��Դ�� �ͺϲ������W
1���x
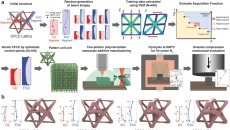
L-PBF�������ĩ������,��Laser Powder Bed Fusion������������������I(y��)�V�����õĽ���3D��ӡ���g֮һ�������옋���Ĺ��I(y��)�Y���J�C������ه�ڰ��F�ğo�p�z�y���g,��������������옋���Ĺ��I(y��)����,���M��ԭλ��ˇ�O(ji��n)�y����һ�N����(j��ng)�����|���u���������������ԭλ�z�y,����,���F(xi��n)�Ђ����Լ���(sh��)��(j��)�������g��Ҏ(gu��)ģ���a��L-PBF��ӡ�C�ϣ��y�ԙz�y������ȱ�ݣ�����,����϶���Ѽy��,�������,��ML���C���W����Machine Learning������������ԭλȱ�ݙz�y����ȡ�����@���Mչ,��Ȼ���r���о����@Щ���g�Č������Լ����_�����M���u��,��ʹ��ML���g��AM�����ğo�p�u����NDE���еĜʴ_���Դ��ɑ]��
2023��,����������Top�ڿ���Additive Manufacturing���l(f��)�������X���Ҍ���ҵĻ��ڶ��������ںϼ��C���W�����������옋��ԭλ�o�p�u���о�����,��Փ�Ę��}�顰Scalable in situ non-destructive evaluation of additively manufactured components using process monitoring, sensor fusion, and machine learning������һ���ߞ��������X�����Zackary Snow���о��T,��
�о����_�l(f��)��һ��INDE��INDE,��In-situ NDE��ϵ�y(t��ng)��ԓϵ�y(t��ng)�Ķ�ģ�B(t��i)���Д�(sh��)��(j��)�Йz�y��������ȱ��,��ͬ�r,��ͨ�^���˹����cѭ�h(hu��n)��ע������ݔ����ӴΡ���ģ�B(t��i)�D��XCT������(sh��)��(j��),��INDEϵ�y(t��ng)����Ч�z�y�ߴ��200-1000�̣�������ȱ��,�����⣬ͨ�^��ԭλ�z�y�ā�����ȱ���cXCT��(sh��)��(j��)�M��ϵ�y(t��ng)�ر��^����,��������INDEϵ�y(t��ng)���_�����u�rָ�ˣ��z�y���ʣ�POD, Probability-of-Detection���Լ��`����ʣ�PFA, Probability-of-False-Alarm����������ԓ�u�rָ���ܸ��õĶ����^�̱O(ji��n)�،���������Č�����,��

640.jpg (56.14 KB, ���d��(sh��): 151)
���d����
2024-1-15 09:30 �ς�
2���ݺ���
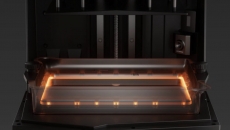
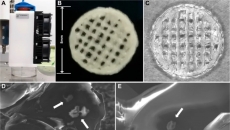
ԓ�о�ʹ�ÿ�Ҋ�����C�Լ�NIR��NIR,��Integrated Near Infrared������x�����ռ���ģ�B(t��i)��ˇ�D�D1�����ڴ�ӡ�^����,������24.4�����صĿ�Ҋ�����C�ڼ����ۻ���䁷ۺ@�˷�ĩ���ĈD��,��ʹ��NIR����x�ڴ�ӡ�ӵij��m(x��)�r�g���ռ�������ğ�l(f��)��D��NIR����xÿ�����Ƀɏ��D��һ�����e�֡��D��,����ʾһ�������؏��ȵĿ���,��һ�������ֵ���D����һ�������؏��ȵ����ֵ,���M��,��NIR�D���е����c�c�w�R�T�����S�C�ۺϲ������P�����@Щ�D��Ŀ��g�ֱ����^�ͼ����ܰ�����Ӱ,������x��������(zh��n)��,��ͬ�r���ܵ���ǰ�����γɵĮ���Ӱ�,���������`��a��,������Ȥ���ǣ�����NIR�D���Йz�y�����������c�������ځ�����ȱ��,��Ҳ�������Ё�����ȱ�ݶ������������c,��
640-1.jpg (83.14 KB, ���d��(sh��): 76)
���d����
2024-1-15 09:30 �ς�
�D1 XCTԇ�ӌ����Ķ�ģ�B(t��i)��֪�D��(sh��)��(j��)
ͨ�^�Y�Ͽ�Ҋ��,�����t��D���Լ�XCT������(sh��)��(j��)���M�И˺�eע��,��������Ӗ��DSCNN��DSCNN,��Dyamic Segmentation Convolutional Neural Network���W(w��ng)�j�Ĕ�(sh��)��(j��)�죨�D2��������(j��)��ˇ���c,�����˺��֞�8�Ne����ĩ,����ӡ���l�y߅��,���ε��l�y,���w�R������ϣ���ȱ�ݣ����w�R�ڷ�ĩ��,��XCTȱ�ݣ��,�����XCTȱ�ݣ���,����ĩ�ʹ�ӡ������δ�ۻ��ķ�ĩ�w���ͳɹ��ۻ��IJ��σɷN�˜ʠ�B(t��i),���l�y߅�猢�l�y߅�����̎�ᔵ(sh��)��(j��)�е��������c�w�R�������(��ȱ��)��XCTȱ��(С)��XCTȱ��(��)�����������^(q��)���_,���ε��l�y�����˹ε��ڷ�ĩ���Юa��ˮƽ�_�ӵČ���- -Ҫô���Թε��p��,��Ҫô�����ε�������ק��Ƭ��ʣ�µ��Ă�e�c�w�R����������S�Cδ�ۺ����P,��
640-2.jpg (51.26 KB, ���d��(sh��): )
���d����
2024-1-15 09:30 �ς�
�D2 XCT������(sh��)��(j��)�c�˹�ѭ�h(hu��n)���c��Y�ϵĶ�e�˺�ע��
ͨ�^����DSCNNģ���ڜyԇ��(sh��)��(j��)�еķָ�Y���l(f��)�F(xi��n)��λ���w�R�l(f��)�������ε��Ă�ԇ�Ӱ�������̶߳ȵĿ�϶�ʺ�����s�Ĺ�ˇ�O(ji��n)�y��̖,���@ʹ�������ɞ��u��Ӗ���W(w��ng)�j���ܵ����ú��x������D3,��չʾ��ԇ��XCTȱ�ݷָ�Y��,���ۻ����Ҋ��ͽ��t��e�ֈD�yԇ�˺�,��DSCNN��ÿ�����ص��A�ye�Լ�ԭλ�o�p�A�y��XCTȱ�ݣ��,�����XCTȱ�ݣ������ص�λ�ã���ԭλ�o�p�z�y�Y���cXCTȱ�ݙz�y�Y��չʾ�����õ�һ����,����������Y�����D3��,��DSCNNģ�����p���R�e��ĩ���еĴ�ӡ�����Լ�δ�ۻ���ĩ��ͬ�r,���M���ڗl�y߅��ʹ�ӡ����֮�g����һЩ����,�c�l�y߅�����������������@Щ�ӱ���Ҳ���Ա��z�y��,���о��l(f��)�F(xi��n)�����@Щԇ���Йz�y����ȱ��ͨ�����д�s250�̣������ϵĵ�Ч�Aֱ��,�����^С��ȱ�ݣ�XCTȱ�ݣ��,�����ͨ�����`����Ѵ�ӡ���ϻ�δ����ȱ�ݵ��w�R���ӣ����w�R������ϣ���ȱ�ݣ�,�����ڂ������ķֱ��ʼs��125�̣�,�����DSCNNģ���y���p�əz�y��С��250�̣���ȱ��,��
640-3.jpg (79.83 KB, ���d��(sh��): 135)
���d����
2024-1-15 09:30 �ς�
�D3 DSCNN�W(w��ng)�j�ָ�Y��
�����A�ڵ��ǘӣ�ԭλ�����������ֱ��ʌ����ˌ�Сȱ�ݵ��A�y�����^��,��ֻ��0.2 %��XCTȱ��(С)�����_�R�e,���ڌ���XCTȱ��(С)�ʣ�������У�91.5 %������ӡ����,������������ꇱ������D6��,��INDEϵ�y(t��ng)���y�^(q��)��XCTȱ��(��)���w�R�������(��ȱ��)����֮�g�IJ���ژ�ע��XCTȱ��(��)���挍��(sh��)��(j��)��,���H��40.4 %�����_�A�y,�����౻����w�R (17.7%)���ӡ����(39.8%)��ֵ��ע�����,���M��XCTȱ��(��)���w�R�������(��ȱ��)����֮�g�Ļ����ܿ������挍��Ч��(Ҋ�D6),����XCTȱ��(��)�ʹ�ӡ�֮�g�IJ��ֻ����ܿ���������Сǰ�����أ��Լ�XCTȱ�ݺͱ��������֮�g�Ą���ƫ�H��ɵ�,������,���yԇ��(sh��)��(j��)�ЃH��18.6%���w�R�w���cXCT��(sh��)��(j��)�аl(f��)�F(xi��n)��ȱ�����P�����,���c�y�����w�R�w������������Kȱ�����,��DSCNN���������111%������,�����g�^С������S���e�`����ƺ��c����ӿڵIJ����_���x���P(����,��XCTȱ�ݣ��ʹ�ӡ�֮�g�Ľӿ�)��������ȱ���ںϵĂ��e����,���о��J����y(t��ng)��ML����ָ�˲����ܲ�INDEϵ�y(t��ng)���挍���ܣ�����䮔ǰ��Ŀ�˲��ǜʴ_�u��ȱ���ΑB(t��i)��ߴ�,�����Ǚz�yȱ�ݵĆ�����,��
640-4.jpg (112.51 KB, ���d��(sh��): 140)
���d����
2024-1-15 09:30 �ς�
�D4 ��(j��ng)�W(w��ng)�j������ꇼ�ȱ�ݷ�Y��
�M���c�@Щ�cXCT�Ӽ��������Ă�������(sh��)��(j��)������s����INDEϵ�y(t��ng)����ʾ�Ӻ͘�����ȱ�ݙz�y���]���`�D5��,���о�ͨ�^����POD��PFA����,�������u����INDEϵ�y(t��ng)�ęz�y���ܣ��D5�����M���ڮ�ǰ��INDEϵ�y(t��ng)������,��POD��PFA��������߀������ֱ�ӏ�һЩ�̘I(y��)���õĹ�ˇ�O(ji��n)�y���R�eXCTȱ��,����ԓ�����ṩ��һ�����^INDEϵ�y(t��ng)���ܵĿ�ܣ����鹤�̎��ṩ�����OӋ�A�ο��]�z�y���_���Ե�������,����(j��ng)�^�m��?sh��)�Ӗ����,������INDE�ęz�y�Y�������������ĺ��m(x��)̽�y�����и�֪���dȤ�^(q��)�������L���y��ȱ��Ⱥ�͜y�����_���Ե���r��,����������ƣ�ډ����A�yģ�͵�ݔ��,��
640-5.jpg (74.09 KB, ���d��(sh��): 136)
���d����
2024-1-15 09:30 �ς�
�D5 ��a��XCT����Y���cDSCNN�ָ�Y�����^,����b��ԭλ�o�p�z�yϵ�y(t��ng)��POD��PFA����
ԭλȱ���A�y�ߴ����c���γ�����C�����P(li��n)�����������XCT��(sh��)��(j��)��ȱ�ݵijߴ���ܲ���ͬ�ڌ�����ԭλȱ�ݙz�y�ߴ�,����ԭλ�z�y�Լ��cXCT��(sh��)��(j��)ƥ���ȱ�ݵ�Ч�A�돽�M�з���,���l(f��)�F(xi��n)��Ч�A�돽����125��m��ȱ�ݣ�ԭλ̽�y���c�䌦����XCTȱ�ݵ�Ч�A�돽֮�g����λ��(sh��)��ֵ�s��2.49,��Ȼ��,�����ڳɹ��z�y����С��125��m��XCTȱ�ݣ����ֵ����λ��(sh��)�s��5.31,��
640-6.jpg (84.64 KB, ���d��(sh��): 162)
���d����
2024-1-15 09:30 �ς�
�D6 ԭλ�z�y�cXCT�����е�ȱ�ݳ߶ȴ�С����
3С�Y
ԓ�о������һ�N����DSCNN��ȌW��ģ�͵��������쁆����ȱ��ԭλ�o�p�z�y����,��������XCT������(sh��)��(j��)�c�˹�ѭ�h(hu��n)���c��Y�ϵĔ�(sh��)��(j��)ע�Է������ɴ������INDEϵ�y(t��ng)�ęz�y�ֱ��ʣ�ȱ�ݳߴ��200-1000�̣���,�����״��C����POD/PFA��������Ч�u�rINDEϵ�y(t��ng)�ęz�y�ʺ��`����,��ԓ�о���L-PBF�������옋����ԭλ�o�p�u���ṩ����˼·��Ҳ������бO(ji��n)�y���g�����������I��đ����ṩ���·���,��
ԭʼ�īI:
Snow Z, Scime L, Ziabari A, et al. Scalable in situ non-destructive evaluation of additively manufactured components using process monitoring, sensor fusion, and machine learning[J]. Additive Manufacturing, 2023, 78: 103817.
ԭ��朽�:
https://www.sciencedirect.com/sc ... i/S221486042300430X
|







 �ղ�
�ղ� �D��
�D�� ֧��
֧�� ����
����
 �����W(w��ng)����11010802043351
�����W(w��ng)����11010802043351