��Դ����������֮��
��(d��o)�x�����о������һ�N�����p�ر��o(h��)˼���CCF/SiC��(f��)�ϲ����Ƃ��·�������CCF/SiC��Ϸ��w��ԭ�ϣ���PCS��ǰ�(q��)�w����SLS�cǰ�(q��)�w�D(zhu��n)���^����Y(ji��)�ϡ��l(f��)�����մ�픿���Փ���v�ķdz����e(cu��)��ֵ�����P(gu��n)ͬ�ЌW(xu��)��(x��)��

640.jpg (51.36 KB, ���d��(sh��): 101)
���d����
2024-1-19 09:26 �ς�
�����������x���Լ�����Y(ji��)��SLS���Y(ji��)�Ϸ���(y��ng)���ڝB��RMI�����g(sh��)�Ƃ��˶���̼�w�S����(qi��ng)̼���裨CCF/SiC����(f��)�ϲ��ϣ�����SiC����͟��̼�������p�ر��o(h��)�����o(h��)CCF�������ڹ�����g�����̼�ӷ��bCCF@SiC�����̼��(y��u)���c�跴��(y��ng)�γɦ�-SiC�ӣ���K��Һ�B(t��i)���cCCF�ķ���(y��ng)�����⣬Si-C����(y��ng)�a(ch��n)���ļ�(x��)����-SiC��(y��u)����CCF/SiC��(f��)�ϲ��ϵ��^�Y(ji��)��(g��u)������(qi��ng)�ˏ�(f��)�ϲ��ϵ����W(xu��)���ܡ��p�ر��o(h��)�µ�CCF������ԭ�еĸߏ�(qi��ng)�Ⱥ�ģ����ͨ�^�w�SÓճ���w�S�����C(j��)���@�������CCF/SiC��(f��)�ϲ��ϵ��g�ԡ�CCF/SiC��(f��)�ϲ��ϵď�����(qi��ng)�Ⱥ��g�Էքe��265.2 MPa��3.5 MPa m1/2�քe�����@�(xi��ng)�о��Ы@�õ�Ҋ�������ڸ��õ�����SLS&RMI�����CCF / SiC��(f��)�ϲ��ϵ��^�Y(ji��)��(g��u)���̡��@��δ���ژO�˭h(hu��n)���µď�(f��)�ϲ����O(sh��)Ӌ(j��)�͵ͳɱ����췽���ͻ���ƽ�˵�·��
̼���裨SiC���մ�����ߏ���ģ�����ߌ�(d��o)��ϵ��(sh��)���͟���Ûϵ��(sh��)�����õğ᷀(w��n)���Զ��V����(y��ng)���ں��պ����I(l��ng)�������ǿ��g�����Rϵ�y(t��ng)�����g�����R�ĸ߿��g�ֱ��ʺ͵Ͱl(f��)��ɱ�Ҫ���Ƅ���SiC�����R���ߴ硢�p��������l(f��)չ���p�|(zh��)SiC�����R���O(sh��)Ӌ(j��)�漰�p�|(zh��)�Y(ji��)��(g��u)�Ͳ��ϡ�̼�w�S���и�̼��������95%�����ߏ�(qi��ng)�ȡ���ģ���͵��ܶȵȃ�(y��u)�c(di��n)����������x��̼�w�S����(qi��ng)̼�����մɻ���(f��)�ϲ��Ͼ����p�|(zh��)���ͳɱ����͜��½�����Ûϵ��(sh��)���ߌ�(d��o)���Ժ����õğ᷀(w��n)���Եȃ�(y��u)�����ܣ��ɞ���g�����R�������x��.̼�w�S����(qi��ng)̼�����մɻ���(f��)�ϲ��ϵ��Ƃ�ͨ����������(g��)���E���w�S�����A(y��)�Ƽ��������Ƃ��̼������w���e��ԓ�Ƃ乤���ĕr(sh��)�L���������˲��ϽY(ji��)��(g��u)�O(sh��)Ӌ(j��)��
����������һ�N���ڏ��c(di��n)����������Ƃ���¼��g(sh��)��̼�����մɵ������������켼�g(sh��)�֞��x���Լ�����Y(ji��)��SLS����ֱ��ī�E��ճ�Y(ji��)�����䡢���w��̵ȡ���Ŀǰ������SiC�մɵĸ��N�����У�SLS��һ�Nʹ�÷�ĩ���ϵġ����¶��ϡ����������켼�g(sh��)�����Ԍ�(sh��)�F(xi��n)�߲��������ʣ��o��֧�Σ��m���ڴ�ߴ���Ρ�Ȼ�������ڹ��̼֮�g�Ĺ��r(ji��)�I�ϣ�SiC�մɵğ��Y(ji��)�ض�ͨ���ܸߣ�>1900��C�������֮�£�����(y��ng)���ڝB��RMI��ֻ��Ҫ�ڹ�����c(di��n)��1410��C�������M(j��n)�С���RMI�^���У��@Щ�M�����]���տs����С�ijߴ�׃�������J(r��n)�����ڸ��͵Ĝض����Ƃ���Џ�(f��)�s�Y(ji��)��(g��u)��SiC�մɵ����x��������֮ǰ�Ĺ����У��҂��ѽ�(j��ng)�ɹ����C���˶���̼�w�S����(qi��ng)̼���裨CCF/SiC����(f��)�ϲ�����ʹ�ø��NCCF�w�e��?j��n)?sh��)�r(sh��)���F(xi��n)����(y��u)���ij��;��Ⱥ͵��տs�ʡ�Ȼ��������SLS�Ƃ��CCF/SiC���w��϶���^�ߣ����ڹ���RMI�^���в��ɱ���ؕ����g���cCCF�l(f��)������(y��ng)���Ķ�������CCF�����gЧ�������ڻ��w�К����˴��������x�衣
�ѽ�(j��ng)���˴������о����������o(h��)̼�w�S���ԱM���p�����ڹ�����g��Lu�Ȳ��û��W(xu��)�����B��CVI����ˇ��SiC������e�ڶ�̼�w�S�������ϣ�RMI��ˇ��SiC����Ĵ�����Ч���o(h��)�������˶�̼�w�S������Ӻ�Ȟ�0.23 ��m��CCF/SiC��(f��)�ϲ��ϵ��������(qi��ng)�Ⱥ͔����g�Էքe��238 MPa��4.26 MPa m1/2��Tang�����Ȳ���ˮ�ᷨ�Ƃ���̼�w�S�����̼Ϳ�ӣ�Ȼ��ͨ�^��̼����(y��ng)�Ƃ��˺�Ȟ�1�C3 ��m��SiCͿ�ӣ��������C���M(j��n)�ж���Һ�B(t��i)��Bf@SiC���w�S�����ɹ��Ƃ���Cf���������w�S���o(h��)��̼�����(f��)�ϲ��ϡ���ڵ�ͨ�^���n��ȩ��֬��PF���{(di��o)��(ji��)��̼�w�S�A(y��)�Ƽ��еĶ��̼�Y(ji��)��(g��u)����(sh��)�F(xi��n)�˷���(y��ng)���Y(ji��)�^�������x���̼������w�γɵ��{(di��o)�ء�Cao������PIP��CVI��ˇ�Ƃ���̼�w�S���w�еğ��̼�Ӻ�SiC����ӣ�PIP-CͿ�Ӻ�CVI-SiCͿ�ӏ�(f��)�ϲ��ϵĔ����g�Էքe�@�������1.4����2����̼�w�S��ӵ�PIP-CͿ�Ӄ�(y��u)���cҺ�B(t��i)�跴��(y��ng)���ɦ�-SiC����K��Һ�B(t��i)���c̼�w�S�ķ���(y��ng)����ˣ�����SiC����͟��̼���DZ��o(h��)CCF�������ڹ����g����Ч;�����cCVI��ˇ��ȣ��Ծ�̼���飨PCS����ǰ�(q��)�w��PIP�Ƃ��SiC������н���Ϳ�Ӿ��������Ρ��ɱ��͵ȃ�(y��u)�c(di��n)�����nPFҲ���ڶ��CCF/SiC�A(y��)�Ƽ���������̼��һ�N��Ч�ҵͳɱ��ķ�����PF�ڟ����CCF/SiC�A(y��)�ư������ɟ��̼�Ǽܣ���CCF/SiC�A(y��)�ư�����Ǽ�֧�����ã�ͨ�^�{(di��o)�����n����(sh��)�����{(di��o)��(ji��)CCF/SiC�A(y��)�ư���̼�����ͿY(ji��)��(g��u)��
���о������һ�N�����p�ر��o(h��)˼���CCF/SiC��(f��)�ϲ����Ƃ��·�������CCF/SiC��Ϸ��w��ԭ�ϣ���PCS��ǰ�(q��)�w����SLS�cǰ�(q��)�w�D(zhu��n)���^����Y(ji��)�ϡ�ͨ�^PF���n��RMI�Ƃ���CCF/SiC��(f��)�ϲ��ϡ�ͨ�^ϵ�y(t��ng)���о���Ԕ��(x��)�ķ������о���SiC����͟��̼�p�ر��o(h��)��CCF/SiC��(f��)�ϲ����^�Y(ji��)��(g��u)�����W(xu��)���ܵ�Ӱ푡����о����p�|(zh��)������SiC��(f��)�ϲ��ϵİl(f��)չ������ؕ�I(xi��n)�������ڲ�ͬ�ИI(y��)�đ�(y��ng)���ṩ�ˌ��F��Ҋ�⡣�@�(xi��ng)�о��ĝ���Ӱ����쵽���g�����Rϵ�y(t��ng)���������պ��쑪(y��ng)�ã����@Щ��(y��ng)���У���������(qi��ng)�C(j��)е���ܵĸ����ܲ��ό��ڌ�(sh��)�F(xi��n)������ܺ�Ч�����P(gu��n)��Ҫ��
�����̘I(y��)��-SiC�w����D50= 30 ��m�� 99 %�� ���²�������˾���B�Ƹۣ� �Ї����� ����̼�w�S ��CCF�� ��7 ��m�� ƽ���L�� 40 ��m�� 99.9 %�� �߿Ə�(f��)�ϲ�������˾�� ���ݣ� �Ї��� ����ԭ�ϡ���̼���飨PCS��������1100�C1500��Liya Chemical Co.�� Ltd.���������Ї������x��ǰ�(q��)�w����ȩ��֬��PF����¡���W(xu��)����˾���Ї��K�ݣ�������n��̼Դ���x����ױ���AR����99.0%����ˎ���F(tu��n)���W(xu��)ԇ������˾���Ї��Ϻ����͟oˮ����AR����99.7%����ˎ���F(tu��n)���W(xu��)ԇ������˾���Ї��Ϻ��������܄����̘I(y��)��ۣ�D50= 20��m�� ��99 %�� Dongying Hanzun New Energy Technology Co.�� Ltd.�� Dongying�� China�� ���� RMI ��ˇ�Ĺ�Դ��
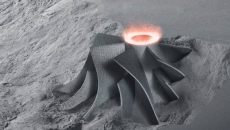
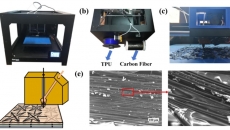
CCF@SiC �D1�@ʾ�˻���SLS��RMI��CCF/SiC��(f��)�ϲ��ϵ��Ƃ乤ˇ�����ȣ���CCF���뵽�|(zh��)���Ȟ�1��1��25 wt%��̼����-���ױ���Һ�У�������15 minʹ���ɢ����Ȼ��CCF��60��C�¸��ﲢ��ĥ��ͨ�^60Ŀ�Y�����CCF@SiC����N2��1100��C���2 h�����PCS��SiC���ЙC(j��)-�o�C(j��)�D(zhu��n)������ĥ��ͨ�^150Ŀ�Y���D1a����
640-1.jpg (88.16 KB, ���d��(sh��): 124)
���d����
2024-1-19 09:26 �ς�
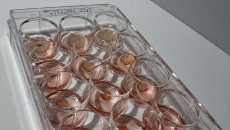
SLS ���ȣ���CCF@SiC��SiC=24�w�e%��76�w�e%�ı����Q��CCF@SiC��SiC��ĩ���S���뿂�|(zh��)����15%��CCF��SiC��PF��ĩ��Ȼ�����з�ĩ����ڷ�ĩ��ϙC(j��)��GH-5L�������C(j��)е���Ї����л�ϣ��D(zhu��n)�ٞ�90 r/min����ϕr(sh��)�g��6 h����õ������CCF/SiC��Ϸ�ĩ��CCF/SiC���w��SLS 3D��ӡ�C(j��)��HK C500���A��3D����˾���Ї���h�����죬���CO2���L�� 10.6 ��m�����Ȟ� 0.2 mm �ļ��⡣��ĩ�������ʡ��Ӻ�ȡ���ĩ���A(y��)��ضȡ�����ʺ͒������ʷքe��300 mm/s��100 ��m��60 ��C��7 W��2000 mm/s�����(d��o)��STL��ʽ�ij��ͣ��Ƃ�CCF/SiC���w���D1b����
���n�͟��CCF/SiC������N2���Ҝص�600��C����850��C����2��C / min�����ʣ���600��C��850��C��5��C / min�����ʣ����1С�r(sh��)�� ����CCF/SiC�A(y��)�Ƽ����n��50 wt%��ȩ��֬-�Ҵ���Һ��30 min��������-0.1 MPa��Ȼ��CCF/SiC�A(y��)�Ƽ���80��C�¸���30 min������850 ��C���^�m(x��)��⡣ CCF/SiC�A(y��)�Ƽ��Ľ��n-����؏�(f��)2��(g��)ѭ�h(hu��n)���D1c����
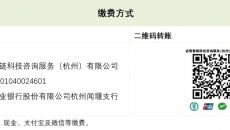
PCS��PF��TG�����D2�@ʾ��PCS��PF��N2�µ�TG�͟���������ӡ�PCS�ğ���^�̷֞�����(g��)�A�Ρ�PCS�ĵ�һ�|(zh��)���pʧ�A�Σ��Ҝ���400 ��C����8.0 %��ȥ������������ˮ���]�l(f��)��һЩ����Ӿۺ���͟��a(ch��n)��ڵڶ��A�Σ�400 ��C�C600 ��C�����|(zh��)���pʧ���_(d��)12.5%���@������PCS���ЙC(j��)���܈F(tu��n)֮�g���I�����Y(ji��)�͔��ѣ��Լ��c�䡢��N���������w���ݳ����P(gu��n)��Si-H��C-H�I�Ĕ��ѡ������A�ε��|(zh��)���pʧС��2.2 %�����a(ch��n)����F(xi��n)���o�C(j��)���ԣ�ֱ����ȫ�D(zhu��n)����o����SiC��PF�ğ���^��Ҳ�֞�����(g��)�A�Ρ���һ�A�Σ��Ҝ���300��C�����|(zh��)���pʧ��10.1 %���@��Ҫ����������ˮ��ȥ����С���Ӛ��w���ݳ����ڶ��A�Σ�300 ��C�C600 ��C���ğ�ⷴ��(y��ng)�dz����ң��|(zh��)���pʧ�_(d��)��43.4%�����Ӽ����������ڟ���^���б�ጷŲ�����Ó���̼������(y��ng)�������A�Σ�600 ��C�C1200 ��C����TG�������څ�ڷ�(w��n)������1000 ��C�r(sh��)�_ʼѸ���½����|(zh��)���pʧ��28.8 %��PF�ľۺϽY(ji��)��(g��u)��600�C1000 ��C�r(sh��)��u�D(zhu��n)׃?y��u)鲣��̼�Y(ji��)��(g��u)���������У��S���ض��^�m(x��)������1000�C1200 ��C������̼�����°�������(li��n)���m���ğ��̼���������RMI�^���ж���SiC�ĺ�������ˣ�CCF/SiC�A(y��)�Ƽ��ğ��ض��O(sh��)����850��C�� CCF/SiC�A(y��)�Ƽ��ğ��������D2b��ʾ��
640-2.jpg (24.57 KB, ���d��(sh��): 112)
���d����
2024-1-19 09:26 �ς�
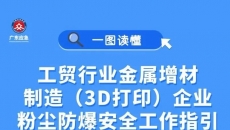
�^�Y(ji��)��(g��u)����M�� �D3�@ʾ��CCF��CCF@SiC��SEM�D��CCF��ƽ��ֱ����7��m���L�ȷ�����20��80��m��ԭʼCCF�ʬF(xi��n)����Ķ̰��Π�����������Ƃ��^�̣��w�S�����М\�ۡ�Ϳ����SiC�����CCF��������ԭ�е��Π�ͳߴ磬��������Һ��Ϳ����ˇ��CCF�˴˪�(d��)�����]�ЈF(tu��n)�ۡ�SiC������CCF�����γɺ˚��ӡ��D3f�@ʾ��CCF@SiC�ęM���棬�����^�쵽SiC�����������cCCF�Y(ji��)�����á�SiC�����ȼs��װټ{�ף��D�Мy���Y(ji��)���@ʾ����ͬλ�õĽ����ȷքe��380 nm��512 nm���D 4 �@ʾ���c�D 3d ����(y��ng)�� CCF@SiC �� EDS ӳ�䡣EDSӳ���@ʾ�ЃɷNԪ�أ��裨�Gɫ����̼���tɫ����Ԫ�طֲ��Q����CCF����Ϳ��SiC�ӡ�
640-3.jpg (40.49 KB, ���d��(sh��): 103)
���d����
2024-1-19 09:26 �ς�
640-4.jpg (26.28 KB, ���d��(sh��): 116)
���d����
2024-1-19 09:26 �ς�
�D5�@ʾ�˲�ͬ�Ƃ��A��̎����CCF/SiC��(f��)�ϲ��ϵ������������CCF/SiC��(f��)�ϲ����Ƃ�IJ�ͬ�A�Σ��z�y���c�o����̼������(y��ng)�ĵ��ͷ塣��CCF@SiC�Йz�y����-SiC������壬����PCS���ɵ�SiC�����3C�CSiC���ڟ����CCF/SiC�A(y��)�Ƽ��Йz�y����-SiC����-SiC�͟o����̼���քe����(y��ng)��ʼSiC�w����SiC����͟��̼�����̼��Դ��PF�ğ�⡣RMI����CCF/SiC��(f��)�ϲ����Йz�y�����SiC������塣������RMI�^���д֟��̼�������γɦ�-SiC����ʣ���δ����(y��ng)̼�ǟo���εģ����δ�z�y��̼�塣���ڹ�̼����(y��ng)���㣬CCF/SiC��(f��)�ϲ����д����������x�蚈����
640-5.jpg (22.28 KB, ���d��(sh��): 112)
���d����
2024-1-19 09:26 �ς�
�D6�@ʾ��CCF/SiC��(f��)�ϲ����ڲ�ͬ�Ƃ��A���µı��^��϶�ʺͶѷe�ܶȡ�PF���n��CCF/SiC��(f��)�ϲ��ϵı��^��϶�ʏ�61.1 %�@�����͵�36.8 %��PF�B��CCF/SiC���w�Ŀ�϶�Y(ji��)��(g��u)�У��ڽ��n�^������CCF��SiC�w�������γɘ�֬Ϳ�ӡ�PF����γɵğ��̼��Ϳ����CCF���档��RMI��ˇ�У��ⲿ���̼��(y��u)���c���ڹ跴��(y��ng)�γɦ�-SiC�ӡ�RMI��CCF/SiC��(f��)�ϲ��ϵı��^��϶�ʃH��0.24 %���ѷe�ܶ���1.06 g/cm��ߵ�2.76 g/cm3.
640-6.jpg (23.12 KB, ���d��(sh��): 111)
���d����
2024-1-19 09:26 �ς�
�D7�@ʾ�˲�ͬ�Ƃ��A�μӹ���CCF/SiC��(f��)�ϲ��ϵĔ�����ò��CCF/SiC�A(y��)�ư����F(xi��n)����������ĵ��͌Ӡ�Y(ji��)��(g��u)������CCF��SiC�w��ͨ�^���̼�ĽY(ji��)�Ϸֲ��چΌ��С����ڻ�Ϸ�ĩ�Ķѷe�ܶ����ޣ�����֮�g���ڴ����Ŀ�϶ȱ�ݡ����n�͟���CCF/SiC�A(y��)�Ƽ��Ŀ��Ϳה�(sh��)���pС���c���^��϶�ʵĜpСһ�¡����̼��CCF@SiC�����γɾ���İ����ӣ��ṩ��CCF���p�ر��o(h��)���D7g�Ci�@ʾ��RMI��CCF/SiC��(f��)�ϲ��ϵĔ�����ò��CCF/SiC��(f��)�ϲ��ϵĔ����Ɖ���Ҫ�龧�g���Ѻ;��g���ѡ�CCF������Ҏ(gu��)�t����������ò���]�б����ڹ����g�������^�쵽�������w�S���κ��w�SÓճ���@��CCF/SiC��(f��)�ϲ��ϵ��g���зe�OӰ푡��c֮ǰ�]���κ�CCF���o(h��)�Ĺ�����ȣ�CCF����ȫ�����ģ����қ]���^�쵽�w�S�γ���Óճ��
640-7.jpg (95.32 KB, ���d��(sh��): 97)
���d����
2024-1-19 09:26 �ς�
�D8�@ʾ��RMI���л�o���o(h��)��CCF/SiC��(f��)�ϲ��ϵ�ʾ��D���^�Y(ji��)��(g��u)���]���κα��o(h��)��CCF����ȫ���c���ڹ跴��(y��ng)���ģ���ԭʼλ���γɿ�϶��CCF/SiC�A(y��)�ư��ĸ߿�϶�ʺͿ�϶�Y(ji��)��(g��u)�����ڹ�ĝB�ṩ��ͨ������RMI�^���У�̼�ܽҺ�B(t��i)���в��_(d��)��͠�B(t��i)��Ȼ���-SiC���������γ��B�m(x��)�Ħ�-SiC����ӡ���-SiC�ӿɷ�ֹҺ�B(t��i)���c�A(y��)�Ƽ���(n��i)����ֱ̼�ӽ��|����K�ڔU(ku��)ɢ����(y��ng)�^�����γɼ�(x��)С�ĽY(ji��)����-SiC������Pampuch���ˈ�(b��o)����PAN����̼�w�S�c���ڹ���1500 ��C�µķ���(y��ng)��(d��o)�¦�-SiC���γɣ��ڸߜؽ������g��SiC���w��Һ�B(t��i)���е�̼��Һ������������(y��u)���γ�С�Ħ�-SiC���w�S�C(j��)�ֲ��ڹ���w�еľֲ��^(q��)�� ��ǰ��̼�w�Sռ��(j��)���@�c�҂��ڈD8a���^�쵽�ĽY(ji��)��һ�¡����յ��͵��ܳ�-��������(y��ng)�C(j��)�����ڿױڽY(ji��)��(g��u)���^�쵽CCF�ܽ�-�������γɵİ��ۺͼ�(x��)��SiC�w�����D8b�@ʾCCF����������Ħ�-SiC�w���M�ɡ����П��̼���o(h��)�ӵ�CCF߅���軯����ӟ��̼��(y��u)���c�跴��(y��ng)�γɦ�-SiC�ӣ���һ���̶��ϱ�����CCFԭ�е���ò��߅���軯CCFʧȥ��һЩ���ܣ����F(xi��n)���������������֮�£�����SiC����͟��̼�p�ر��o(h��)��CCF����ò�ͽY(ji��)��(g��u)��������Ч�ر��������ڹ�����g��
640-8.jpg (71.09 KB, ���d��(sh��): 119)
���d����
2024-1-19 09:26 �ς�
�������� �D9�@ʾ���л�]�б��o(h��)��CCF/SiC��(f��)�ϲ��ϵ��������ܡ��D9a��b�@ʾ��CCF/SiC��(f��)�ϲ��Ϗ�����(qi��ng)�Ⱥ͔����g�ԵĜyԇ��(bi��o)��(zh��n)��CCF/SiC��(f��)�ϲ��ϵġ�SiC����+���̼���p�ر��o(h��)���@����������W(xu��)���ܡ���D9d��e��ʾ�����Ѽy�U(ku��)ɢ�^���У�CCF�İγ���Óճ����(qi��ng)���������գ���(d��o)��CCF/SiC��(f��)�ϲ��ϵ��g���@����ߡ������g�ԏ�2.7 MPa m��ߵ�3.5 MPa m1/2���c(di��n)����ԇ�(y��n)�@ʾ��������(qi��ng)�ȏ�140.8 MPa��ߵ�265.2 MPa�����⣬CCF/SiC��(f��)�ϲ��ϵĶѷe�ܶȏ�2.67 g/cm���ӵ�2.76 g/cm3ͬ�r(sh��)���ֻ�����ͬ�ı��^��϶��ˮƽ���@�N���ƿɚw���ڶ���SiC�ٷֱȵ����Ӻ����x�躬���Ľ��͡��c���̼���o(h��)��ȣ����p�ر��o(h��)�C(j��)���£��ѷe�ܶ����н��ͣ����^��϶���������ӡ���RMI�^���У��ⲿ���̼�Ӄ�(y��u)���c���ڹ跴��(y��ng)�γ�SiC�ӡ�̼����Ӳ�����ȫ������ڹ��̼�w�S֮�g�Ľ��|����ˣ�һЩ̼�w�S�^�m(x��)�ܽ������ڹ����γ�SiC���c���̼���o(h��)��ȣ������p�ر��o(h��)��CCF/SiC��(f��)�ϲ��Ϝp�������ڹ茦̼�w�S�����g��ʹ��̼�w�S�ڏ�(f��)�ϲ��ϻ��w�е��w�e�ȸ���(d��o)����ѷe�ܶ������½�������϶�ʄt��������0.02 %���@���������ڻ��w��̼�w�S�������r(sh��)�γ���С�Ŀ�϶��
640-9.jpg (46.25 KB, ���d��(sh��): 111)
���d����
2024-1-19 09:26 �ς�
����SLS�Y(ji��)���p�ر��o(h��)�C(j��)�Ƴɹ��Ƃ��˸�����(f��)�s�Y(ji��)��(g��u)CCF/SiC��(f��)�ϲ��ϣ�����SiC������������ڹ茦CCF�����g�������̼�Ӯa(ch��n)���Ħ�-SiC��K�����ڹ�ĝB��CCF/SiC��(f��)�ϲ��σ�(n��i)����CCF��������ߏ�(qi��ng)�Ⱥ�ģ�����ԣ����l(f��)�]�����g���á��о����c(di��n)�u���ˡ�̼�������+���̼���p�ر��o(h��)�����^��϶�ʡ��ѷe�ܶȡ�����M�ɡ��^�Y(ji��)��(g��u)�����W(xu��)���ܵ�Ӱ푣��ó�������Ҫ�Y(ji��)Փ��
��һ�����ڹ����gCCF�ĽY(ji��)��(g��u)�����ɼ�(x��)�����Ħ�-SiC��Ȼ���S������(y��ng)���^�m(x��)��SiC�����B�Ӳ����L��CCF�c���ڹ�֮�g�ķ���(y��ng)��ѭ���͵��ܽ�-����C(j��)�ơ�
���������̼����������c�跴��(y��ng)���ɦ�-SiC���Ķ���ֹ���ڹ茦CCF�����g�����⣬���|(zh��)�е����x�躬��Ҳ�����ˡ�
�������p�ر��o(h��)�C(j��)���µ�CCF��������Ҏ(gu��)�t����������ò�����g�C(j��)�ư����w�S�γ����w�SÓճ����ͬ��(d��o)��CCF/SiC��(f��)�ϲ��ϵ����W(xu��)���ܵõ���(sh��)�|(zh��)�Ը��ơ�
�C��������SiC����͟��̼���p�ر��o(h��)�ɹ��ر�����CCF/SiC��(f��)�ϲ���RMI�^�������ڹ茦CCF�����g���@ЩCCF/SiC��(f��)�ϲ����ڸ��и��I(y��)�ĸ����ܑ�(y��ng)���о��ЏV韵�ǰ����CCF���p�ر��o(h��)�C(j��)�ƞ��O(sh��)Ӌ(j��)���_�l(f��)���Ѓ�(y��u)Խ���ܺ�����(qi��ng)���ܵ����M(j��n)SiC����(f��)�ϲ����_�����µĿ����ԡ�
�����P(gu��n)Փ�ġ�
Additive manufacturing of high-performance CCF/SiC composites under dual protection
�����P(gu��n)朽ӡ�
https://doi.org/10.1016/j.ceramint.2024.01.017
| 



 �ղ�
�ղ� �D(zhu��n)��
�D(zhu��n)�� ֧��
֧�� ����
����
 �����W(w��ng)����11010802043351
�����W(w��ng)����11010802043351