來源:中國航天
摘 要: 在空間推進(jìn)領(lǐng)域,采用增材制造技術(shù)可以實(shí)現(xiàn)一體化成型,提升模塊化和集成化程度,在制備結(jié)構(gòu)復(fù)雜、昂貴的構(gòu)件方面具有明顯的優(yōu)勢。目前國內(nèi)外主要航天機(jī)構(gòu)正在積極開展增材制造技術(shù)在空間推進(jìn)系統(tǒng)的應(yīng)用。常用的增材制造技術(shù)包括激光選區(qū)熔化技術(shù)、定向能量沉積技術(shù)、電子束熔化成型技術(shù)和立體光固化成型技術(shù)等。本文主要介紹在空間推進(jìn)領(lǐng)域通過增材制造技術(shù)制備的各類構(gòu)件,包括推力室噴注器、再生冷卻身部、陽極和貯箱等。同時,總結(jié)了增材制造在這些應(yīng)用中的技術(shù)優(yōu)勢,探討了其在空間推進(jìn)領(lǐng)域應(yīng)用的挑戰(zhàn)和潛在機(jī)遇。
伴隨著深空探測、載人登月、衛(wèi)星組網(wǎng)等空間活動的迅速發(fā)展,世界主要航天大國都加快了航天器的研制進(jìn)程。作為航天器的核心構(gòu)件,空間推進(jìn)系統(tǒng)在姿態(tài)調(diào)節(jié)、軌道控制等方面起到至關(guān)重要的作用,其發(fā)展方向為長壽命、輕量化、可重復(fù)使用、快速響應(yīng)迭代及定制化。近年來,增材制造技術(shù)取得顯著進(jìn)步和廣泛應(yīng)用,尤其在提升空間推進(jìn)系統(tǒng)輕量化、一體化和模塊化水平方面具有得天獨(dú)厚的優(yōu)勢。本文詳細(xì)介紹了增材制造技術(shù)在空間推進(jìn)系統(tǒng)各組成部分的應(yīng)用,包括液體火箭發(fā)動機(jī)推力室和貯箱、電推力器陽極部件和陶瓷組件等,并總結(jié)了增材制造技術(shù)在空間推進(jìn)領(lǐng)域應(yīng)用過程中面臨的挑戰(zhàn)和發(fā)展方向。
一、增材制造技術(shù)
增材制造技術(shù)是通過計算機(jī)控制方法,按照指定路徑將材料逐層沉積到基板上形成產(chǎn)品的加工方法。相比于傳統(tǒng)鑄造和機(jī)加工等方法,增材制造技術(shù)可用于快速制造復(fù)雜幾何形狀的構(gòu)件,并可用于金屬、陶瓷、聚合物、復(fù)合材料和生物材料等多種材料。在空間推進(jìn)系統(tǒng)中應(yīng)用較廣的有激光選區(qū)熔化技術(shù)(SLM)、定向能量沉積技術(shù)(DED)、電子束熔化成型技術(shù)(EBM)、熔融沉積技術(shù)(FDM)和立體光固化成型技術(shù)(SLA)等,如圖1所示。

640.jpg (80.93 KB, 下載次數(shù): 133)
下載附件
2024-2-4 15:33 上傳
圖1 增材制造技術(shù)分類
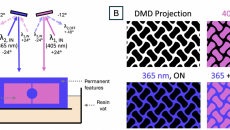
與傳統(tǒng)鑄造、鍛壓和機(jī)械加工等方式相比,增材制造技術(shù)具有材料利用率高、生產(chǎn)周期短、成型精度高及設(shè)計自由度高等優(yōu)勢。但是增材制造加工過程中會產(chǎn)生元素?zé)龘p,并且熱應(yīng)力較高,很容易產(chǎn)生裂紋等缺陷。伴隨著增材制造在各個行業(yè)的推廣應(yīng)用,可用于增材制造的材料也極大豐富,金屬材料包括鋼、鋁合金、鈦合金和高溫合金,并且在高熵合金方面也相繼開發(fā)出性能優(yōu)異的新材料,如圖2(a)、(b)所示。而在陶瓷材料方面,美國休斯研究實(shí)驗室(HRL)通過SLA技術(shù)制備的SiOC陶瓷可以承受1700℃的高溫(見圖2(c))。
640-1.jpg (101.85 KB, 下載次數(shù): 105)
下載附件
2024-2-4 15:33 上傳
圖2 適用于增材制造的新材料
二、增材制造技術(shù)在空間推進(jìn)領(lǐng)域的典型應(yīng)用
空間推進(jìn)系統(tǒng)是將化學(xué)能、電能、太陽能和核能等轉(zhuǎn)化為噴射動能的技術(shù),主要用于各類航天器軌道控制、姿態(tài)調(diào)整等。隨著衛(wèi)星快速組網(wǎng)、遠(yuǎn)地小行星探測的需求不斷增多,空間探測進(jìn)入快速發(fā)展時期,這對航天器尤其是空間推進(jìn)系統(tǒng)的響應(yīng)速度、經(jīng)濟(jì)性和可持續(xù)性提出了更高的要求。
雖然輕量化設(shè)計概念存在于諸多行業(yè)中,但在空間推進(jìn)領(lǐng)域尤其重要,減少結(jié)構(gòu)質(zhì)量不僅可以提高有效載荷,而且針對旋轉(zhuǎn)部件,還可以減少轉(zhuǎn)動慣量,從而降低啟動扭矩、制動扭矩和轉(zhuǎn)動部件與軸之間的相互作用力矩等。目前太空探索任務(wù)成本已達(dá)到20000歐元/kg,減少結(jié)構(gòu)載荷可以降低發(fā)射成本。
(一)國外現(xiàn)狀
1.美國
早在2013年,美國就已開發(fā)出AMPS-H微型推進(jìn)系統(tǒng),將貯箱和燃燒室集成在一起,實(shí)現(xiàn)一體化成型,并在普羅維登斯推進(jìn)實(shí)驗室對發(fā)動機(jī)進(jìn)行液流測試和持續(xù)16s的點(diǎn)火測試。同年,美國高校通過增材制造技術(shù)制備出立方星的電子設(shè)備,極大提升了研制效率。
NASA最早于2015年進(jìn)行面向增材制造的立方星的組件設(shè)計,洛克達(dá)因公司(Aerojet Rocketdyne)分別設(shè)計了活塞罐和球形罐。其中活塞罐包括增材制造的罐體、推力室和支架,球形罐則減少了50%的零件數(shù)量,消除了焊縫,成本降低了70%,為低成本制造小型衛(wèi)星提供了解決方案。NASA通過SLM方法制備了純鎢的具有復(fù)雜結(jié)構(gòu)的推力器部件和細(xì)小的晶格結(jié)構(gòu),并可承受2300℃的高溫。
賓夕法尼亞大學(xué)Lunar Lion團(tuán)隊將增材制造方法用于月面著陸系統(tǒng)中雙元發(fā)動機(jī)姿態(tài)控制系統(tǒng)的“鉛筆”推力器開發(fā)中。如圖3所示,傳統(tǒng)推力器由12個單獨(dú)零件組成,通過螺紋連接并焊在一起,在燃燒室中混合液氧和燃料,然后用安裝在燃燒室另一端的火花塞點(diǎn)燃混合物。基于增材制造方法將“鉛筆”推力器簡化為三部分,并且充分考慮了支撐數(shù)量、成型方向等因素。經(jīng)驗證,加工時間縮短超過86%,零件數(shù)量減少33%,密封面數(shù)量減少了66%。
640-2.jpg (55.69 KB, 下載次數(shù): 113)
下載附件
2024-2-4 15:33 上傳
圖3 “鉛筆”推力器傳統(tǒng)設(shè)計方案和增材制造改進(jìn)方案
得克薩斯大學(xué)奧斯汀分校的得克薩斯航天器實(shí)驗室開發(fā)了一種低溫氣體推力器,包含增材制造技術(shù)制備的推進(jìn)劑管道、貯箱和噴嘴等部件,可產(chǎn)生60 mN的推力,用于立方星的姿態(tài)控制任務(wù)。Olano等人制造了小型化霍爾推力器,使用了SmCo永磁體,即使在高溫下也能產(chǎn)生必要的磁場,并使用316不銹鋼增材制造陽極,通過選擇性激光熔化生產(chǎn),其設(shè)計比傳統(tǒng)技術(shù)更復(fù)雜。陽極設(shè)計顯著影響推進(jìn)劑分布,因此更復(fù)雜的增材制造制備的設(shè)備可以比傳統(tǒng)制造更均勻地定制推進(jìn)劑分布。Romei等人通過SLM方法制備了316L不銹鋼高縱橫比的薄壁同心加熱管,用于電阻加熱電推力器,如圖4所示,驗證了增材制造制備超高溫多功能熱交換器的工作性能,經(jīng)測試,推力為(9.7±0.025)~(29.8±0.025)mN,最大比沖測量值為(80.11±1.22)s。2023年,ThrustMe公司選用3DCeram公司增材制造的陶瓷組件用于電推力器,從而提升研制效率,克服傳統(tǒng)加工工藝中開模所需時間較長的問題。作為首個實(shí)現(xiàn)碘工質(zhì)電推力器在軌工作的公司,ThrustMe公司對增材制造陶瓷材料進(jìn)行了充分的評估,可以有效隔離和防止高壓電氣擊穿,保障電推力器的使用性能(見圖5)。麻省理工學(xué)院的研究人員開發(fā)出全增材制造的納米電噴推力器,采用氧化鋅納米線的水熱生長工藝制造而成,可釋放出純凈的離子流,比同類電噴推力器擁有更高的比沖,用于微型衛(wèi)星的動力系統(tǒng),如圖6所示。
640-4.jpg (19.27 KB, 下載次數(shù): 136)
下載附件
2024-2-4 15:33 上傳
圖4 電阻加熱電推力器
640-5.jpg (18.83 KB, 下載次數(shù): 116)
下載附件
2024-2-4 15:33 上傳
圖5 電推力器陶瓷組件
640-6.jpg (42.67 KB, 下載次數(shù): 128)
下載附件
2024-2-4 15:33 上傳
圖6 通過增材制造制備的納米電噴推力器
NASA宇宙飛船與輔助推進(jìn)系統(tǒng)分部在2016年通過增材制造方法成功制備了立方體貯箱,測試爆破壓力超過了1600Pa,安全系數(shù)為5,達(dá)到了設(shè)計要求:最大設(shè)計壓力為400Pa,爆炸系數(shù)為4。在基于增材制造的研制過程中,設(shè)計人員將燃料管道變?yōu)閭?cè)壁的流道,從而制備出具有整體式流道的推進(jìn)劑貯箱,避免了開孔再封堵等步驟,有助于減少結(jié)構(gòu)質(zhì)量。目前NASA正在對1N推力器進(jìn)行改進(jìn),以充分發(fā)揮增材制造的優(yōu)勢。
Aerojet Rocketdyne公司將增材制造與推力可擴(kuò)展的自流式MON-25推進(jìn)技術(shù)相結(jié)合,將多個推力器集成到一個模塊的反作用控制系統(tǒng)中,如圖7所示,RC-120是基于ISE-100推力器改進(jìn)的適合增材制造的型號,采用SLM方法制備一體化噴注器模塊和推力室身部,相比于傳統(tǒng)加工的推力器,雖然損失了20~50s的比沖,但是成本降低了70%。
640-7.jpg (60.01 KB, 下載次數(shù): 101)
下載附件
2024-2-4 15:33 上傳
圖7 RC-120推進(jìn)系統(tǒng)
2023年1月3日,搭乘“獵鷹”9火箭的“軌道器”(Orbiter)太空拖船順利發(fā)射,其發(fā)動機(jī)推力室采用了增材制造技術(shù)制備的鎳基高溫合金構(gòu)件,大幅降低成本的同時,提高了一體化程度,縮短了研制周期。2023年,NASA在RAMFIRE項目中與Elemntum 3D公司合作,采用A6061-RAM2材料,通過增材制造方法成功制備并測試了新型鋁合金火箭發(fā)動機(jī)噴管(見圖8),累計運(yùn)行近10min,實(shí)驗結(jié)果表明其可以承受月面著陸器規(guī)模發(fā)動機(jī)的熱、結(jié)構(gòu)和壓力負(fù)載。
640-9.jpg (16.38 KB, 下載次數(shù): 121)
下載附件
2024-2-4 15:33 上傳
圖8 通過增材制造技術(shù)制備的鋁合金火箭發(fā)動機(jī)噴管試車測試
2.其他國家或地區(qū)
歐空局與澳大利亞Monash大學(xué)聯(lián)合開展輕質(zhì)小推力火箭發(fā)動機(jī)的研制工作,如圖9所示,發(fā)動機(jī)身部帶有隨形冷卻夾心結(jié)構(gòu),與傳統(tǒng)冷卻槽道相比,接觸面積更大,熱交換效果更好,可以有效降低結(jié)構(gòu)質(zhì)量。歐洲探索公司與阿聯(lián)酋LEAP71公司于2023年開始在空間發(fā)動機(jī)領(lǐng)域展開合作,利用計算工程模型,通過自適應(yīng)邊界條件和參數(shù)(推進(jìn)劑類型、推力等),進(jìn)行創(chuàng)成式設(shè)計,并通過迭代優(yōu)化,快速得到發(fā)動機(jī)原型,如圖10所示。
640-10.jpg (22.68 KB, 下載次數(shù): 108)
下載附件
2024-2-4 15:33 上傳
圖9 火箭發(fā)動機(jī)身部隨形夾層結(jié)構(gòu)
640-11.jpg (22.11 KB, 下載次數(shù): 125)
下載附件
2024-2-4 15:33 上傳
圖10 LEAP71采用增材制造設(shè)計的發(fā)動機(jī)截面
(二)我國現(xiàn)狀
目前空間推進(jìn)系統(tǒng)主要采用冷氣推進(jìn)、化學(xué)推進(jìn)和電推進(jìn)等方式,其中化學(xué)推進(jìn)可分為單組元和雙組元。近年來,遠(yuǎn)地小行星探測等空間任務(wù)持續(xù)推進(jìn),對發(fā)動機(jī)的長壽命和可靠性提出了更高的要求,上海空間推進(jìn)研究所先后進(jìn)行了5000N、15000N和20000N火箭發(fā)動機(jī)再生冷卻身部的攻關(guān)工作,圖11為5000N發(fā)動機(jī)再生冷卻身部實(shí)物及試車照片。圖12為15000N火箭發(fā)動機(jī)實(shí)物及點(diǎn)火試車圖片,經(jīng)地面熱試車和高空模擬熱試車驗證,單次連續(xù)最長工作時間達(dá)到100s,真空比沖為315.3s,達(dá)到相同系統(tǒng)參數(shù)下國際先進(jìn)水平。如圖13所示,20000N液氧甲烷軌控發(fā)動機(jī)采用增材制造技術(shù)制備了一體化推力室,并完成多次熱試車考核,真空比沖達(dá)到3560Ns/kg。
640-12.jpg (15.29 KB, 下載次數(shù): 107)
下載附件
2024-2-4 15:33 上傳
圖11 5000N再生冷卻身部結(jié)構(gòu)及試車試驗圖片
640-13.jpg (9.8 KB, 下載次數(shù): 133)
下載附件
2024-2-4 15:33 上傳
圖12 15000N發(fā)動機(jī)再生冷卻身部結(jié)構(gòu)及地面點(diǎn)火試驗圖片
640-14.jpg (20.98 KB, 下載次數(shù): 140)
下載附件
2024-2-4 15:33 上傳
圖13 增材制造一體化20000N液氧甲烷發(fā)動機(jī)試車
在電推力器方面,上海空間推進(jìn)研究所通過SLM技術(shù)成功制備了80mN電推力器陽極,并進(jìn)行了氙氣工質(zhì)試車考核,累計點(diǎn)火6h55min,推力符合設(shè)計要求,如圖14所示。
640-15.jpg (12.82 KB, 下載次數(shù): 123)
下載附件
2024-2-4 15:33 上傳
圖14 陽極部件及點(diǎn)火試車
星河動力(北京)空間科技有限公司研制的“谷神星”一號商業(yè)運(yùn)載火箭中,四級采用了增材制造的軌控發(fā)動機(jī),如圖15所示,為我國首次完全采用增材制造方案的軌控發(fā)動機(jī)。
640 2.jpg (5.61 KB, 下載次數(shù): 116)
下載附件
2024-2-4 15:33 上傳
圖15 “谷神星”一號四級軌控發(fā)動機(jī)
三、結(jié)束語
在空間推進(jìn)領(lǐng)域,增材制造面臨諸多挑戰(zhàn),主要有以下幾個方面:
(1)增材制造技術(shù)制備的構(gòu)件與傳統(tǒng)鑄、鍛、機(jī)加工的構(gòu)件在內(nèi)部組織和力學(xué)性能等方面有顯著不同,尤其是缺陷,其尺寸較小,但是層間微裂紋很容易擴(kuò)展成為宏觀裂紋。目前的CT和X射線檢測精度有限,而且受限于結(jié)構(gòu)尺寸,亟須開發(fā)更適用于增材制造構(gòu)件內(nèi)部缺陷檢測的設(shè)備和技術(shù)。空間推進(jìn)領(lǐng)域構(gòu)件經(jīng)常處于高溫和交變載荷的作用下,內(nèi)部的缺陷很容易成為裂紋源,發(fā)生疲勞失效的風(fēng)險較大。
(2)空間推進(jìn)領(lǐng)域尤其是噴注器等關(guān)重件對多余物防控和流阻要求較高,目前增材制造的特征分辨率和表面粗糙度尚未達(dá)到精密制造的要求,這不僅需要提升增材制造的成型精度和致密度,更需要開發(fā)合適的后處理方法(化銑、電化學(xué)拋光、磨粒流等),才能更有效地運(yùn)用增材制造技術(shù)。
(3)增材制造在減重方面具有得天獨(dú)厚的優(yōu)勢,尤其是復(fù)雜的點(diǎn)陣結(jié)構(gòu)可以通過增材制造方法成型,但是空間推進(jìn)系統(tǒng)需要經(jīng)受振動、沖擊、高低溫等復(fù)雜的熱/力環(huán)境,點(diǎn)陣結(jié)構(gòu)缺少相關(guān)的試驗數(shù)據(jù)。此外,由于點(diǎn)陣結(jié)構(gòu)尺寸較小,仿真計算工作量較大,精度較低,需要進(jìn)行合理的數(shù)據(jù)處理并配合驗證手段,提高增材制造點(diǎn)陣結(jié)構(gòu)在空間推進(jìn)系統(tǒng)應(yīng)用的可靠性。
近年來,空間推進(jìn)系統(tǒng)對可重復(fù)使用、輕量化及長時間服役等方面提出了更高的要求,增材制造技術(shù)在一體化、模塊化和輕量化等方面的優(yōu)勢使其在空間推進(jìn)領(lǐng)域的應(yīng)用中迎來了新機(jī)遇。
(1)空間推進(jìn)系統(tǒng)中的復(fù)雜構(gòu)件越來越多地采用增材制造技術(shù),在保證使用性能的同時,降低結(jié)構(gòu)質(zhì)量,縮小體積,并且極大提高了研制效率。此外,增材制造技術(shù)也為結(jié)構(gòu)功能一體設(shè)計和制造提供了更大的自由度,可以通過結(jié)構(gòu)及材料的優(yōu)化設(shè)計提高能量吸收、傳熱及承載能力。
(2)空間推進(jìn)領(lǐng)域的部分構(gòu)件需要較高的高溫強(qiáng)度、良好的絕緣性及耐磨性等,雖然陶瓷等材料滿足要求,但是傳統(tǒng)加工難度大,成品率低。增材制造技術(shù)也為陶瓷等材料的制備提供了新的途徑,由于其高精度和高致密度成型特點(diǎn),在陶瓷等新材料的制備方面具備較大潛力。
(3)增材制造技術(shù)為空間推進(jìn)系統(tǒng)的在軌維護(hù)提供了可能性,目前聚合物已經(jīng)可以在太空中進(jìn)行增材制造,未來金屬和陶瓷材料的增材制造實(shí)現(xiàn)后可用于在軌替換零件等工作。
作者簡介
楊旭東1 周俊1 焦自賢1 徐鑫2 謝屹2
1.上海空間推進(jìn)研究所;2.上海空間發(fā)動機(jī)工程技術(shù)研究中心
| 








 收藏
收藏 轉(zhuǎn)播
轉(zhuǎn)播 支持
支持 反對
反對
 京公網(wǎng)安備11010802043351
京公網(wǎng)安備11010802043351