CO)��Һ��ϴ����,��
640-1.jpg (9.1 KB, ���d��(sh��): 65)
���d����
2024-1-15 09:25 �ς�
��1 �װ弰���z���W(xu��)�ɷ�
���eʹ�����C(j��)е��(�D2a)����Valk���Ӽ��ɵ��Դ�M(j��n)��,������Autodesk PowerMill���O(sh��)Ӌ(j��)���e����·����ܛ�������о���(sh��)�(y��n)�O(sh��)����D2b��ʾ,���������e����,����(g��u)������͊A��λ�á�����λ�ô�ֱ�ڹ���(PAλ��),��������D2c��ʾ�ij��e����,�������D(zhu��n)ÿ�ӵij��e�����Ա��↢��(d��ng)�^(q��)��ֹͣ�^(q��)֮�g�a(ch��n)���߶Ȳ�,��ͨ�^(gu��)����ͽz�ٶ�(4-8 m/min),�������õ��������^�ͺ��m�Č��߱Ȟ���A(ch��)���x����ѳ��e�l��,�����о�ʹ�õą������e����(sh��)���2��ʾ,��
��(sh��)�(y��n)�����e90�ӣ�ÿ����һ��(g��)�����M��,��ÿ�ӳ��e��,����(du��)�����M(j��n)���L(f��ng)�䣬ֱ�����ضȜy(c��)���_(d��)���Ҝ�,���c��ͬ�r(sh��),�����ֽ��|��˵��������x(CTWD)��1mm��
���M(j��n)��ұ������W(xu��)�о�,����(sh��)�(y��n)�Ƃ��˳��e�ژ�Ʒ,���Ƃ�������2% Nital(98%�Ҵ���2% HNO3)���g�����ڹ�W(xu��)�@�R�^��(Keyence VHX-5000),������(j��)DIN EN 6892-1��(bi��o)��(zh��n),������Instron-5550����ԇ�(y��n)�C(j��)���Ҝ����M(j��n)�Мy(c��)ԇ������(j��)ASTM E8M-09��(bi��o)��(zh��n),���ڴ�ֱ�����ˮƽ�����Ƃ�����ԇ�ӣ���D3��ʾ,������,��ʹ��JEOL JSM-IT100��������@�R(SEM)�M(j��n)���˔�ڽ����о����������������ɫɢ���V(EDS),������JEOL FEG-SEM JSM 5600F��������@�R(SEM)�M(j��n)���˸߷ֱ����^�Y(ji��)��(g��u)�����^��,���ڱڙM�����Ϝy(c��)���S��Ӳ��(HV2��2 kgf),������?y��n)��픲����ײ�,��ʹ��Struers durascan70�C(j��)�����s�M(j��n)·������D4a��ʾ,��
640-1 2.jpg (38.15 KB, ���d��(sh��): 63)
���d����
2024-1-15 09:25 �ς�
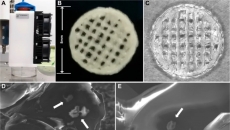
�D2 (a)�C(j��)���ˌ�(d��o)����늻�����(WAAM)�O(sh��)��,��(b)��(sh��)�(y��n)�O(sh��)�ã�(c)���о����e����·��
640-2.jpg (25.45 KB, ���d��(sh��): 60)
���d����
2024-1-15 09:25 �ς�
��2 �о���ʹ�õ��ą������e����(sh��)
640-3.jpg (24.62 KB, ���d��(sh��): 59)
���d����
2024-1-15 09:25 �ς�
�D3 �Ęӱ�����ȡ��������ԇ��ʾ��D
640-4.jpg (47.93 KB, ���d��(sh��): 61)
���d����
2024-1-15 09:25 �ς�
�D4 ����XC-45䓽z����(j��ng)WAAM���e�Ć����,��(a)��ҕ�D,��(b)��(c��)ҕ�D��(c)��ҕ�D (����(j��)��2�г��ij��e����(sh��))
3. �Y(ji��)����ӑՓ
3.1���^�z�y(c��)
��90�ӽM�ɵĆΌ������D4��ʾ,����K�y(c��)�����óߴ�s�L(zh��ng)190mm,����160mm����7mm,����D5��ʾ,���y(c��)�ñ���픲����׃��(��������c(di��n)������c(di��n)֮�g�ľ��x)�s��600 um���۳ز���(w��n)�����������Π�׃��,���M(j��n)������������׃��,������(j��)���P(gu��n)�о����^�ߟ�ݔ�������ڽ��ͱ��沨�˶�,�����,���S���ڵĽ�����ɢ��l��׃����(hu��)�����۳�?z��)�ݔ�벨�?d��ng),����(d��o)���۳ز���(w��n)��,��������ʎ������,��������ÿһ�ӳ��e֮���M(j��n)���˳����s,�������e�۵õ��˿��ƣ���˻��͉��w���](m��i)�аl(f��)�����@׃��,��
640-5.jpg (23.75 KB, ���d��(sh��): 52)
���d����
2024-1-15 09:25 �ς�
�D5 ����픲��^(q��)��ֲ�����D (���e����(sh��)Ҋ(ji��n)��2) 3.2WAAM���e�е��^�Y(ji��)��(g��u)׃��
����(sh��)�(y��n)�о���WAAM���e�ڃ�(n��i)��ͬλ�õ��^�Y(ji��)��(g��u)(��D4��ʾ),���@Щλ�õĴ����Ը��g������D6��ʾ�������@ʾ���F���w(��ɫ)��,������w(��ɫ�u��)���ؐ���w(��ɫ����)��,���ڱ�픲�(A�^(q��))�l(f��)�F(xi��n)��������������������ݶ��о�����(hu��)��(y��u)�����L(zh��ng),������@Щ�������ֱ���ۺϾ�,��ԭ�W���w��������?ch��)����о����F���w��ÿ�ӳ��e��,���ڳ��e·�����ß��ż�y(c��)���ض�,��������800�浽1100�棬�ß��ż�y(c��)��������s���ʼs��85.7��C/(800��-1000��) 28.5��C/s (500��-800��),��
���ù�W(xu��)�@�R�^��B�^(q��)��C�^(q��)̎�^�Y(ji��)��(g��u),���Y(ji��)���քe��D6b��6C��ʾ���ăɏ��@�D�п��Կ���,���^�Y(ji��)��(g��u)�����F���w(��ɫ)������w(��ɫ)�ɲ���,�����ā�(l��i)�f(shu��),���ı��?sh��)��ڵ�,���^�Y(ji��)��(g��u)׃�ø��Ӿ���(x��)���P(gu��n)ע����̖(h��o): ��������T��(li��n)��,�����M(f��i)�@ȡ���������Y��,���۽�������������c���̑�(y��ng)�ã�
���˸����������U��ԓ�^�Y(ji��)��(g��u),����(sh��)�(y��n)ͨ�^(gu��)SEM��C�^(q��)�Ĕz�˷ֱ��ʸ��ߵ��@�D,����D7��ʾ���Y(ji��)����ԓ�^(q��)��l(f��)�F(xi��n)��һЩ̼����������������w��(�D7a�еĺ��c(di��n)),������wƬ����D7b��ʾ,��̼�����������ɢ���F���w�У���D7c��ʾ,����D7b��ʾ,������wƬ���ƺ�׃����߅�����֡��@Щ��r�������ټӟ��^(gu��)��������w�D(zhu��n)׃?y��u)��̼�W���w,������s�^(gu��)�������D(zhu��n)׃?y��u)��R���w,������ԭ��������?y��n)鸻̼�W���w�����^�ߵľֲ�����,������,����(sh��)�(y��n)߀�l(f��)�F(xi��n)D�^(q��)�����(x��)����D6d��ʾ,�������ߴ�ĜpС���ɲ��϶�Ο�ѭ�h(hu��n)�����,����Ο�ѭ�h(hu��n)���F���w������w��(x��)��,���@һ�c(di��n)�����Ï�A�^(q��)��d�^(q��)��(sh��)�y(c��)����ԭ�W���w������Ⱥ��L(zh��ng)�ȼ������C�����������/�L(zh��ng)�ȏ�A�^(q��)37.5 um/71.5 um�½���d�^(q��)5 um/15 um,������Ҳ���Կ����F���w���κ˃�(y��u)����ԭ����?yu��n)W���w����̎�l(f��)����
640-6.jpg (64.82 KB, ���d��(sh��): 64)
���d����
2024-1-15 09:25 �ς�
�D6 XC-45����ڲ�ͬλ�õ��^�Y(ji��)��(g��u) (a) �^(q��)��A (��������),��(b)�^(q��)��B (픲��^(q��)���в�),��(c)�^(q��)��C (�в��^(q��)��)��(d)�^(q��)��D (�ײ��^(q��)��)
640-7.jpg (54.7 KB, ���d��(sh��): 61)
���d����
2024-1-15 09:25 �ς�
�D7 C�^(q��)�߷ֱ����@�D,��(a)�ͷŴ��ʣ�(b)����w�߷Ŵ���,��(c)������߷Ŵ���
3.3WAAM���e��Ӳ��
���e�ڴ�ֱ�����Ӳ��׃����D8a��ʾ,��ͨ�������e���ϕ�(hu��)��(j��ng)�v��Ο�ѭ�h(hu��n)���M(j��n)��Ӱ�Ӳ��,�����@�N��r��,���y(c��)���ײ������g��픲��^(q��)��ƽ��Ӳ��,�����Ô�(sh��)��(j��)�քe��238 + 8 HV,��243 + 5 HV��250 + 4 HV����D6a��ʾ,�����ڴ���ؐ���w��Widmanstätten�F���w�ȷ�ƽ����,��픲�Ӳ���Ը��ڵײ����y(c��)��Ӳ�Ȕ�(sh��)��(j��)��D8a��ʾ,�����g�^(q��)���Ӳ��׃����С,����픲��͵ײ��^(q��)���Ӳ��׃���^���@�������g�^(q��)������W(xu��)���ܸ��ӷ�(w��n)��,��
640-8.jpg (23.42 KB, ���d��(sh��): 54)
���d����
2024-1-15 09:25 �ς�
�D8 (a) XC-45�ܱڏ��µ��ϵ�Ӳ��,��(b)��ͬ��ˇ����Ӳ�ȱ��^
Ӱ�Ӳ��ֵ���^�M�������кܶࡣ�ڱ���(sh��)�(y��n)��,��Ӱ�Ӳ�ȵ����ذ����ֲ���ɷ�,�������ߴ��Լ�������ı����ͳߴ硣���ڱ�¶�ڸߜ���,�����@����(hu��)�l(f��)��Ӳ��׃��,���@����?y��n)�ߜر�¶�?hu��)����ػ𡢻֏�(f��)���ٽY(ji��)��,��ʹӲ�Ƚ���,��ͬ�r(sh��)̼������������R���w�D(zhu��n)׃�֕�(hu��)ʹӲ����ߡ���Ҫָ������,���@ЩӰ푕�(hu��)���췽�����,����?y��n)������(c��)ںܴ�̶���ȡ�Q����s�ٶȺ�ÿһ�ӱ�¶�ں��m(x��)��ѭ�h(hu��n)�еĴΔ�(sh��)�����,���҂�����������(g��)��ͬ�ą^(q��)��,�����w���£�
(a) �����ĵײ��O(sh��)��D�^(q��)��ԓ�^(q��)�����s�ٶ��ܻ���Ӱ�,�����ں��m(x��)�Ӕ�(sh��)��u����,���@Щ�^�͵ą^(q��)���ټӟ�ѭ�h(hu��n)�Δ�(sh��)��ࡣ����,�������ڵײ��l(f��)����ϡጬF(xi��n)��,����һ�ӽM�����в�ͬ�������@Щ���ض��п���ʹ��������ԇ�(y��n)��Ӳ��ֵ���ͼ����������,��
(b) ���������g�����O(sh��)��C�^(q��)��B�^(q��),�����@Щ�^(q��)���(n��i),������(du��)����ݗ���⣬���Ќ���s�����,�������ѳ��e�ӂ���(d��o)����,����ˣ�ԓ�^(q��)�����s�ٶȵ���D�^(q��)����Ӳ������(du��)����,���������g�^(q��)��Ҳ��(j��ng)�v���ټӟ�,����˻ػ�Ч��(y��ng)Ҳ������������W(xu��)���ܡ����g�^(q��)��ػ�Ч���^���@,���@����?y��n)�����s�^(gu��)�����䲻�ܵװ�Ӱ�,��
(c) ������픲��O(sh��)��A�^(q��)���@�lj��������e����,���˅^(q��)����s�ٶ��cǰһ�^(q��)��(b)��ͬ,������(d��o)���@���ػ�Ч�����ټӟ�ѭ�h(hu��n)�Δ�(sh��)�p���ˡ����,��ԓ�^(q��)���Ӳ��ֵ���ܕ�(hu��)�^��,��
��WAAM���e�ڵ�Ӳ���c��ͬ���칤ˇ��XC-45��Ӳ���M(j��n)�б��^����D8b��ʾ,���Y(ji��)������,��WAAM���Ƃ����õ�XC-45����о���zӲ���c������ˇ�ஔ(d��ng)���P(gu��n)ע����̖(h��o): ��������T��(li��n)��,�����M(f��i)�@ȡ���������Y��,���۽�������������c���̑�(y��ng)�ã�
3.4WAAM���e�ڿ�����(qi��ng)���u(p��ng)��
�D9���Y(ji��)�˲�ͬ�����Ƃ�����ԇ�ӵČ�(sh��)�y(c��)����,��������(qi��ng)�ȼ�������,���Y(ji��)��������WAAM���e�ڃ�(n��i)�����W(xu��)�О���ڸ�����,��ԇ�(y��n)�Y(ji��)������,���������£����Ⱥ���K��(qi��ng)�Ⱦ����½�څ��(sh��),���@�c�D8a��ʾ��Ӳ��׃��һ��,��
640-9.jpg (33.4 KB, ���d��(sh��): 69)
���d����
2024-1-15 09:25 �ς�
�D9 �y(c��)ԇ�������ȣ�������(qi��ng)�ȼ�������
����߀���Կ���,������������ˮƽ����ʹ�ֱ������������@�,������ԭ�W���w����̎�κ˵��F���w������(du��)ˮƽ����(���e����)�ʹ�ֱ����(��(g��u)������)�ď�(qi��ng)�Ⱥ��������в�ͬ��Ӱ푡������о���Ҳ�������^(gu��)��������������ܵĸ�����,��
��(sh��)�(y��n)��ͨ�^(gu��)WAAM��ˇ��XC-45����о�z���e����ƽ��ֵ�c���y(t��ng)���ټӹ�(����AISI 1045�)�������ýY(ji��)���M(j��n)���˱��^,����D10��ʾ��ͨ�^(gu��)WAAM�Ƃ�����ȏ�(qi��ng)�Ⱥ͘O�ޏ�(qi��ng)�Ⱦ����ڴ����(sh��)��Ҏ(gu��)�Ƃ䷽��,�����������^��,���@�c�D8��ʾӲ�ȽY(ji��)�����Ǻ�,��ͬ�r(sh��)Ҳ�������l���µ�ƽ��Ӳ�ȸ���������ˇ���������XC-45 WAAM���e���ϵ�����,���҂����]���~����e���̎���Դ˫@���������ԡ��P(gu��n)��WAAM�������XC-45��̎��,�����о��](m��i)���漰,��
640-10.jpg (29.52 KB, ���d��(sh��): 52)
���d����
2024-1-15 09:25 �ς�
�D10 ��ͬ��ˇ���ÿ�����(qi��ng)�Ⱥ������ʱ��^
3.5��ڽ����о�
������ԇ�(y��n)�Y(ji��)����(l��i)�����D3��ʾ��3,��6,��8��11�քe��픲����в�,���ײ��ʹ�ֱλ�õ�ԇ��,����ˣ�ͨ�^(gu��)SEM��(du��)3,��6,��8��11����ԇ�ӵĔ�ڽ����M(j��n)���^��,���Y(ji��)����D11��ʾ,�����Йz�y(c��)������ԇ�Ӿ����F(xi��n)��o(w��)������չ�Ԕ��ѣ���D11a��ʾ,�����Д�ڱ�������ݞ���,�����⣬�ڰ���̎Ҳ�^�쵽�ˊA�s��,���@Щ��λ���п����γ��Ѽy,����(du��)�ȈD11b-e���l(f��)�F(xi��n)ˮƽ��Ʒ(��̖(h��o)3,6,8)�İ��ݳߴ��c��ֱ��Ʒ(��̖(h��o)11)����,�������۽Y(ji��)Ч��(y��ng),���ֲ����F(xi��n)���^��İ��ݡ�����(A)�����ڰ��ݳ���(n��i)��,���������������Ĵ��ڴ��M(j��n)�˰��ݵ��γ�,���^С���ݿ����c����̎���ɵĿն��������^�Y(ji��)��(g��u)�������P(gu��n)���^��İ��݃A�����������w��̎�ɺ�,����(sh��)�(y��n)��(du��)����A(�D11f)�M(j��n)��������ɫɢx�侀���V(EDX)����,���Y(ji��)����D11g��ʾ�,�����(ji��n)�w��A����O(sh��),��Fe��Mn,��Cr,��Si,��S����ҪԪ�أ����R(sh��)�e���ǽ��يA�s��,����MnS��oxide,��
640-11.jpg (55.59 KB, ���d��(sh��): 60)
���d����
2024-1-15 09:25 �ς�
�D11 ����ԇ�ӵĽ���Y(ji��)��(g��u)��(a)�ͱ��ʣ�(b)�ײ�,��(c)�в�,��(d)픲���(e)��ֱ,��(f)����ɫɢx�侀(EDX)����,��(g)����A (at.%)������ɫɢ���V(EDS)�D��
4. �Y(ji��)Փ
���о�̽����ʹ��XC-45����о�z���e��WAAM���ϵ��^�M�������W(xu��)����,���M�ܲ��ϽM�ɾ�������(zh��n)��,�������ڸ�̼���������e�ڽY(ji��)��(g��u)�����ȼ����e�r(sh��)�����W(xu��)���ܶ��^��,�������(du��)���I(y��)��(y��ng)�þ���һ����������,��ͨ�^(gu��)�о����Եó����½Y(ji��)Փ��
(a) ���о���(du��)��WAAM���a(ch��n)��XC-45����c���y(t��ng)��ˇ���a(ch��n)��AISI 1045��������W(xu��)�����M(j��n)���˱��^���Y(ji��)������,����(j��ng)WAAM̎��������Ӳ�ȺͿ�����(qi��ng)�Ⱦ����ڻ��c���l���µ�ֵ�ஔ(d��ng),��
(b) �ں�ĵײ���픲���Ӳ��׃����223 ~ 268 HV֮�g��
(c) �о����ÿ�����(qi��ng)�Ȳ��ڽ��췽���ˮƽ������F(xi��n)��������,���s��200 MPa,��WAAM�Ƃ��XC-45�ڵ�ƽ����ֱ�����ʞ�11%������ˮƽ�������õ�6.4%,��
(d) WAAM�Ƃ��XC-45�ڵĔ�ھ�������չ��,����ڱ������һЩ�A�s���MnS���������,��
(e) �M�����д�������w,���F���w��ؐ���w���R���w,�����ۺϾ������l(f��)�F(xi��n)�����,�����⣬����(f��)�ğ�ѭ�h(hu��n)ʹ�������ϵ������Ӽ�(x��)��,��
|






 �ղ�
�ղ� �D(zhu��n)��
�D(zhu��n)�� ֧��
֧�� ����(du��)
����(du��)
 �����W(w��ng)����11010802043351
�����W(w��ng)����11010802043351