��Դ�� ���������������
��(j��)���,�����Է��m�ĈF꠳ɹ�������늻��۽z�������죨WAAM����ˇ��ӡ��һ�����_300 kg�ĸߏ���316L���P䓉�������[1],��ԓ�������_1600 mm,��ֱ����900 mm,����ʯ�ͺ���Ȼ���ИI(y��)�����V���đ���,���F꠲��H�����������M���˝B�o�p�z�y��߀�����Ϻͻ��ڎνY���������M���˜yԇ,��ͨ�^���ȴ�ӡ��Ʒ��CADģ��,���_���˳ߴ羫�_��ƽ����2��������,�����������H��10�����OӋ�\�Љ����²ų��F(xi��n)�p�ġ�ԓ�ɹ������C��늻��۽z�������칤ˇ�܉��������a�����ܵĴ�ߴ粿��,��
���������ęCе���� �����������OӋ�\�Љ�����10��,��ԓ��(sh��)ֵ�ь���ȫϵ��(sh��)���]�Mȥ�ˡ�������Ӌ��Y���A�y���ѕ��l(f��)����90������,��ֵ��ע�����,���ڌ��H���a�^���У�����һ��Ҫ����1.5�����\�Љ������M�Мyԇ,��
�ډ����yԇ��,�������ˆT��ˮ���������У�������������ֵ�ֱ���M�бO(ji��n)�y,����66�͕r,���]���^�y�����@��׃�������������ӵ�80�����ϕr,���������Π��_ʼ����׃��,����K����111�͕r,���^�y��ˮ�������Ȳ�������һ���Ѽy��й©,���˕r��������ֱ���Uչ��7%,���о��ˆTʹ�ú��Ӽ��g���ѿp�M�������a,�����������M�ж��Μyԇ���Y��,�������ٴΰl(f��)�����Ȳ��^(q��)��,���@�������Ȳ��^(q��)����һ���Y�����c�����ҵ�һ�εĔ��Ѳ������������e�`����,��

640.jpg (95.91 KB, ���d��(sh��): 72)
���d����
2024-2-19 15:53 �ς�
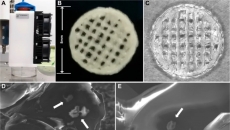
�����_300 kg�ĸߏ��ȉ�������,���DԴ��[1]
�^�M�� �M����WAAM��ˇ�����Е����v�������̺ͱ���ѭ�h(hu��n)�ӟ������ұ���^�̣�����,����ӡ�^���еğ�vʷ�s�c���������ۻ����������칤ˇ�����^(q��)�e,����ˣ����σȲ����^�M���ʹ�ӡ���ęCе����Ҳ����һ���Ī�����,��
��ǰ���о��ɹ�[2]����,���S����ӡ���x����ľ��x���ӣ��������ķe�ۺ�ѭ�h(hu��n)�ӟ��׃��Խ��Խ���@,��������s�����S����ӡ�߶ȵ����Ӷ��½����ڵͻ��еȵ���s������,����ӡ���ĽM���ɦ�-�F���w�͊W���w�M��,�����ڸ���s������,�����ࣨCrFe�����ͦ�-�F���w�͊W���wһ����F(xi��n)�ڽM�����,����ڟ����W��Փ,����600-900 ��֮�g�����������F���w�͊W���w�Ľ�������,��һ���ضȸ���1050 ��r,�������t����u�ܽ��ڊW���w���w��ڴ�ӡ��픲��^(q��)��,���M����s���ʵ�,�����ǜضȳ��^1050 ��ĕr�g��Ȼ�^�̣����Ԧ��ಢ�]����ȫ�ܽ��ڊW���w���w��,��
�S����s���ʵ��½�,�����F���w�ĺ��������ӣ������14.5%,����16.2%��17.3%,�����⣬������ݔ������ӟ����ķe��,���������˸���ĕr�g���L,���Ķ����³���֦���g������ӡ�
����ԇ�ӵęCе����
��ӡ�����������ȺͿ���������330 MPa��550 MPa���ң�Ҋ�D��,���c����316L����,�����ߵ����������ஔ������ǰ�ߵĿ������ȣ������r����600 MPa����[3]��ƫ��,��ͨ�^���������ò,�����Y����Ҫ�Ĕ��љC������������^���У����ڑ�������,���ն��ڦ��F���w�ĸ���̎�κ˲��ۼ��ɳߴ�����ȱ�ݶ������g�Ԕ���,��
640.png (160.8 KB, ���d��(sh��): 89)
���d����
2024-2-19 15:53 �ς�
�������������DԴ��[2]
�̘I(y��)�����õ�����(zh��n)
���O��Ƕȁ���,��WAAM��ˇ������O��dz�����,�������ԄӺ��ӆ�Ԫ���Դ�����,���S���ڽ����ИI(y��)�Ĺ�˾�����͓����@Щ�Oʩ,�����ǣ���������ĉ��������������R���F(xi��n)���Ј���,�����߀�]�ЬF(xi��n)�ɵĘ˜�,������������횷��ω����O������Pָ����W�ޘ˜���̎�ڽM���ͳ�������С�M���A��,���@��ζ���������ŕ����OӋ�����a�Ę˜�,��
�����uע����ʹ��WAAM��ˇ�r,��������s���ʺ͟����e���ؘ����߶ȴ���һ���ą^(q��)�e���Ñ������]��������ͬ���ϵ���׃���Կ��ܕ������^�M���ؘ����߶Ȳ������ԵĬF(xi��n)��,��
|






 �ղ�
�ղ� �D��
�D�� ֧��
֧�� ����
����
 �����W(w��ng)����11010802043351
�����W(w��ng)����11010802043351